
Fターム[4F204AA39]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171) | エポキシ樹脂 (420)
Fターム[4F204AA39]に分類される特許
21 - 40 / 420
金属複合体の製造方法
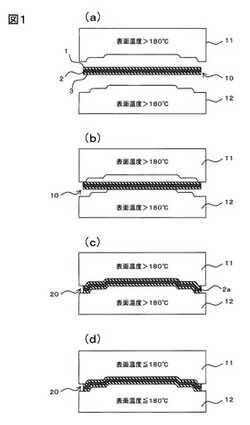
【課題】金属材同士、または金属材と他の構造部材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、加工が容易で、且つ接着強度に優れる金属複合体の製造方法を提供する。
【解決手段】特定の熱硬化性樹脂を含むシート状基材2と、該シート状基材2に接するように配置または積層された金属材1,3とを備えるプリフォーム10を加熱及び加圧により成形して、金属材1,3と樹脂硬化層とを備える金属複合体20を製造する方法であって、プリフォーム10を180℃を超える表面温度を有する成形金型11,12内に配置し、金属材1,3の表面温度が180℃を超えるまで加熱する第1の工程と、第1の工程で加熱されたプリフォーム10を加圧により金属複合体20に成形する第2の工程と、第2の工程で成形された金属複合体20を、加圧下において金属材1,3の表面温度が180℃以下となるまで冷却する第3の工程とを備える。
(もっと読む)
ブッシング及びその製造方法

【課題】複合絶縁部材の接着強度を向上させてコンパクトで絶縁性能及び機械強度に優れ、更に製造コストの低減も可能なブッシング及びその製造方法を提供すること。
【解決手段】導体1と、導体1と一体にモールド成形され、導体1を覆うエポキシ樹脂により形成されたモールド部材2と、モールド部材2の表面にシランカップリング剤が塗布された後、導体1を覆うモールド部材2と一体にモールド成形され、モールド部材2を覆うとともに主剤及び硬化剤からなる二液性の付加型液状シリコーンゴムにより形成されたモールド部材4と、を備えたブッシングを提供する。
(もっと読む)
繊維強化複合材料、およびその製造方法
【課題】強度、表面外観、および耐熱性に優れ、スポーツ用途または一般産業用途などの各種用途に好適な繊維強化複合材料の製造方法を提供する。
【解決手段】少なくとも強化繊維と熱硬化性樹脂とからなるプリプレグから、ガラス転移温度が160℃以上である繊維強化複合材料を加圧成形により製造する方法であって、成形圧力(P)と樹脂粘度(η*)が下記(1)〜(3)を満たす条件で成形することを特徴とする、繊維強化複合材料の製造方法。(1)成形圧力(P)/樹脂粘度(η*)の最大値が、0.3×106〜1.5×106/s。(2)成形開始からP/η*が0.01×106以上の範囲のP/η*の時間積分値が、55×106〜380×106。(3)η*の最低値が、0.7Pa・s以上。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法
【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】半導体パッケージの成形品質を向上する。
【解決手段】まず、型開きしたモールド金型2にワークWを供給する。また、大きさが均一の粒体樹脂12を計数する。キャビティ凹部11に対応する位置であって、計数した複数の粒体樹脂12を配分して、複数の供給領域A1のそれぞれに供給する。ここで、供給領域A1とその周囲を仕切る段差部B1によって、供給領域A1に供給された粒体樹脂12の動きを規制する。次いで、供給された複数の粒体樹脂12を溶融する。モールド金型2を型締めしてワークWを保持し、溶融した樹脂12が充填されたキャビティ凹部11で、ワークWを樹脂封止する。
(もっと読む)
一方向性織物及びその製造方法と、一方向性織物を用いた繊維強化プラスチック成形品及びその成形方法
【課題】従来の一方向性炭素繊維織物よりも経糸に配列した炭素繊維糸条のクリンプを低減させ、且つ、炭素繊維糸条の真直性を保持させた織物を形成する。
【解決手段】緯糸が繊度110〜660dtex、緯糸密度1.2〜3.9本/cmで構成した織物Fの両面を、該緯糸の融点以上の温度で加熱し面圧着させ経糸相互を熱融着させる。前記両面圧着を一対の加熱ローラー21,22により行い、経糸と緯糸との接着強力を1.5N以上とする。
(もっと読む)
樹脂部材の製造方法及び該製造方法で製造した樹脂部材。
【課題】 従来の断熱材、或いは樹脂部材は、カーボン繊維をフェルト状の物、又は織布にフェノール樹脂を含浸した物をニードルパンチ等で押圧し、乾燥させたシートを円筒状に巻き重ねて焼成したもので、カーボン繊維が縦横に絡まっている断熱材、或いは樹脂部材で強度や剛性も低く、外部への放熱を遮熱断熱する性能に課題があった。
