
Fターム[4F204AG09]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 管状体(←配管パイプ) (153) | 異形管(←非円形断面) (15)
Fターム[4F204AG09]に分類される特許
1 - 15 / 15
ウエザーストリップ
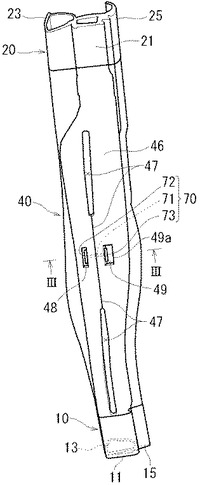
【課題】圧縮成形体のスリット状開口部を容易に閉じることができるウエザーストリップを提供する。
【解決手段】二つの押出成形品10、20の端末部同士が圧縮成形体40によって一体連続状に連結され、圧縮成形体40の中空シール部43の周壁部のうち、一側壁部46に中空シール部43の内周壁面を形成する中子型を脱型するためのスリット状開口部47が形成される。スリット状開口部47は、打込工具80によって打ち込まれる連結ピン70によって閉じられ、連結ピン70は、スリット状開口部47に跨る連結柱部71と、この連結柱部71の両端に直交する方向に形成されてスリット状開口部47の両側部近傍の外側面にそれぞれ係止される係止部72、73を有している。
(もっと読む)
円筒状部材の接合方法、円筒状成形体の成形方法および成形体

【課題】シワの発生がなく、外観良好で、強度を保持させた円筒状部材の接合方法および円筒状成形体の成形方法を提供する。
【解決手段】上記の接合、成形方法を、突き合わせた管端面の接合部に重ねて強化繊維基材2を配設する工程と、前記強化繊維基材2を、密封材により被覆して樹脂管1相互の外周面に密封する工程と、前記樹脂管1の外周面と密封材との間を減圧し、未硬化の樹脂を供給する工程と、供給した樹脂を硬化させる工程とを含み、前記強化繊維基材2は、接合部の外周面に沿って周方向および横方向に位置をずらしながら配設される複数枚のシート状物であり、周方向の一端を接着させ、周方向の他端を、隣り合う他のシート状物の外面に重なり合うように配設して、接合部の周方向に沿って重ね張りされるものとする。
(もっと読む)
ダクト及びその製造方法
【課題】熱可塑性樹脂又は熱硬化性樹脂を含む不織布から加熱圧縮成形により形成されたダクトにおいて、フランジ部が他部品等と擦れ合った場合に異音を生じ難いダクトの提供を目的とする。
【解決手段】熱可塑性樹脂又は熱硬化性樹脂を含む不織布を加熱圧縮成形して賦形したダクト半体11同士を重ね合わせ、ダクト半体11の両側に形成されているフランジ部15で接合したダクト10であって、フランジ部15の基部16を不織布が圧縮された状態とし、フランジ部15の先端部17を不織布の非圧縮状態として、フランジ部15の先端を柔らかく、かつ不織布本来のクッション性を有するものとした。
(もっと読む)
コネクタ付きチューブおよび流体噴射装置
【課題】射出成形機の小型化、製造サイクルの短縮を図り、流体流路を安定化できるコネクタ付きチューブ及び流体噴射装置を提供する。
【解決手段】コネクタ110を備えるインク供給チューブ12であって、インク流路を形成するコアピン210を備えると共にコネクタ110の形状に沿ったキャビティ201を有する成形型200に、弾性チューブ100の端部100Aを、該端部100Aのインク流路101にコアピン210を挿入した状態で装着して型締めし、上記型締めした成形型200のキャビティ201に紫外線硬化性を有する液状の樹脂材を注入し、キャビティ201に注入した上記樹脂材に、紫外線を照射して硬化させて、コネクタ110が成形されているという構成を採用する。
(もっと読む)
コネクタ付きチューブの製造方法
【課題】射出成形機の小型化、製造サイクルの短縮及び流体流路の安定化を図るコネクタ付きチューブの製造方法を提供する。
【解決手段】コネクタ110を備えるインク供給チューブ12の製造方法であって、インク流路を形成するコアピン210を備えると共にコネクタ110の形状に沿ったキャビティ201を有する成形型200に、弾性チューブ100の端部100Aを、該端部100Aのインク流路101にコアピン210を挿入した状態で装着して型締めする型締め工程と、上記型締めした成形型200のキャビティ201に紫外線硬化性を有する液状の樹脂材を注入する注入工程と、キャビティ201に注入した上記樹脂材に、紫外線を照射して硬化させる紫外線照射工程とを有する手法を用いる。
