
Fターム[4F204AH28]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 船舶、水上浮揚構造(←フロート) (119)
Fターム[4F204AH28]の下位に属するFターム
ボート、ヨット (2)
Fターム[4F204AH28]に分類される特許
21 - 40 / 117
強化フルオロエラストマーブラダを用いた折り畳み式マンドレル
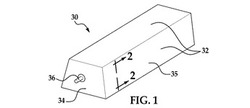
【課題】繰り返しの使用に対して優れた寸法安定性を発揮し、マンドレルを使用してパーツの積層を可能にするために必要な強度及び剛性を有する、折り畳み式マンドレルを提供する。
【解決手段】折り畳み式マンドレル30は空気注入式ブラダ35であり、ブラダ35が折り畳み式の側壁32を有し、ブラダ35はフルオロエラストマーゴムの内側層と外側層を有し、前記内側層と前記外側層との間に各側壁32で途切れている強化材を有する。
(もっと読む)
複層断熱パネルの製造方法

【課題】複層断熱パネルを構成する硬質ポリウレタンフォーム層内部におけるクラックの発生を抑制可能な複層断熱パネルの製造方法を提供する。
【解決手段】フェノールフォーム層1、金網2、硬質ポリウレタンフォーム層3、アルペットシート4の順に積層され、かつ硬質ポリウレタンフォーム3が水発泡により製造される、複層断熱パネルの製造方法であって、すでに形成されているフェノールフォーム層1と金網2の表面に、硬質ポリウレタンフォーム層3を形成するために発泡原液が注入される閉じた注入空間10を形成し、この注入空間10の側面から発泡原液吐出用の高圧発泡機11のノズル12を水平状態に挿入し、発泡原液の吐出圧力を9〜12MPaとし、かつ、吐出量を40kg/分以下になるように設定したことを特徴とする。
(もっと読む)
真空RTM成形方法
【課題】真空RTM成形方法において、厚さが大きく樹脂含浸性が低いプリフォームを用いた場合にも、未硬化樹脂が効率的にプリフォームに供給されるとともにすみやかにプリフォーム内厚さ方向に含浸され、厚さの大きい繊維強化複合材料を未含浸なく短時間で成形すること。
【解決手段】真空RTM成形方法において、型の上に、複数の強化繊維基材を貫通する孔を有するプリフォームを配置し、その上に不透性材質からなり貫通孔を有する中間部材を、その孔位置をプリフォームの孔と略一致させて配置し、その上に樹脂拡散メディアを配置し、中間部材との間につくられる閉空間に前記樹脂メディアが配置されるようにバッグ材を配置した後に、前記閉空間の内部を減圧にするとともに、前記樹脂拡散メディアに樹脂を注入して、前記中間部材の孔を通してプリフォームに樹脂を含浸する。
(もっと読む)
シール部材形成用硬化性液状シリコーンゴム組成物およびシール部材
【課題】貫通孔近辺の耐傷性が優れ、水等に対するシール性が優れた貫通孔を有するシール部材形成用硬化性液状シリコーンゴム組成物、貫通孔近辺の耐傷性が優れ、水等に対するシール性が優れた貫通孔を有するシール部材を提供する。
【解決手段】液状アルケニル基含有オルガノポリシロキサン、補強性シリカ、オルガノハイドロジェンポリシロキサン、白金族系触媒、前記オルガノポリシロキサンと相溶性の架橋性基を有しない液状オルガノポリシロキサンおよび非相溶性の架橋性基を有しない液状オルガノポリシロキサンからなり、硬化物のJISタイプAデュロメータ硬さが15〜26、100%伸び時の引張応力が0.25〜0.60MPaである液状シリコーンゴム組成物。この硬化物からなる貫通孔を有するシール部材。
(もっと読む)
発泡体の充填方法
