
Fターム[4F204AH28]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 船舶、水上浮揚構造(←フロート) (119)
Fターム[4F204AH28]の下位に属するFターム
ボート、ヨット (2)
Fターム[4F204AH28]に分類される特許
81 - 100 / 117
熱硬化型樹脂の成形装置及び方法
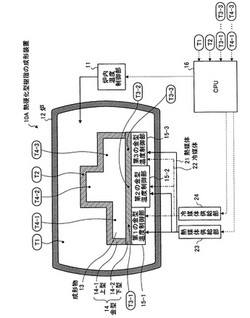
【課題】成形物が大型化又は長尺化した場合においても生産効率の低下を伴うことなく良好な樹脂硬化を達成することができる熱硬化型樹脂の成形装置及び方法を提供する。
【解決手段】炉内温度を制御する炉内温度制御部11を備える常圧の炉12と、前記炉12内に設けられ、熱硬化型樹脂を成形物13に成形する上型14−1と下型14−2からなる金型14と、前記金型14の形状に応じて温度制御する3つの金型温度制御部15−1〜15−3と、前記炉12内、金型14、成形物13の各温度を計測する炉内温度計T1、上型温度計T2、下型温度計T3、成形物温度計T4と、前記各温度計T−1〜T−4の情報により各温度制御部15−1〜15−3を制御する制御部16とを具備する。
(もっと読む)
複合材シート加工装置、複合構造材の形成方法

【課題】 複合材料からなる部材を、3次元形状等、より高い自由度で形成することのできる複合材シート加工装置、複合構造材の形成方法を提供することを目的とする。
【解決手段】 形成すべき構造材10の長手方向に複数並んだローラ20により、型40上の複合材シート30を成形するようにした。これによって、複雑な3次元形状を有する構造材10の製造の自動化を図り、その作業の大幅な効率化を図る。しかも、複数のローラ20を、予め決められたプログラムに基づいて適切な順序で動かすことで、複合材シート30にシワ等が生じないように変形させる。
(もっと読む)
湾曲した複合構造要素の製造方法
湾曲した複合構造要素の製造方法は、取外し可能な基板上の平らな曲面にウェブプライ(310)を製作し、そのプライを製造工具(200)の湾曲したウェブ表面に置くステップを含むことができる。さらに、複合テープを用いて、キャッププライ(402)を1つまたは両方のフランジ表面に置くことができる。次に構造要素レイアップを検査することができ、いかなる余分な複合材料もトリミングで取除くことができる。 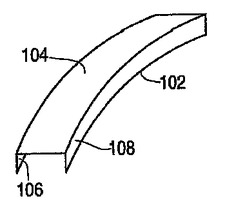 (もっと読む)
(もっと読む)
プリフォーム用基材およびその製造方法
【課題】取り扱い性が良好で、3次元形状にも優れた賦形性を有するプリフォーム用基材を提供することを目的とする。
【解決手段】
本発明のプリフォーム用基材は、強化繊維が配列したシートを複数枚厚み方向に配置し、シート間を接合したプリフォーム用基材であって、各シート間の剥離強さが厚み方向に変化することを特徴とするプリフォーム用基材に関するものである。
(もっと読む)
繊維強化プラスチックパネルの接続方法
【課題】大型の繊維強化プラスチックパネルを製造する際、継ぎ目部に継ぎ手等を使用することなく平滑で、強度の高い繊維強化プラスチックパネルを製造することが出来る繊維強化プラスチックパネルの接続方法を提供する。
【解決手段】繊維強化プラスチックパネル片Wを複数枚成形した後、前記複数枚の繊維強化プラスチックパネル片Wを、図3に示すようにその継ぎ代繊維部3aが相互に重合するように配設する。この際、この重合させた継ぎ代繊維部上に接着用樹脂Qaを塗布して含浸させながら重合させて接着した後(ハンドレイアップ成形法)、この繊維積層部分をフィルム状のバキュームバック5で覆い、該バキュームバック内の繊維積層部分をバッキュームした状態で加熱硬化させて一体的に接続するものである。
