
Fターム[4F204AA39]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171) | エポキシ樹脂 (420)
Fターム[4F204AA39]に分類される特許
81 - 100 / 420
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
回路基板組成物及びその製造方法
【課題】優れた耐高温の物理的性質を有し、0.5時間圧力釜テストした後、288℃のはんだ炉の中でその安定性が600秒以上である回路基板組成を提供すること。普通の1 oz銅箔を使っても、10 lbf/inch以上のピール強度を実現することができる回路基板を提供すること。現在一般的に使われている銅箔基板より、吸湿率がより低い回路基板を提供すること。低い臭素含量でも、UL94 V-0難燃標準に達する難燃組成回路基板を提供すること。
【解決手段】回路基板樹脂組成物が、(A)ハロゲンエポキシ樹脂と触媒第四アンモニウム塩とを混合し、イソシアネートと反応して得た、改質オキサゾリドンを含むハロゲンエポキシ樹脂と、(B)二つまたは二つ以上のエポキシ基を含むエポキシ樹脂と、(C)硬化剤と、(D)硬化促進剤とからなること。
(もっと読む)
織りプリフォーム、コンポジットおよびその製造方法
【課題】3次元織りプリフォーム、そのプリフォームを組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォームは、2または3以上のたて糸操りファブリック層を含む。たて糸操りファブリックは、ダーツ部分と、ダーツのない部分とを含む。たて糸操りファブリックのダーツ部分をダーツのない部分に互いに結合し、それにより、プリフォームの全部分の周辺および半径の方向に連続ファイバが存在するようにする。一つのたて糸操りファブリックにおけるダーツのない部分は、他のたて糸操りファブリックにおけるダーツ部分を補強する。たて糸操りファブリックは、差動テークアップ機構を備える織機で織ることができる。たて糸操りファブリックは、単一あるいは多層のファブリックである。最終のプリフォームは、航空機の窓フレームの一部分になる。
(もっと読む)
サンドイッチ構造成形物

【課題】水に濡れても表面に白点が生じず、優れた物性と優れた外観を併せ持つ、繊維強化複合材料をスキン材とするサンドイッチ構造成形物を提供する。
【解決手段】スキン材1とコア材7とからなるサンドイッチ構造成形物であって、スキン材1がエポキシ樹脂(A)、塩化ホウ素アミン錯体(B)及び強化繊維基材(C)からなるサンドイッチ構造成形物。コア材7とエポキシ樹脂(A)、塩化ホウ素アミン錯体(B)及び強化繊維基材(C)とからなるプリプレグ1とを積層した後、加熱加圧により前期プリプレグ1を硬化して製造する。
(もっと読む)
織りプリフォーム、コンポジットおよびその製造方法
【課題】3次元織りプリフォーム、そのプリフォームを組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォームは、1または2以上のたて糸操りファブリック層を含む。たて糸操りファブリックの一部分を型に押し付けることにより、起立脚(20)を形成する。プリフォームは、その起立脚および本体部分のジャグル(15)を含む。本体部分および起立脚は、一体に織ることにより、プリフォームを横切る連続ファイバを設ける。たて糸操りファブリックの一部分には、たて糸方向にストレッチ・ブロークン・カーボン・ファイバがあり、別の部分には、一般のカーボン・ファイバがある。たて糸操りファブリックは、差動テークアップ機構を備える織機で織ることができる。たて糸操りファブリックは、単一あるいは多層のファブリックである。プリフォームあるいはコンポジットは、航空機の窓フレーム(10)の一部分になる。
(もっと読む)
繊維強化プラスチック製構造物の成形法、及び、繊維強化プラスチック製構造物
【課題】引抜き成形法、ハンドレイアップ法、RTM法、ホットプレス法
などの成形法において、繊維強化プラスチック製ストランドシートを用いることにより、今まで得ることのできなかった引張強度、引張弾性率、圧縮強度、圧縮弾性率、曲げ強度、曲げ弾性率等の機械的物性を向上させることができる。
【解決手段】繊維強化シートを複数枚積層して、引抜き成形法、ハンドレイアップ法、レジントランスファーモールディング法、又は、ホットプレス法により繊維強化プラスチック構造物を成形する成形法において、構造物100の成形時に、繊維強化シート103を複数枚積層して形成される基体101の外表面に、複数本の繊維強化プラスチック線材2を長手方向に引き揃えて有する繊維強化プラスチック製ストランドシート1を少なくとも1枚配置し、前記成形法で成形される樹脂を用いて同時成形する。