【課題】パネルを介して隣り合う中空部において、一方の中空部への発泡体の充填を利用して他方の中空部においても発泡体を充填することのできる発泡体の充填方法を提供する。
【解決手段】車両用ピラー51の中空部Sの一部は、リンフォースパネル54を介して隣り合う主充填部S1及び副充填部S2に区画される。流路用部材22は、リンフォースパネル54と間隙Gを有した状態とされている。流路用部材22は、主充填部S1側からリンフォースパネル54を越えて副充填部S2側へ延出されている。流動規制部材23は、主充填部S1に配置されている。流動規制部材23は、発泡性材料11の流動を規制することで、発泡性材料11の流動を流路用部材22へ指向する。流路用部材22と流動規制部材23の間で加熱された発泡性材料11の一部は、流路用部材22とリンフォースパネル54との間隙Gを流路として副充填部S2へ流入される。
(もっと読む)
FRPの製造方法
【課題】本発明は、未含浸部分やボイド等が形成されにくく、品質の優れたFRPを低コストに歩留まりを高くして得ることが可能なFRPの製造方法を提供せんとするものである。
【解決手段】本発明のFRPの製造方法は、少なくとも次の(A)〜(F)の工程からなる。
(A)少なくとも強化繊維基材からなるプリフォームを成形型面上に配置するセット工程、(B)成形型の少なくとも成形部をバッグ材で覆い、少なくとも減圧吸引口および樹脂注入口を設けて密閉する密閉工程、(C)成形部を減圧吸引口から吸引により減圧する減圧工程、(D)熱風を加熱媒体として、成形型を含め成形部を加熱する加熱工程、(E)成形型の温度Tmとバッグ材の温度Tvとが共に室温以上であり、かつその温度差ΔTが10℃以内である時に、樹脂注入口から樹脂を注入し、少なくとも強化繊維基材に樹脂を含浸させる注入工程、(F)成形型を含め成形部を室温以上の所定の温度Tpcに保持し、樹脂を固化させる固化工程。
(もっと読む)
船用プロペラの翼及びその成形方法
【課題】キャビテーションエロージョンに耐え得る、安価で資源枯渇性のない強化繊維の複合材料を用いた船用プロペラ翼を提供する。
【解決手段】船用プロペラの翼において、少なくとも、翼の表面をアラミド繊維のクロス材、あるいはアラミド繊維の一方向材を同じ軸方向又は異なる軸方向に向けて積層した表層材で構成し、前記表層材を芯材となる構造材に被覆する。構造材をカーボン繊維強化樹脂又はガラス繊維強化樹脂としてもよい。
(もっと読む)
繊維強化プラスチックの成形方法
【課題】上型を使用しないVaRTM法にて繊維強化プラスチックを成形する方法に関し、樹脂の廃棄量削減と成形品の収率の向上との両立を可能ならしめて、複合材料の高強度化、軽量化することが可能な繊維強化プラスチックの成形方法。
【解決手段】成形型1の上に強化繊維材2、副資材を配置し、強化繊維材、副資材を密閉媒体8で覆い、密閉媒体8と成形型1の間を気密にシールし、密閉媒体8と成形型1との間を排気すると共に強化繊維材2に樹脂を注入して硬化させる繊維強化プラスチックの成形方法において、樹脂注入路5と真空吸引路6を設けて、真空吸引路6から排気しながら、樹脂注入路5から規定量の樹脂を注入・含浸した後、樹脂の注入を停止し、且つ真空吸引路6から樹脂が流出する前に、排気を停止し、実質的に強化繊維材2に注入・含浸した樹脂を真空吸引により除去しないで、樹脂を硬化させることを特徴とする繊維強化プラスチックの成形方法。
(もっと読む)
FRP製長尺角パイプの成形方法
【課題】マンドレルを使用しないで、作業効率よくFRP製の長尺角パイプをオートクレーブ成形する方法を提供すること。