【解決手段】 遠心分離機を備えた容器に開口部を設けた抄造枠を載置し、補強繊維と充填材と接合材を水中で分散混合し、定着剤で各材料を定着させた混合物を容器の抄造枠内に入れ、遠心分離機を回転させ混合物内の水分を20%〜70%開口部から外に放出し、残った円形又は略円形状の層状混合物を縦に切断し、乾燥炉等に入れ残存水分を1%〜7%位にし、圧縮成形機で平面、又は曲面状の強度や剛性も高く、断熱効果もある樹脂部材を成形する。
(もっと読む)
成形型、ウェハレンズ及び光学レンズの製造方法
【課題】離型抵抗の低減によって意図した形状を持つ成形型を得ることができ、所期の光学性能が発揮される光学レンズが形成されたウェハレンズを製造することができる成形型の製造方法を提供すること。
【解決手段】加工工程において、繋がり部48を所定の面粗さを有する断面曲線状の凹形部48bに加工するので、複数の樹脂層部分(樹脂レプリカ部)41d間の繋がり部48で意図しない突起が形成されることを防止でき、サブマスター型40、サブサブマスター型50等の成形型やウェハレンズ10等において異形状が発生することを回避することができる。
(もっと読む)
繊維樹脂複合構造体の製造方法および成形体の製造方法
【課題】機械的特性に優れた成形体を効率よく製造可能な成形体の製造方法、および、成形されることで前記成形体を簡単に製造することができる繊維樹脂複合構造体を効率よく製造可能な繊維樹脂複合構造体の製造方法を提供すること。
【解決手段】成形体は、繊維片2と、樹脂等からなるマトリックス3とで構成されたものである。このような成形体の製造方法は、繊維片2の集合体からなる基材用シート10’に対して、繊維片2同士を解離させる加工を施すことにより、基材用シート10’を所定の形状に裁断し、基材10を得る工程と、基材10に樹脂等を含浸させ、繊維樹脂複合構造体100を得る工程と、繊維樹脂複合構造体100を成形型内で加圧加熱成形し、成形体を得る工程と、を有する。基材用シート10’中の繊維片2同士を解離させる加工には、基材用シート10’にウォータージェットWを噴射するウォータージェット加工が好ましく用いられる。
(もっと読む)
強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車
【課題】部材が独立して動くことによるずれが生じにくく、かつ設置場所へ容易に設置することが可能な強化プラスチック構造体、強化プラスチック構造体の製造方法、構造体、風車ブレードおよび風車を提供することを目的とする。
【解決手段】本発明に係る強化プラスチック構造体は、一面側から厚さ方向に形成された複数の切れ目3を有する板状の合成樹脂材2と、合成樹脂材2の他面側に貼付されたシート材4とを有する層部材を備え、層部材が複数積層されている。
(もっと読む)
繊維強化樹脂の製造装置及び繊維強化樹脂の製造方法
【課題】成形型の取り付け及び取り外しの作業を容易に行うことができる繊維強化樹脂の製造装置を提供する。
【解決手段】複数の型体27〜30から構成される成形型26を用いて繊維強化樹脂を製造する製造装置は、水平方向に延びる回動軸まわりに回動可能な支持体14と、型体27等を支持体14に固定する型体支持部20と、を備え、型体27等は型体支持部20よりも支持体14の回動中心側に位置するように支持体14に取り外し可能に固定されている。型体27〜30を有する型体ユニットU1〜U4は、型枠25が型体支持部20に取り外し可能に取り付けられている。型体27〜30は型枠25に固定されたアクチュエータ21〜24のロッド21a〜24aに固定され、アクチュエータ21〜24により型開き位置と型閉め位置とに移動可能に設けられている。
(もっと読む)
インサート構造を有するサンドイッチパネルおよびその製造方法
【課題】重量増加の原因となる金属インサート部品の使用を極減させるとともに、強度的な信頼性の高いインサート構造を有するサンドイッチパネルおよびその製造方法を得る
【解決手段】コア材(11)の厚さ方向の両面に配置され、繊維クロス(12a)で構成された表皮(12)と、両面に配置された表皮間を貫通する孔を有し、繊維ブレードで構成されたインサート部(13)とを備えたインサート構造を有するサンドイッチパネル(10)であって、表皮(12)とインサート部(13)との接合部の繊維が連続し一体構造化されている。
(もっと読む)
オートクレーブ成形方法及びオートクレーブ成形装置
【課題】成形室に加熱手段や気体(空気など)循環手段を設けることなく、複雑な断面形状を有する成形品(複合材料)に対して万遍なく大きな熱量供給を行うことが出来ると共に成形の為の圧力、温度の制御が容易で、硬化時間を大幅に短縮できる効率の良い複合材料の成形方法を提供すること。
【解決手段】繊維基材とマトリックスによって形成された複合材料を真空バッグに収納して成形室に設置し、複合材料に必要な所定温度の飽和水蒸気を成形室に供給し、成形室内を複合材料に必要とされる所定温度と所定圧力に維持するように制御して硬化工程を行う。
(もっと読む)
圧縮成形方法及び圧縮成形装置並びに樹脂供給ハンドラ
