
Fターム[4F204AG16]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | ベルト状、バンド状体(←コンベアベルト) (16)
Fターム[4F204AG16]の下位に属するFターム
Fターム[4F204AG16]に分類される特許
1 - 13 / 13
電子写真用ベルトの製造方法
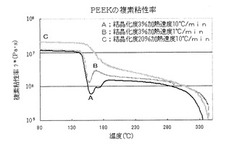
【課題】電子写真用ベルトに求められる均一な表面性と導電性、及び機械的強度を満足させる電子写真用ベルトの製造方法を提供する。
【解決手段】結晶性熱可塑性樹脂を主成分とする樹脂組成物からなる管状フィルムを、円筒状外型と膨張可能な機構をもつ円筒状内型に挟持し、加熱冷却処理する電子写真用ベルトの製造方法であって、該管状フィルムが非晶状態であり、該加熱冷却処理を、下記の(1)〜(3)の条件で行う:(1)一段目の加熱冷却処理の加熱温度が、該結晶性熱可塑性樹脂のガラス転移温度(Tg)以上で結晶化速度が最速である温度(Tx)以下であり、かつ、10℃/min以上の速度で加熱温度に到達する;(2)二段目以降の加熱冷却処理の加熱温度が、Tx超該結晶性熱可塑性樹脂の融点(Tm)未満である;(3)加熱冷却処理の冷却到達温度が、Tg以下である。
(もっと読む)
センターベルトの製造方法

【課題】 凹凸のピッチが小さい場合や、帆布の剛性が高いような場合でも帆布には確実に凹凸形状をつけることができ、帆布の凹凸への沿いにくさの原因は解消され、センターベルトの凹凸形状が確実に形成されるセンターベルトの製造方法を提供する。
【解決手段】 ブロックを嵌合固定してなる高負荷伝動ベルトに用いるセンターベルトであって表面に保護材を積層したセンターベルトの製造方法において、凹凸形状を有する金型100上に保護材25を配置して、押圧部材104により保護材25を金型100の凹凸形状に沿わせ、押圧部材104を取り除いた後にゴムシート107を積層して加熱加圧することによって加硫する工程を有する。
(もっと読む)
ベルト
エラストマー材料の主ベルト本体部と、前記本体部内部に配置される、例えばカーボン繊維心線のような抗張補強材と、前記主本体部と一体であるシーブ接触部とを有する動力伝達ベルト。エラストマー材料は、ポリイソシアナートプレポリマー組成物と連鎖延長剤との反応生成物を含む。ポリイソシアナートプレポリマー組成物は、ジイソシアナートと、約150℃未満で実質的に酸化性である部分がないポリオールと、ポリオールと同じ群から選択される少なくとも1つのトリオールとを反応することにより作製される。プレポリマーの反応前又は後のいずれかにおいて、例えばポリエチレングリコールジ-アルキルエステルのように、アルキル-エーテルジ-アルキルエステルから成る群から選択される可塑剤がそこに加えられる。連鎖延長剤は、芳香族シンメトリック第1又は第2ジアミン連鎖延長剤である。 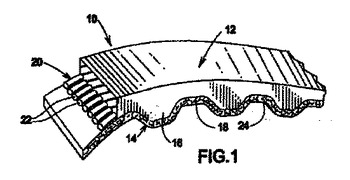 (もっと読む)
(もっと読む)
環状シームレスベルトおよびその製造方法
【課題】低コストでベルト端部強度が向上した、生産性のよい環状シームレスベルトの製造方法を提供する。
【解決手段】ベルト基材101の両端に該ベルト基材よりも厚い補強部102が一体的に設けられた環状シームレスベルト。軸方向で互いに連結/切り離し可能な2個以上の金型ユニットを連結させてなる連結式金型の表面に対して一端側から樹脂溶液を連続的に塗布しながら、該連結式金型を構成する金型ユニットのうち前記一端側最端部にある塗布が完了した金型ユニットを切り離すとともに、該連結式金型の他端側に新規金型ユニットを連結させるサイクルを繰り返す環状シームレスベルトの製造方法であって、金型ユニットの切り離し前に、切り離される金型ユニットpおよび該金型ユニットに隣接する金型ユニットqの表面にある樹脂塗膜に対して、それらの金型ユニットのつなぎ目で規制部材を押圧して、樹脂塗膜の端部を規制する環状シームレスベルトの製造方法。
(もっと読む)
ブレードの連続製造方法及び連続製造装置
【課題】連続成型法における成形精度の向上及び歩留まりの向上。
【解決手段】外周に成形溝及び内部に加熱装置を備えた成形ドラムを用いて、合成樹脂を成形用原料とするブレードの素材を連続製造する方法において、該成形溝の幅を複数のブレード用弾性ゴム部材の幅に相当する幅とし、成形ドラムから搬出される広幅の帯状のブレード素材を前記ブレード用弾性ゴム部材の幅に切断する工程を設けたことを特徴とするブレード素材を製造する方法。
(もっと読む)
ウレタン製のハス歯ベルト
【課題】小型精密機器などに求められる細幅のハス歯ベルトでも十分な耐久性が得られるハス歯ベルト。
【解決手段】ウレタン樹脂製の背部5と歯部4及び芯線6とから構成されるハス歯ベルト3であって、シリコーンオイルが歯部側に付着していることを特徴とするハス歯ベルト。
(もっと読む)
湾曲された熱可塑性複合部品の製造方法