【解決手段】別々に賦形された断面コ字形の上側部材と下側部材を、上型と下型からなる成形型に断面ロ字形に接合配置してFRP製の長尺角パイプをオートクレーブ成形するに際し、先ず、上側部材が敷設された上側賦形型を減圧条件下に置いて上側部材を上側賦形型に密着させ、次いで、該上側賦形型に密着した上側部材を、成形型の下型に敷設された下側部材と断面ロ字形に接合配置し、その後、前記上側賦形型を成形型の上型として前記成形型の下型と型締めしオートクレーブ成形を行う成形方法である。
(もっと読む)
繊維強化プラスチック構造体およびその製造方法
【課題】スティフナなどの突起部を有するFRPパネル構造体のVaRTM(真空減圧補助の樹脂トランスファー成形)を、該パネル上への突起部の高い位置決め精度で実現する。
【解決手段】プリフォーム23の突起部とパネル23表面それぞれの少なくとも1面に接触するように、互いに嵌合する構造を有する治具22,23を配置し、プリフォーム22,23への樹脂含浸が完了した後、余分な樹脂を吸引除去する工程を含み、かつ、該工程の開始時点から樹脂の硬化が行われるまでの間に上記治具22,23が嵌合することで、該突起部の位置決めが行われることを特徴とする繊維強化プラスチック構造体の製造方法。
(もっと読む)
構造複合材料要素の製造
第1(50a)および第2のモールドの一半(50b)を含むモールド(50a、50b)内で構造複合材料要素を製造する方法が提供される。この方法は、繊維または織物のプリフォーム(10)を準備するステップと、プリフォームとは別個の樹脂層(20)を準備するステップと、プリフォームまたは樹脂層の一方をモールドの第1のモールドの一半に挿入するステップと、次いでプリフォームまたは樹脂層の一方が第1のモールドの一半内のプリフォームまたは樹脂層の他方の頂面上に配置されるようにプリフォームまたは樹脂層の他方を前記第1のモールドの一半内に別個に挿入するステップとを含む。次に、前記第1のモールドの一半上で第2のモールドの一半が閉じられ、また、樹脂膜をプリフォームに含浸させるために圧縮機内でモールドが加圧され、モールドは製造方法の最初から最後まで一定の温度に維持される。 (もっと読む)
繊維強化プラスチックパネルの製造方法および製造装置
【課題】繊維補強基材の積層体に樹脂材料を含浸させる際、含浸状況を確実に把握できるようにした繊維強化プラスチックパネルの製造方法および製造装置を提供する。
【解決手段】繊維補強基材の積層体4を覆ったバキュームバッグ7の内側に樹脂材料Wを供給パイプ6を通じて供給する前に、積層体4の層間にセンサ10a、10bとなる2本の導線を、互いが通電しない状態で間隔をあけて配置しておき、モールド1上でバキュームバッグ7の内側の空気を吸引しつつ、バキュームバッグ7の内側に樹脂材料Wを供給して積層体4に樹脂材料Wを含浸させる際に、センサ10a、10bとなる2本の導線間の損失係数又は抵抗を測定し、この測定した損失係数又は抵抗値に基づいて含浸状況を判断する。
(もっと読む)
シンタクチックフォームの製造方法
【課題】圧壊強度の向上を図る上で有利なシンタクチックフォームの製造方法を提供する。
【解決手段】熱硬化性樹脂が含浸されたマイクロバルーンMが収容されたモールド20を加熱用のオーブンに入れ、該オーブンの雰囲気温度を制御することにより、モールド20内のマイクロバルーンMに含浸された熱硬化性樹脂を加熱硬化させることでシンタクチックフォームを得る。この際、オーブン内の雰囲気温度Taを0度以上80度以下の第1温度で1時間以上保持する第1加熱工程P1と、第1加熱工程P2ののち、オーブン内の雰囲気温度Tbを第1温度T1の温度よりも高い第2温度T2まで上昇させたのちこの第2温度T2を熱硬化性樹脂が硬化するに足る時間保持する第2加熱工程P2とによって熱硬化性樹脂を加熱硬化させるようにした。