(もっと読む)
RTM成形方法
【課題】 短時間でFRP成形品を製造する事ができる成形方法を提供する。
【解決手段】 RTM成形方法を用いたFRP成形品の成形時間の短縮や大型品の成形を可能にする製造方法であって、成形型1の上にセットしたプリフォーム2とバギングフィルム4の間にセットしたあて板3のプリフォーム側に樹脂が流動できるパス5を設ける事によって、樹脂がプリフォーム2に含浸する際、プリフォーム2に含浸するよりも速い速度であて板3のパス5を流れる事ができるため、短時間で広範囲に樹脂を流動させプリフォーム2に含浸する事ができ、短時間で大型のFRP成形品を製造することができる。
(もっと読む)
周波数選択板を積層したハニカムサンドイッチパネルの製造方法及びその製造方法に使用する成形作業台
【課題】大型の平板成形物を製造する際、硬化後の成形品に樹脂含浸不良を防止し、製品不良を有効に防止することが出来る周波数選択板を積層したハニカムサンドイッチパネルの製造方法及びその製造方法に使用する成形作業台を提供する。
【解決手段】 成形作業台本体10は、軽金属材料等により構成された支持フレーム11上にベース部材12を載置する金属製の支持プレート13を設置すると共に、この支持プレート13の長手方向の一端側を前記支持フレーム11にヒンジ14を介して上下方向に揺動可能に連結する。前記支持プレート13の他端側と支持フレーム11との間に、成形作業台本体10を一定の角度に傾倒させる流体シリンダー等の昇降シリンダーから成る傾倒手段15が設けてある。支持プレート13の一端側の下側に来る方には反応樹脂材料Qの供給側を設け、また吸引側を上側に設けるのが好ましい。
(もっと読む)
単一真空減量複合パネルの修復
構造物に複合部材を取り付ける方法。樹脂で含浸された繊維の積層を形成するステップと、前記含浸積層に第一温度で加熱するステップと、前記樹脂を脱気し、脱気した含浸積層を形成するため、前記含浸積層を第一圧力で減圧するステップと、前記脱気した含浸積層を構造体に配置するステップと、第二温度で加熱する、および第二圧力で減圧することによって、前記脱気した含浸積層を前記基板上で硬化するステップとを含む方法。  (もっと読む)
(もっと読む)
繊維強化プラスチックパネルの接続方法
【課題】大型の繊維強化プラスチックパネルを製造する際、継ぎ目部に継ぎ手等を使用することなく平滑で、強度の高い繊維強化プラスチックパネルの接続方法の提供。
【解決手段】繊維強化プラスチックパネル片Wを複数枚成形した後、前記複数枚の繊維強化プラスチックパネル片Wを、継ぎ代繊維部3aが相互に重合するように配設し、この重合させた継ぎ代繊維部3a上に接続用繊維材3xを積層する。そして、この繊維積層部分3a,3xをフィルム状のバキュームバック5で覆い、該バキュームバック5内の繊維積層部分3a,3xを吸引ポンプPに接続された樹脂吸引パイプ4aによりバッキュームした状態で繊維積層部分3a,3xの一方から反応樹脂材料Qを供給すると共に、反応樹脂材料Qを均一に吸引させて前記繊維積層部分3a,3xに反応樹脂材料Qを均一に含浸させると共に硬化させることにより接続する方法である。
(もっと読む)
プリプレグシートの自動積層装置
【課題】 強化繊維に予め樹脂が含浸されたプリプレグシートを複数層積層してFRP積層体を製造する際に、装置を大型にする必要もなく、しかも自動的に任意の層数自動的に積層することが可能なプリプレグシートの自動積層装置を提供することである。
【解決手段】 プリプレグシートを、基材の上に所定の押圧力を付加しながら予め定められる所定の層数連続的に往復しながら積層する構成とした。
(もっと読む)
加圧バッグ及びその製造方法、並びに係る加圧バッグを用いた複合材成形品の成形方法
【課題】 少ない工程数で低コストに複合材成形品を製造する方法、並びに係る製造方法に用いる加圧バッグ及びその製造方法を提供する。