(もっと読む)
FRP製長尺角パイプの成形方法
【課題】マンドレルを使用しないで、作業効率よくFRP製の長尺角パイプをオートクレーブ成形する方法を提供すること。
【解決手段】別々に賦形された断面コ字形の上側部材と下側部材を、上型と下型からなる成形型に断面ロ字形に接合配置してFRP製の長尺角パイプをオートクレーブ成形するに際し、先ず、上側部材が敷設された上側賦形型を減圧条件下に置いて上側部材を上側賦形型に密着させ、次いで、該上側賦形型に密着した上側部材を、成形型の下型に敷設された下側部材と断面ロ字形に接合配置し、その後、前記上側賦形型を成形型の上型として前記成形型の下型と型締めしオートクレーブ成形を行う成形方法である。
(もっと読む)
ストローの側部に形成する突状部の加工方法及びその加工用装置
【課題】本発明は飲料用ストローを確実に供給し、その側部に突状部を形成する際に、組立てられたストロー本体が合成樹脂製の薄いフィルムで密封されたままで加工が行える突状部の加工方法及びその加工用装置を提供することを目的とする。
【解決手段】ストロー本体1の外周と略同一な曲率とする円弧状溝21を、外周壁に所定間隔で多数本設けたドラム状の回転金型2と、前記円弧状溝21と同じ円弧状溝31を1本有した直線移動可能なブロック状の可動金型3とを用い、合成樹脂製の薄いフィルムで1本ずつ所定間隔離して密封されたストロー本体1を、回転金型2の円弧状溝21に供給した後、可動金型3を上昇させて、その可動金型3の円弧状溝31をストロー本体1に押付け、回転金型2の表面と可動金型3の上面との間にストロー本体1の側部をはみ出させて突状部11が密封状態で形成されるストローの突状部の加工方法と成す。
(もっと読む)
繊維補強材の製造方法と製造装置、巻取り装置およびセグメント
【課題】複数の補強用繊維シートが間隔を置いて埋設された繊維補強材を、その形状如何に関わらず、効率的かつ安価に製造することのできる繊維補強材の製造方法とこれに使用される製造装置、この製造装置で使用される巻取り装置と、この製造方法で製造されるセグメントを提供する。
【解決手段】繊維補強材の製造方法は、係止部材31,…周りに補強用繊維Sを巻き回しながらロール材R1を形成し、別途の係止部材32,…、33,…周りに補強用繊維Sを巻き回しながらロール材R1の周囲に間隔を置いて別途のロール材R2、さらに、ロール材R3を形成する第1の工程と、ロール材R1,R2,R3からなるユニットが載置された成形型200内に固化液Kを充填し、固化液Kが硬化して繊維補強材W1,W2を成形する第2の工程と、からなる製造方法である。
(もっと読む)
テーパープーリの製造方法、およびテーパープーリ製造装置
【課題】形状の異なるテーパープーリを容易に製造する。
【解決手段】テーパープーリ製造装置10は、表層シート型11と成型台30とを備える。表層シート型11は内周面が下端11Dに向かうに従って小径となるように形成された筒状シート体である。また、表層シート型11の内周面にプライマー処理を、外周面に所定の表面処理を施す。成型台30は、複数の互いに孔径の異なる第1〜第4の孔36A〜36Dを有する第1〜第4の支持プレート33A〜33Dを備える。第1〜第4の支持プレート33A〜33Dは各孔が同心的にかつ下方に向かうに従って径が小さくなるように、軸方向に配列される。表層シート型11を第1〜第4の支持プレート33A〜33Dの各孔内に挿通し、第1〜第4の支持プレート33A〜33Dが表層シート型11を支持する。
(もっと読む)
成形用中空部材
【課題】繊維強化プラスチック製中空成形品を加熱・加圧成形するのに用いられるシリコーンゴム製成形用中空部材の提供。
【解決手段】シリコーンゴム製中空体11を備え、繊維強化プラスチック製中空成形品を加熱・加圧成形するのに用いられる成形用中空部材1であって、成形用中空部材1は、断面形状が長方形状のシリコーンゴム製中空体11を備えている。この中空体11を構成する4つの面部11a〜11dのうち2つの面部11a,11cに耐圧プレート14をそれぞれ埋設している。