調節された可変の厚さを有する湾曲された熱可塑性複合積層部品を連続的なプロセスで成形するための製造方法である。自動化された装置または手作業のレイアップが部品またはコンポーネントを多層スタックに集積するために使用される。各スタックは位置とその配向方向を維持するために適切な位置で仮留めされるプライ集積領域を含めた全てのプライを含んでいる。プライ仮留めツーリングは全ての必要な部品特性を含み、異なる厚さの領域を潜在的に有する単一の一体化された熱可塑性複合積層を多プライスタックから形成するためカスタム化された多プライスタックに調節される。 (もっと読む)
スペーサテープの製造方法及びこの製造方法により製造されるスペーサテープ
【課題】スペーサテープの製造方法において製造工程の簡略化と製造コストの低減とを可能とし、またスペーサテープにおいてはボス部の脱落等による異物の発生と共にチップ搬送体の変形を未然に防ぐ。
【解決手段】本体用樹脂2を帯状に押出成形して溶融状態にあるテープ本体3を形成し、前記テープ本体3の幅方向の両端側にボス用樹脂5を供給して連続した厚盛り部6を形成し、その後、少なくともいずれかの表面に周方向に亘って凹状のボス型9が形成された2つのロール金型8a,8bの間に、溶融状態にある前記テープ本体3及び厚盛り部6を前記厚盛り部6がボス型9に対応するように挟み込みつつ通過させてボス部10をテープ本体3に一体形成する。
(もっと読む)
活性エネルギー線硬化性樹脂組成物、その硬化物および硬化樹脂成型物の製造方法
【課題】活性エネルギー線により硬化させた際に、反りを生じない活性エネルギー線硬化性樹脂組成物と、該活性エネルギー線硬化性樹脂組成物を硬化させることにより得られる耐熱性および耐薬品性に優れた硬化物を提供する。
【解決手段】凹部に活性エネルギー線硬化性樹脂組成物を充填し、充填した前記樹脂組成物を活性エネルギー線により硬化させ、その硬化物を凹部から取り出す成型法に用いる樹脂組成物であって、(A)2官能ウレタン(メタ)アクリレート樹脂、(B)イソボロニル(メタ)アクリレート、および(C)光重合開始剤を含むことを特徴とする活性エネルギー線硬化性樹脂組成物、並びに前記活性エネルギー線硬化性樹脂組成物を硬化させることにより得られる硬化物。
(もっと読む)
ゴムシート圧延方法及びゴムシート圧延装置
【課題】エアー噛み部分が少なく、高品質のゴムシートの製造が可能なゴムシート圧延方法及びゴムシート圧延装置を提供する。
【解決手段】回転する加熱ロール11により、未加硫ゴムを軟化させるとともに、当該未加硫ゴムを、幅方向に関して2箇所に設けられた切り出し手段16により所定幅で切り出し、当該所定幅の未加硫ゴムを少なくとも3本のロールを連設してなるカレンダーロール12に供給し、当該カレンダーロール12で圧延幅に圧延成形するゴムシート圧延方法であって、カレンダーロール12のロールで圧延されているゴムシート29の表面層を削り取る。
(もっと読む)
シームレスベルト及びそれを用いた画像形成装置
【課題】電気特性が均一で、高画質な画像を提供しうる電子写真用シームレスベルト、特に、中間転写ベルト及び該中間転写ベルトを用いた画像形成装置、特にフルカラー画像形成に好適な画像形成装置を提供すること。
【解決手段】ポリアミック酸樹脂溶液を主成分とする塗工液により成膜され電子写真に用いるシームレスベルト用塗工液であって、該ポリアミック酸樹脂溶液は、固形分が25wt%以上で、かつ25℃における粘度が50Pa・s未満であることを特徴とする電子写真用シームレスベルト用塗工液。
(もっと読む)
シームレスベルトの製造方法
【課題】ベルト基体が変形する虞がなく、弾性体層が劣化せず、弾性体層をベルト基体と離型層との間に密着して形成でき密着性に優れ、薄い合成樹脂製のスリーブからなる離型層を皺無く、空気が混入せず形成できる生産性、信頼性に優れたシームレスベルトの製造方法を提供することを目的とする。
【解決手段】ベルト基体2を凹部6に嵌合するベルト基体嵌合工程と、中子7をベルト基体2に挿入固定する中子挿入工程と、注入器8をベルト基体2の下端外周に装着する注入器装着工程と、スリーブ取付工程によりスリーブ13が内壁に密着された円筒金型14をベルト基体2の外周に挿通する金型挿通工程と、樹脂注入管9によりベルト基体2とスリーブ13との間に合成樹脂を注入する合成樹脂注入工程と、合成樹脂を加熱処理する弾性体層形成工程と、を備えている。
(もっと読む)
スリーブ被覆部材の製造方法
【課題】しわの発生を防止あるいは抑制するようにして耐久性のあるスリーブ被覆部材を歩留まりよく製造できるスリーブ被覆部材の製造方法を提供する。
【解決手段】 金型12内に、基体14と、その外側に、予め弾性変形領域を超え塑性変形領域まで軸方向に張力を加えて延伸され、その延伸状態から張力が解除され放置されて、伸びの緩和が生じている状態の樹脂スリーブ16とをほぼ同軸に配置する。その後、基体14と樹脂スリーブ16との間に、弾性材料前駆体18を注入する。そして、樹脂スリーブ16の伸びの緩和が実質終了する時間内に、弾性材料前駆体18を所定硬度に硬化させるようにする。スリーブ被覆部材は、いわゆる熱定着ローラあるいは熱定着ベルトを構成するもので、最外層に樹脂スリーブ16が設けられている。
(もっと読む)
1 - 13 / 13
[ Back to top ]