【解決手段】 複合材成形品2の成形に用いられる加圧バッグであって、複合材成形品2の形状に追随するように、シリコンゴムシートSと未加硫シリコンRとが一体成形されていることを特徴とする加圧バッグ1及び加圧バッグ1を用いた複合材成形品2の成形方法、並びに複合材成形品2。
(もっと読む)
RTM成形の脱型装置
【課題】RTM成形において脱型時間を短縮しサイクルタイムを短縮できるRTM成形の脱型装置およびRTM成形方法を提供する。
【解決手段】強化繊維プラスチックス成形用成形型において、成形型内に製品を押出すために稼動可能なエジェクタピンとそれを納めるシリンダー間に隙間を設け、当該隙間に予め熱可塑性樹脂の層を形成してなることを特徴とするRTM成形の脱型装置。
(もっと読む)
強化繊維基材、プリフォーム、複合材料およびその製造方法
【課題】
一方向性基材を並行方向に並べる際にできる基材間の隙間を、成形品の段階まで適正な間隔に保つことができ、なおかつ、一方向性基材を複数枚積み重ねた積層体の状態でも高い柔軟性を維持できる強化繊維基材を提供する。
【解決手段】
一方向に並行するように引きそろえられた複数本の強化繊維糸条を、該強化繊維糸条に交差するように延在した補助糸により拘束することにより平面形態を保持した少なくても二枚の一方向性基材を含む強化繊維基材であって、該強化繊維糸条方向に並行な端部を持つ一方向性基材同士が、互いに重なり合わず、該端部の位置で、接続手段により繋がれていることを特徴とする強化繊維基材。
(もっと読む)
周波数選択板を積層させた繊維強化プラスチックパネルの製造方法
【課題】バキューム樹脂トランスファー成形法により、周波数選択板とコア材との間にエアートラップを発生させることなく層間剥離を有効に防止して、周波数選択板を積層させた繊維強化プラスチックパネルの製造方法を提供する。
【解決手段】フォーム材、シンタクチックフォーム材、木材から選ばれたコア材1の表裏面に、2液型エポキシ系樹脂等から成る液状接着剤2を均一に塗布し、更に複数個の貫通穴4を備えた周波数選択板5を積層させる。前記コア材1の表裏面に液状接着剤2の塗布後に、金属箔3のパターン間に複数個の貫通穴4をそれぞれ形成した周波数選択板5を積層させて刷毛やこて等により全体を均一に均して一体的に形成する。この際、周波数選択板5に形成した貫通穴4からコア材1と周波数選択板5との間に混入していた空気の泡や、コア材1の表面から出る空気等を液状接着剤2の流動と共に接着面と反対側に押す。
(もっと読む)
強化繊維基材、プリフォーム、繊維強化樹脂成形体およびその製造方法
【課題】
強化繊維基材、および、かかる強化繊維基材より構成されるプリフォームが、マトリックス樹脂の含浸に優れ、かつ、FRPを成形した際に高い力学特性を発現させることを目的とする。
【解決手段】
本発明の強化繊維基材は、強化繊維糸条を少なくとも一方向に引き揃えて構成した強化繊維基材であって、少なくともその片表面に、ガラス転移点が20〜150℃である樹脂材料が5〜20重量%の範囲で接着しており、複数枚の強化繊維基材同士を接着させた状態において、0°方向の含浸距離Lと、90°方向における含浸距離Tとの比率R=(含浸距離L)/(含浸距離T)が1.5〜10の範囲であることを特徴とする。
(もっと読む)
周波数選択板を積層したハニカムサンドイッチパネルの製造方法
【課題】積層体に反応樹脂材料を均一に含浸させて、周波数選択板を組込んだ大型の繊維強化プラスチックパネルを容易に製造することが出来る周波数選択板を積層したハニカムサンドイッチパネルの製造方法を提供する。