(もっと読む)
FRP長尺パイプ状成形体の成形方法とそれに使用する金型
【課題】成形時に発生する歪(反り、ねじれ)を最小限に抑え、品質の優れた長尺成形体を得るための成形方法・手段を提供すること。
【解決手段】FRP長尺パイプ状成形体を金型を用いて成形するに際し、金型として、該長尺パイプ状成形体の成形型を長手方向に複数に分割した小型金型を、成形定盤上に複数載置したものを使用することを特徴とするFRP長尺パイプ状成形体の成形方法、及びそれに使用する金型。成形定盤に設けられた小突起は、小型金型の下型に設けられた嵌合溝と嵌合し、小型金型は成形定盤上をスライドできるようになっている。
(もっと読む)
ダクトとその製造方法
【課題】レーザー溶着で不織布をダクト本体に固着して騒音低減効果が得られるようにしたダクトの提供を目的とする。
【解決手段】熱可塑性合成樹脂からなる中空筒状のダクト本体11の側壁12に開口部13が形成され、前記側壁12の開口部13を覆うようにして不織布21が側壁12の外面に積層され、不織布21の縁の部分21aが開口部13の外周縁に溶着されたダクトにおいて、前記不織布21を熱可塑性合成樹脂繊維で構成すると共に縁の部分21aを熱可塑性合成樹脂繊維の溶融固化したソリッド状として透光可能な透明または半透明とし、レーザー溶着によってダクト本体11に固着できるようにした。
(もっと読む)
管状部材の製造法
【課題】複雑・高度なロボットアーム等に使用される、大径管の内壁に小径管を有する管状部材(複合管状体)を、一体成形する方法を提供すること。
【解決手段】筒状の金型のキャビティ内表面に沿ってシート状の繊維強化プリプレグを敷設し、このシート状プリプレグ内表面に、外周がプリプレグで被覆された1又は2以上の芯材を配置し、次いで、前記シート状プリプレグを敷設したキャビティ内部に膨張バッグを挿入し、その後、キャビティ内で膨張バッグを膨張させると共に型内を加熱することによりプリプレグを型に密着させて硬化させ、プリプレグ硬化後に芯材を抜き取ることからなる管状部材の製造法において、前記芯材として、2つに分割されており、且つその分割部分が周囲を樹脂フィルムで被覆することによって接続されたものを用いる管状部材の製造法。
(もっと読む)
管状部材の成形方法
【課題】複雑・高度なロボットアーム等に使用される、大径管の内壁に小径管を有する管状部材(複合管状体)を、一体成形する方法を提供すること。
【解決手段】筒状の金型のキャビティ内表面に沿ってシート状の繊維強化プリプレグを敷設し、このシート状プリプレグ内表面に、外周がプリプレグで被覆された芯材を配置すると共に、この芯材を覆う様に硬質発泡材を付着させシート状プリプレグ内表面との間隙を充填し、次いで、前記筒状の金型のキャビティ内に膨張バッグを挿入し、その後、キャビティ内で膨張バッグを膨張させると共に型内を加熱することによりプリプレグを型に密着させて硬化させ、プリプレグ硬化後に芯材を抜き取ることを特徴とする管状部材の成形方法。
(もっと読む)
構造部材を成形加工するための方法および装置
チャージから複合構造部材を成形加工するための方法および関連の装置である。チャージは、装置の第1のダイの上に配置され、かつ第2のダイまたは工具を凹部に挿入することによって、ダイの凹部によって規定される所望の構成に成形加工されることができる。いくつかの場合には、第1のダイは、第2のダイまたは工具の挿入より凹部が開くことができるよう、横断方向に調整可能な2つの部分を含むことができる。第2のダイまたは工具は実質的に硬質の部材または膨張可能なブラダーであり得る。いずれの場合も、チャージは第1のダイ上に配置されることができ、そこで成形加工され、次に第1のダイの上でさらに処理されることができ、それによって各動作についてチャージの割出が容易になる。  (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]