
Fターム[4F204AH18]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961) | 車体(←ボディ、ドア) (64)
Fターム[4F204AH18]に分類される特許
41 - 60 / 64
炭素繊維複合体および炭素繊維複合体の製造方法

【課題】表面に突起状部を形成するグラフェンレイヤーを有し、複合材料に好適な三次元ネットワーク状の炭素繊維複合体を提供する。
【解決手段】外径15〜100nmの炭素繊維から構成される三次元ネットワーク状の炭素繊維構造体であって、当該炭素繊維構造体は炭素繊維が複数延出する態様で、前記炭素繊維の外径よりもその粒径が大きく当該炭素繊維を互いに結合する粒状部を有しており、かつ当該粒状部は前記炭素繊維の成長過程において形成されてなるものである炭素繊維構造体が、その表面を、当該炭素繊維構造体を構成する炭素繊維の略半径方向に突出する突起状部を形成する一層または多層のグラフェンレイヤーで被覆され、上記突起状部においてこの一層または多層のグラフェンレイヤーと基幹となる炭素繊維の表面とに挟まれた部位は、金属微粒子もしくは金属炭化物微粒子を内包する、または中空である構造を有することを特徴とする炭素繊維複合体。
(もっと読む)
繊維強化複合材料の製造方法

【課題】より一層簡便で且つ安価な方法によって良好なSMC成形品の表面平滑性を得ることにある。
【解決手段】炭素繊維に不飽和ポリエステル樹脂を含浸してシート状のCFRP基材(プリプレグ)を形成しておく。続いて、CFRP層の間に、樹脂が未含浸の不織布を介装してプリプレグ積層体を形成し、成形型によって前記プリプレグ積層体に対し所定の加圧力を付与して加圧成形することにより、SMC成形品が得られる。
(もっと読む)
車両用制振構造体の製造方法
【課題】本発明は、従来の車両、自動車等の金属製基板に高い制振性と剛性を付与し、工程を省略して制振構造体の成形形状、特に凹凸形状にも追従しうる車両用制振構造体を安価に製造する方法を提供することを目的とする。
【解決手段】粘弾性樹脂を片面に有し、所定形状からなる1枚又は2枚以上の金属製シートを、前記粘弾性樹脂を介して金属製基板の一部の上に貼り付けてパネル原板を作成し、前記金属シートの厚みをt1(mm)、前記粘弾性樹脂の厚さをt2(mm)としたとき、深さがt1+0.5t2〜t1+1.5t2(mm)の窪みを前記金属シートに対応する位置に有する上下分割金型を用いて、前記金属製シート及び前記窪みが対向するようにして、前記パネル原板をプレス成形することを特徴とする車両用制振構造体の製造方法。
(もっと読む)
挿入物を含むプロファイルストリップを有する窓ガラスを製造する方法及び装置、及び、得られた窓ガラス
本発明は、湾曲した基準窓ガラスを定義する公称データと、前記公称データについての許容される公差域とを使用して窓ガラスを量産する方法及び装置に関する。一連の窓ガラスは、それぞれ、湾曲しており、封止によって1つ以上の挿入物を有する少なくとも1つのプロファイルストリップを備えている。さらに、一連の各窓ガラスについて、少なくとも、(i)成形用キャビティ、(ii)ガラス部材、又は、(iii)挿入物の形態は、基準窓ガラスについての寸法と一致しない。本発明によれば、得られる一連の窓ガラスは、公差域に関して基準窓ガラスのものと一致する湾曲を有する。  (もっと読む)
(もっと読む)
繊維強化樹脂およびその製造方法
【課題】コア材を有する強化繊維基材を用いる繊維強化樹脂の製造において、コア材の端部に対応する位置に発生しやすいピンホール等の表面欠点の発生を防止可能な、繊維強化樹脂の製造方法、およびその方法により製造された繊維強化樹脂を提供する。
【解決手段】実質的に密閉された空間内に(例えば、型のキャビティ内に)コア材を有する強化繊維基材を配置し、樹脂を注入し強化繊維基材に含浸させて硬化させる繊維強化樹脂の製造において、強化繊維基材中のコア材の少なくとも一方の端部に、樹脂含浸係数が1×10-10m2 以上の樹脂流動基材をコア材の端部に沿う方向に少なくとも10mm以上の幅で配置した状態で、樹脂を含浸させることを特徴とする繊維強化樹脂の製造方法、およびその方法により製造された繊維強化樹脂。
(もっと読む)
発泡成形用の金型及び発泡成形方法
【課題】貫通孔付きの成形品を効率良く成形することができる発泡成形用の金型及び成形方法を提供する。
【解決手段】金型21によって成形される成形品40は、盤状の本体部41と、該本体部41から耳片状に突設された取付部42と、この取付部42に設けられた貫通孔43とを有したEA材である。貫通孔43を形成するために、上型23に柱状の凸部25が突設されている。凸部25と対峙する下型22の凸部対峙部は、該下型22を貫通する孔50と、該孔50内に挿入されたピストンロッド状の挿填体51と、該挿填体51をキャビティ24内に向って付勢するコイルスプリング52と、孔50を閉鎖するプラグ53とを有している。型締め状態では、凸部25の先端がフィルム30を介して挿填体50の先端面に当接しており、挿填体50はその挿填体50の先端面が下型22のキャビティ内面と略面一状となるか、又は極くわずかに面一よりも突出状態となる位置まで退動している。