【解決手段】ゴム状弾性シート6上の積層体Wの側面にテーパ付きのダム12を配置すると共に、吸引側にはエアウィーブ13aで覆ったスパイラル状のホース13を配設し、積層体Wの全体を樹脂材料投入口7と、前記ホース13に接続した吸引パイプ8を周縁部に配設したフィルム状のバキュームバック9で覆い、周縁部をベース部材5上に接着テープ10等で密閉する。その後、バキュームバック9内の積層体Wをバキューム配管8に接続したバキュームポンプPで均一にバッキュームし、内部を真空状態にした状態で樹脂材料供給タンク11に接続する樹脂材料投入口7から積層体の繊維強化樹脂シート4に常温硬化型の反応樹脂材料Qを供給して均一に含浸させ、反応樹脂材料Qの反応熱により含浸硬化させる。
(もっと読む)
FRP用インサート
【課題】 FRP積層品の所定部位に複数のインサート部材を容易かつ高精度に配置して埋設することができ、しかも、FRP積層品の成形時の加圧環境下においても不用意に潰れることがなく、また、FRP積層品の成形時における本来の熱硬化を妨げることのないFRP用インサートを提供する
【解決手段】 CFRP積層品を成形する際にその所定部位のCFRP層の層間に設置されて埋設されるFRP用インサート1は、コア材3によってインサート部材2B,2Cが設置面1Aに沿う方向の所定位置に相互に位置決めされて保持されているため、インサート部材2B,2CがCFRP積層品の所定位置に容易かつ高精度に配置されて埋設される。FRP用インサート1は耐圧強度の高いCFRP被覆層4で覆われているため、CFRP積層品の成形時の加圧環境下で不用意に潰れることがなく、また、CFRP被覆層4が内部の湿気の放出を遮断するため、CFRP積層品の成形時における本来の熱硬化を妨げることがない。
(もっと読む)
サンドイッチ構造体の製造方法およびそれに用いる接着フィルム
【課題】加熱工程が不要で、大型の設備を必要とせず、低コスト、低エネルギー消費量、かつ低労力で製造できるサンドイッチ構造体の製造方法を提供する。
【解決手段】本発明のサンドイッチ構造体の製造方法は、成形型内に、強化繊維材料、変性されたグリコールをアルコール成分として用いた共重合ポリエステル樹脂フィルム、室温で硬化する熱硬化性樹脂組成物フィルム、コア材、室温で硬化する熱硬化性樹脂組成物フィルム、変性されたグリコールをアルコール成分として用いた共重合ポリエステル樹脂フィルム、強化繊維材料を順次積層して積層体を形成する工程、成形型を閉じた状態で、室温で硬化する熱硬化性樹脂組成物フィルムを硬化させる工程、成形型に設けたマトリックス樹脂注入孔からマトリックス樹脂を注入する工程、および、室温またはマトリックス樹脂の硬化温度に温度調節してマトリックス樹脂を硬化させる工程を含む。
(もっと読む)
樹脂トランスファー成形法
本発明により、型に敷設した強化用繊維層上にバギングフィルムを重ねて当該バギングフィルム周縁を型に気密にシールし、バギングフィルムと型との間を排気すると共に、バギングフィルムと型との間に樹脂を注入することにより樹脂を強化用繊維に含浸させて硬化させる樹脂トランスファー成形法において、強化用繊維層の外側に強化用繊維層の表面に沿って樹脂注入路と樹脂排出路とを交互に設け、樹脂注入路に樹脂を注入することにより、注入した樹脂を強化用繊維層を通して樹脂排出路に移動させて強化用繊維層に前記樹脂を含浸させることを特徴とする樹脂トランスファー成形法が開示される。  (もっと読む)
(もっと読む)
三次元ニットスペーサ織物サンドイッチ複合体
本発明は、一般に、サンドイッチコア界面複合体の製作における三次元ニットスペーサ織物成分材料の使用に関する。より具体的には、上記のスペーサ織物を表皮とコアの積層体界面として使用して、積層接着を高め、特にカットしたモノリシック構造のコアのグリッドの界面の平面性を高めて金型の曲率を近似し、複合構造の切れ目の発生を防止することに関する。  (もっと読む)
(もっと読む)
81 - 100 / 117
[ Back to top ]