(もっと読む)
複合材料の改良された製造方法及び製造装置
本発明は、少なくともツールの一部を乾燥織布強化材で覆うステップと、乾燥織布強化材及びツールを入れた真空バッグを密封するステップと、真空バッグの内部の圧力が真空バッグの外部の圧力よりも低くなるように、真空バッグの内部と外部との間に圧力差を生じさせるステップと、樹脂を乾燥織布強化材に含浸させるステップと、樹脂を硬化させるステップと、を含む複合材料の製造方法に関する。本発明はまた、本方法に従って複合材料を製造する装置に関する。 (もっと読む)
熱硬化性樹脂のプロセッシングウィンドウを延長するプロセス
粒子状硬化剤を含有する熱硬化性樹脂のためのプロセッシングウィンドウは、樹脂を熱処理してその中に粒子が溶解されている低粘度の樹脂混合物を形成し、次に、低粘度の樹脂混合物を粒子の溶解温度を下回る温度で成形し繊維プリフォームに注入するという、組み合わされたステップを用いることで延長される。注入された樹脂プリフォームは、樹脂の硬化温度まで加熱され、最終的な樹脂の硬化が得られる。 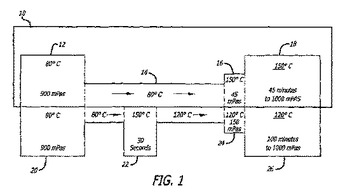 (もっと読む)
(もっと読む)
繊維強化プラスチック構造体及び繊維強化プラスチック構造体の製造方法
【課題】少なくとも2つのエレメントが繊維強化プラスチック構造体の形状を構成するのに使用される繊維強化プラスチック構造体及び繊維強化プラスチック構造体を製造する方法。
【解決手段】2つの隣接した前記エレメントは、施与された接着剤又は樹脂によりその接触面を介して接合される。接着剤又は樹脂が前記エレメントを接合するのに使用される前に、マットは、接触面の間に位置している。マットは、ランダムに配向されたチョップドファイバーを含んでなる。
(もっと読む)
電子部品装置集合体およびその製造方法
【課題】アライメントマークを使用しなくても精度良くダイシングできる電子部品装置集合体およびその製造方法を提供する。
【解決手段】実装基板2上に設置された複数個の電子部品3をエポキシ樹脂、フェノール樹脂、エラストマー、および無機質充填剤よりなるシート状封止材料4で覆い、加熱プレスすることにより封止した電子部品装置集合体であって、電子部品3の周端部上において、封止材料4をその厚み方向に隆起させて25〜200um高さの凸状部を形成する。
(もっと読む)
炭素繊維不織布、炭素繊維強化樹脂シートおよび炭素繊維強化樹脂成形体
【課題】金属材料と比べて軽量であり、面内で等方的に高弾性、高熱伝導、低熱膨張といった優れた特性を有し、金属材料の代替材料として発錆の問題を解決すると共に、大幅な軽量化を達成することが可能な炭素繊維強化樹脂成形体を提供する。
【解決手段】炭素繊維の短繊維が二次元ランダムに分散している不織布であって、該炭素繊維の繊維軸方向の引張弾性率が400GPa以上で、繊維軸方向の熱伝導率が60W/mK以上であり、かつ、該炭素繊維のうち、繊維長が5〜50mmのものの重量割合が60wt%以上である炭素繊維不織布。この炭素繊維不織布を用いた炭素繊維強化樹脂成形体。
(もっと読む)
箱型成形品
【課題】特殊な材料の使用や複雑な型構造といった制約がなく、側面の倒れ変形が発生しても、側面の上端部が所望の形状となるように、側面の高さ方向に反りを生じさせる構造を有する、または、側面の倒れ変形を抑制することのできる箱型成形品を提供する。
【解決手段】底面2と側面3とを有し、加熱成形して作られる箱型成形品において、側面3の高さをL[mm]、加熱成形時の温度から室温に冷却されたときの底面2と側面3のなす角の角度変化分をΔθ[rad]としたときに、冷却後の側面の高さ方向の曲率κ[1/mm]が0<κ<4Δθ/Lの範囲にあることを特徴とする箱型成形品。
(もっと読む)
プラスチックレンズおよびその製造方法
【課題】短時間および簡便な工程によりハイブリッドレンズを得ること。クラゲ状の変形が発生せず、良好な形状を有するハイブリッドレンズを得ること。
【解決手段】熱ラジカル重合および光カチオン重合を組み合わせることにより製造され、部位により硬さまたは屈折率が異なるレンズであって、1つのモールドを用いて製造されることを特徴とするレンズ。このレンズは、例えば、モノマー混合液をモールドチャンバー内で熱重合する工程、中央部のみに光を照射して光カチオン重合する工程、更に熱を加えて光カチオン重合を進行させる工程を含む方法により製造される。
(もっと読む)