(もっと読む)
サンドイッチ構造の複合材料要素を製造するためのデバイスおよび方法
【課題】表面に発泡性の反応混合物を同時的におよび均等に適用するためのアプリケーションデバイスを提供する。
【解決手段】デバイスは、基材上においてフォーム生成混合物を均等に発泡させるように、基材上にフォーム生成混合物を適用するデバイスであって、(a)混合ヘッド、(b)前記混合ヘッドに取り付けられているディストリビュータヘッド、(c)前記ディストリビュータヘッドに取り付けられている少なくとも3つのディスチャージライン、および(d)前記ディスチャージラインが取り付けられている固定フレームを有してなり、フォーム生成混合物をディスチャージする方向を横断するフレームにディスチャージラインが取り付けられていることを特徴とする。
(もっと読む)
FRPのプリフォームの製造方法および装置
【課題】
従来のRTM成形用プリフォームの製造方法では、プリフォーム成形後にRTM成形型のキャビティに合わせてカッター等でトリミングを行っているが、キャビティに対し、大小のズレが大きくRTM成形の精度を落としている。
【解決手段】
賦形面が凹形状および/または凸形状を有する下型に層間固着剤を有する複数枚の強化繊維基材の積層シートを載置し、上型との間ではさむことにより型に沿わせると同時にまたは直後に外周部を挟持し、かかる挟持状態の下で外周部をトリミングすることを特徴とするFRPのプリフォームの製造方法
(もっと読む)
射出成形方法
【課題】 強度や剛性を必要とする部位を補強するとともに、軽量で表面外観にも優れた成形品を得る射出成形方法を提供する。
【解決手段】 軟化させた半固形のガラス長繊維強化樹脂のGMTブランクを成形金型内に挿入する半固形樹脂挿入工程と、半固形樹脂を型締め圧縮して、GMTブランクからプレス成形品を形成するプレス成形工程と、成形金型内に空隙を形成させる空隙形成工程と、ガラス長繊維強化樹脂を溶融混錬してガラス繊維長を調整して、空隙内に溶融樹脂を注入する樹脂注入工程と、空隙内のプレス成形品の廻りを、溶融樹脂で覆うようにオーバーモールドするオーバーモールド工程と、オーバーモールド工程時に、ガラス長繊維強化樹脂に発泡材を添加して、ガラス長繊維強化樹脂を空隙内で発泡させる発泡工程とを含む。また、プレス成形工程の代わりにプレス成形品を成形金型内にインサートするようにしてもよい。
(もっと読む)
乗り物外装用成形体の製造方法
【課題】成形性の悪化を防止すると共に、予備成形体を作成する段階で汎用性を持たせること。
【解決手段】乗り物外装用成形体の製造方法において、予備プレス工程において作成される予備成形体28は、本プレス工程で作成される成形体38の屈曲部36に対応する部分28aが、他の部分28bよりも密度が高くなっている、構成とした。
(もっと読む)
プリフォーム、FRP成形体およびそれらの製造方法
【課題】湾曲もしくは屈曲している面を有する板状体を用いて、目標とする形状のプリフォーム、FRP成形体を容易にかつ安価に、しかも精度良く製造する。
【解決手段】湾曲もしくは屈曲している面を有する板状体の該面上に強化繊維プリフォームを配置し、好ましくは複数個に分割されたマンドレルを強化繊維プリフォームに沿わせて配置し、全体を密閉媒体で覆って内部を減圧することにより、強化繊維プリフォームを板状体の前記面に沿うように変形させて板状体に密着させることを特徴とする、プリフォーム、FRP成形体の製造方法、およびその方法により製造されたプリフォーム、FRP成形体。
(もっと読む)
湾曲した複合構造要素の製造方法
湾曲した複合構造要素の製造方法は、取外し可能な基板上の平らな曲面にウェブプライ(310)を製作し、そのプライを製造工具(200)の湾曲したウェブ表面に置くステップを含むことができる。さらに、複合テープを用いて、キャッププライ(402)を1つまたは両方のフランジ表面に置くことができる。次に構造要素レイアップを検査することができ、いかなる余分な複合材料もトリミングで取除くことができる。 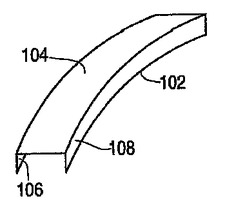 (もっと読む)
(もっと読む)
車両用ルーフパネル
【課題】 ガラスパネルに一体成形される樹脂成形材の機械的強度を確保しながら軽量化を図り、ルーフパネルの重量を軽減する。
【解決手段】 ポリウレタン原料に炭酸ガス又は窒素ガスを溶解させる。ガラスパネル2の周縁に形成した金型のキャビティにポリウレタン原料を射出して、ポリウレタンの発泡体からなる樹脂成形材3をガラスパネル2と一体成形する。ポリウレタン原料へ溶解した炭酸ガス又は窒素ガスの量を変化させて樹脂成形材3の比重を0.60以上0.90以下に設定する。