【課題】大きさ及び重量の少なくとも一方が等しい粒状樹脂を計数及び/又は計量することにより、キャビティ容量に見合った樹脂量をキャビティ毎に供給して低コストでメンテナンス性を改善し高い成形品質を維持できる圧縮成形方法及び圧縮成形装置を提供する。
【解決手段】大きさ及び重量の少なくとも一方が均一に成形された粒体樹脂6を型開きしたモールド金型1に形成されたキャビティ凹部3bのキャビティ容量に応じて計数及び/又は計量されてキャビティに供給する樹脂供給工程と、モールド金型1にキャビティ凹部3bと対応する位置にワークWを保持してモールド金型1をクランプする工程と、キャビティ凹部3b内に供給されて溶融した樹脂6を所定樹脂圧に保圧して加熱硬化させる工程と、を含む。
(もっと読む)
積層体の製造方法
【課題】オートクレーブを用いない大気圧下のオーブン成形であっても、樹脂枯れ、ピンホールの発生、未含浸部分の発生が抑えられたスキン材を形成できる積層体の製造方法を提供する。
【解決手段】補強繊維からなる基材(A)11と、基材(A)11の一方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(B)12と、基材(A)11の他方の面に貼り合わされた熱硬化性樹脂からなる樹脂フィルム(C)13とを有し、樹脂フィルム(B)12および樹脂フィルム(C)13の熱硬化性樹脂の一部が基材(A)11に含浸したプリプレグ10であって、基材(A)11への熱硬化性樹脂の含浸率が、10〜60%であり、樹脂フィルム(B)12の重さX(g/m2)と樹脂フィルム(C)13の重さY(g/m2)とが、下記式(1)の関係を満足するプリプレグ10をスキン材に用いる。0.3≦X/Y≦0.7・・・(1)
(もっと読む)
液状樹脂供給装置及び樹脂モールド装置
【課題】複数プレス部に搬入されるワークにコンパクトな装置構成で効率よくしかも製品に応じた仕様でワークに液状樹脂を供給できる液状樹脂供給装置を提供する。
【解決手段】シリンジ19に充填された液状樹脂5をワークWに吐出して供給するディスペンスユニット18に交換用の複数のシリンジ19を保持したシリンジ供給部17が回転可能に設けられ、ディスペンスユニット18はシリンジ供給部17から交換用のシリンジ19を受け取って液材吐出位置Jに保持されたワークWに液状樹脂5を所定量吐出して供給する。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、金型のキャビティ内に、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料を充填し、前記金型を閉じて加熱加圧して機能層を一次成形する工程と、前記一次成形した機能層を有する金型のキャビティ内に、少なくとも熱硬化性樹脂を含む補強層用材料を充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを含むことを特徴とする機能部品の製造方法。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品の製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料から、機能層プリフォームを予備成形する工程と、金型のキャビティ内に、前記機能層プリフォームと、少なくとも熱硬化性樹脂を含む補強層用材料とを充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを
含むことを特徴とする機能部品の製造方法。
(もっと読む)
注型成形品の製造方法
【課題】成形時間を短縮でき、注型成形品の生産効率の向上が可能な注型成形品の製造方法を提供する。
【解決手段】注型用樹脂材料を注型型に注入して加熱硬化させる注型成形品の製造方法において、前記注型型に注入する前に前記注型用樹脂材料を加熱し、前記注型用樹脂材料の粘度がその加熱温度で最低粘度に到達した後も加熱し続けて粘度を上昇させ、前記注型用樹脂材料の粘度が前記最低粘度よりも高くかつ加熱前の注型用樹脂材料の粘度よりも低い前記注型用樹脂材料を前記注型型に注入することを特徴とする。
(もっと読む)
ウエハレンズ製造方法及びウエハレンズ
【課題】良品率が低下せず、低コストで製造が可能なウエハレンズ製造方法及び該方法により製造された低コストのウエハレンズを提供する。
【解決手段】樹脂型と基板の間に樹脂材料を介在させる工程と、介在する樹脂材料を硬化させレンズ部を形成する硬化工程と、樹脂型から基板及びレンズ部を離間させる離型工程と、を有し、離型工程は、レンズ部が最も硬化した際のビッカース硬度をHvMAXとし、離型時のレンズ部のビッカース硬度をHvとしたとき、
0.50≦Hv/HvMAX≦0.85
を満足するレンズ部の硬化状態で離型が行われるウエハレンズ製造方法とする。
(もっと読む)
21 - 40 / 420
[ Back to top ]