ハイブリッド硬化体及び樹脂組成物並びにこれらを用いた複合透明シート
【課題】耐熱性、透明性、接着性及び応力緩和性に優れ、且つボイドやクラックといった欠陥のない硬化体を提供する。
【解決手段】(i)X線小角散乱法(SAXS)を用いて測定される散乱プロファイルのギニエ(Guiner)プロットにより求められる相分離構造のサイズ(Rg)が50nm以下であること、(ii)下記式(1):
緩和指標=(200℃におけるT2)/(25℃におけるT2)・・・(1)
(式中、T2は固体1H−NMRのソリッドエコー法によって得られる緩和時間である)で表される緩和指標が1.2〜10であること、及び(iii)黄色度(YI)が30以下であることを満足し、シリコーンを含有するハイブリッド硬化体である。
(もっと読む)
樹脂成形体の製造方法、その製造方法により得られる樹脂成形体、光デバイス、マイクロレンズ、マイクロレンズアレイ、及びマイクロ流体デバイス
【課題】光硬化性樹脂組成物の溶融等する温度を調整することにより、熱インプリントや光インプリントによる生産性を高め、また安価に、高精度な微細成形品を製造する方法を提供する。
【解決手段】固体エポキシ化合物と液状エポキシ化合物と光重合開始剤とを含有し、加熱により溶融又は軟化する、固体光硬化性樹脂組成物を用いて、(a)基材上に未硬化樹脂層41を形成する工程、(b)未硬化樹脂層41を溶融又は軟化する温度に加熱した状態で、型39を押圧接触させ、押圧接触状態を保持したまま再固形化する温度に冷却した後、離型して一次成形体41′を形成する工程、(c)一次成形体41′にフォトマスク7を介して選択露光して選択硬化させる工程、(d)未露光部分を除去して樹脂成形体6を形成する工程を行う。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
微細凹凸構造体、およびその製造方法、ならびに光学素子
【課題】耐熱性を有する微細凹凸構造体、およびその製造方法であって、生産性が高く、樹脂の一部が原版に付着する原版汚れが発生し難く良品率が高い、微細凹凸構造体、およびその製造方法、ならびに微細凹凸構造体からなる光学素子、を提供すること。
【解決手段】微細凹凸構造形成層とシールド層との複層構成を有する微細凹凸構造体であって、前記微細凹凸構造形成層は樹脂の硬化物を含み、シールド層は珪酸化合物によって構成され、シールド層の厚さが、微細凹凸構造形成層の厚さの半分以下である。
(もっと読む)
造形物の製造方法及び製造装置
【課題】1次元又は2次元に配列された樹脂材料からなる複数のレンズ部を有する造形物の各レンズ部を精度よく形成する。
【解決手段】1次元又は2次元に配列される複数のレンズ部101と、該レンズ部101を相互に連結する基板部102と、を有し、該レンズ部及び該基板部が樹脂材料で一体に形成されるウェハレベルレンズアレイ100は、このウェハレベルレンズアレイ100の一方の表面に整合する第1の型111の転写面112と、反対側の表面に整合する第2の型113の転写面114との間で、軟化した樹脂材料Mを硬化させ、樹脂材料の硬化に伴う収縮に合わせて、第1の型111の転写面112と第2の型113の転写面114との間隔を狭め、第1の型111の転写面112及び第2の型113の転写面114と樹脂材料Mとの密着を維持して製造される。
(もっと読む)
船用プロペラの翼及びその成形方法
【課題】キャビテーションエロージョンに耐え得る、安価で資源枯渇性のない強化繊維の複合材料を用いた船用プロペラ翼を提供する。
【解決手段】船用プロペラの翼において、少なくとも、翼の表面をアラミド繊維のクロス材、あるいはアラミド繊維の一方向材を同じ軸方向又は異なる軸方向に向けて積層した表層材で構成し、前記表層材を芯材となる構造材に被覆する。構造材をカーボン繊維強化樹脂又はガラス繊維強化樹脂としてもよい。
(もっと読む)
繊維強化プラスチックの成形方法
【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
【解決手段】連続した強化繊維束11とマトリクス樹脂とを含む平板状の繊維強化プラスチック10Aを、成形型により波型状又は凹凸状に成形する方法であって、平板状の繊維強化プラスチック10Aの両面に、熱可塑性樹脂からなるシート材13を配置し、熱可塑性樹脂を加熱して軟化させる軟化工程と、軟化した熱可塑性樹脂からなるシート材13に成形型を接触させながら、平板状の繊維強化プラスチック10Bを加圧して、平板状の繊維強化プラスチック10Bを波型状又は凹凸状に成形する成形工程と、を含む。
(もっと読む)
81 - 100 / 420
[ Back to top ]