(もっと読む)
パネル装置
【課題】鉛成分の使用を廃止して環境負荷性を低減させると共に、樹脂被覆部3におけるボイドを低減させることができ、更に、ボディ等の相手材に対する保護性を向上させることができるパネル装置1を提供する。
【解決手段】パネル装置1は、パネル2と、パネル2の少なくとも一部を被覆する樹脂被覆部3とを具備する。樹脂被覆部3は鉛フリーのポリウレタン樹脂で形成されており、D硬度が33〜50に設定されている。
(もっと読む)
FRP用インサート
【課題】 FRP積層品の所定部位に複数のインサート部材を高精度に配置して容易に埋設することができるFRP用インサートを提供する
【解決手段】 FRP積層品を成形する際にその所定部位のCFRP層の層間に埋設されるFRP用インサート1は、CFRP層の層間の外皮の表面形状に添って所定位置に設置されるテンプレート2に対して複数のインサート部材3が相互に位置決めされて所定位置に接着されているため、複数のインサート部材3がFRP積層品の所定部位に高精度に配置されて容易に埋設される。また、テンプレート2がCFRPプリプレグにより成形され、各インサート部材3が円筒状のCFRP積層品で構成されているため、テンプレート2の製造工程および各インサート部材3の後加工が簡略化され、しかも軽量ありながら高い強度が得られる。
(もっと読む)
成形前駆体、繊維強化樹脂成形体の製造方法、および繊維強化樹脂成形体
【課題】従来のRTM法の問題である繊維強化樹脂成形体の外縁端部に関し、成形後のバリ取りのためのウォータ−ジット加工やNC機械加工などによるコストアップ要因や強化繊維が行き渡らない樹脂リッチ部分の発生による強度低下要因などを排除すること。
【解決手段】 本体部と該本体部の縁から外方に連続して延びるバリ形成部とからなる成形前駆体であって、前記本体部は、多数本の強化繊維からなる第1の基材と、前記本体部の外縁部において前記第1の基材に積層された多数本の繊維からなる第2の基材とから形成され、前記バリ形成部は、前記本体部の縁から外方に延びる前記第2の基材で形成され、前記多数本の繊維の間隙が成形樹脂の流路を形成している成形前駆体。
(もっと読む)
希土類元素触媒を使用する高温での大環状ポリエステルオリゴマーの重合
ランタニド希土類元素またはイットリウムを含有する化合物は、大環状ポリエステルオリゴマーの重合のための有効な触媒である。この触媒は高温で安定であり、そして重合は迅速であり、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
鞍乗型車両の車体被覆用カバー、それを備えた鞍乗型車両、及び鞍乗型車両の車体被覆用カバーの製造方法
【課題】 表面に描かれる模様等を自由に選択することができ、その模様等が容易に剥がれることのない車体被覆用カバーを提供する。
【解決手段】樹脂層92と、所定の文字等が描かれたグラフィック層90と、クリア層80とを積層してなるシート82を形成する。シート82をインサート成型用の金型内にセットし、金型内に樹脂を注入する。注入された樹脂によって樹脂層92が溶融し、注入された樹脂と樹脂層92とは一体化され、カバー本体84を形成する。クリア層80及びグラフィック層90はカバー本体84に埋め込まれ、クリア層80とカバー本体84とは略面一となる。
(もっと読む)
自動車用整流板
ブロー成型体の中子に補強繊維を巻き付けてRTM成形し、連続した強化繊維の中空構造からなるFRPにより車幅方向に横長な水平翼を成形し、従来に比べて軽量で、走行性能を向上した自動車用整流板を提供する。
【課題】
そこで本発明の課題は、従来の製法で問題としてきた整流板の重量に対して、水平翼を中空構成とすることにより従来の整流板に対して軽量化し、さらに単に中空構造を実現するだけではなく芯材が無くても強度の低下をできるだけ抑えて、自動車の操縦性能の向上を提供することにある。
【解決手段】
車幅方向に横長な水平翼が継ぎ目のない繊維強化樹脂の中空構造からなる自動車整流板。
(もっと読む)
自動車のヘッドライナー用の再生可能な複合プラスチック
表面曲率が不連続であるパネルを製造する方法であって、第1のポリマーで互いに平行な長繊維及び/又は連続繊維強化熱可塑性プラスチックの第1の強化層(102a、104a)を提供する工程と、第1のポリマーと相溶性である第2のポリマーを少なくとも約70容量%有する熱可塑性プラスチックのコア層(106)を提供する工程と、第1のポリマーで互いに平行する長繊維又は連続繊維強化熱可塑性プラスチックの第2の強化層(102b、104b)を提供する工程と、コア層によって強化層を離間するように層を積層する工程と、積層体をパネルの金型に導入すると共に金型を少なくとも所定のポリマーの融点まで加熱する工程であって、それにより層を圧密化してパネルを形成する工程とを含むパネルを製造する方法。 (もっと読む)
41 - 60 / 64
[ Back to top ]