(もっと読む)
複合材料の不透明な繊維強化材
【課題】光学的性能によってガラスの量が制限されることのない、光透過性の複合材料の強度及び剛度を向上させる新規方法を提供する。
【解決手段】高分子マトリックス18、高分子マトリックス18中に配置される複数の光透過性要素を含む少なくとも一つの透明領域16、及び少なくとも一つの透明領域16に概ね隣接して高分子マトリックス中に配置される複数の不透明な強化要素を含む少なくとも一つの不透明領域22を含む複合材料及び複合材料を強化する窓構造14と方法。
(もっと読む)
繊維強化プラスチックのプレス成形法
【課題】生産性良好に大量生産可能で、かつ、強度的にも優れたFRP成形品を成形することができる新規なFRPのプレス成形法を提供すること。
【解決手段】雄雌型12、14からなる成形型(附形型)を用いて行う繊維強化プラスチック(FRP)のプレス成形法。当該プレス成形法は、1)複数枚積層された所定大きさの積層プリプレグ30を、予備加熱された成形型12、14の雄型14にセットする第一工程、2)前記成形型12、14を型閉完了前から型内を排気しながら型閉して、気泡を余剰樹脂とともに追い出し附形する第二工程、及び、3)成形型12、14を硬化温度まで昇温させて、所定時間保持して硬化完了後、離型する第三工程、からなる。
(もっと読む)
繊維強化部材の製造方法
【課題】製造される繊維強化部材の表面に意匠面が形成される場合において、簡易な方法で、少なくとも該意匠面に生じ得るひけやクラックを効果的に抑止することのできる繊維強化部材の製造方法を提供する。
【解決手段】本発明の繊維強化部材の製造方法は、一層の繊維強化材SZもしくは複数の繊維強化材SZの積層体からなる繊維強化基材SKを、成形型10のキャビティC内に収容する前段階で、もしくは収容した後に、該繊維強化基材SKの表面の一部もしくは全部に熱伝導性物質Nを塗布もしくは散布し、マトリックス樹脂MをキャビティC内に注入して繊維強化基材SKに含浸させ、熱硬化させて繊維強化部材SBを製造するものである。
(もっと読む)
バキューム成形装置
【課題】複数回のバキューム成形に亘ってフィルム材を再利用することができるバキューム成形技術を提供する。
【解決方法】バキューム成形装置10は、カーボン繊維(素材)50を所定の形状を有する製品に成形する成形面22を有するプリフォーム型(成形型)12と、プリフォーム型12の成形面22を気密に覆うバッグフィルム(フィルム材)30を備えている。バッグフィルム30には、成形前後のカーボン繊維50を成形面22とバッグフィルム30の間に出し入れ可能に開閉するファスナ部40が形成されている。そのため、カーボン繊維50を成形面22とバッグフィルム30の間に出し入れする際に、ファスナ部40を通して出し入れすることができ、プリフォーム型12に接合されているバッグフィルム30を取り外す必要がない。複数回のバキューム成形に亘ってバッグフィルム30を再利用することができる。
(もっと読む)
RTM成形繊維強化複合材料、およびその製造方法
【課題】優れたマイクロクラック耐性を有し、かつ、一定疲労付与後の圧縮特性に優れたRTM成形繊維強化複合材料を提供すること。
【解決手段】エポキシ樹脂を含む主剤とエポキシ樹脂を硬化させうる成分を含む硬化剤とからなり、180℃の温度下で2時間硬化した硬化物について、ASTM D5045−93に従って測定された25℃での破壊靭性(GIc)が100〜200J/m2のエポキシ樹脂組成物を、弾性率が200〜400GPaである炭素繊維を積層してなるプリフォームに注入含浸して加熱硬化されてなる繊維強化複合材料であり、23℃環境下での有孔板圧縮強度が220〜300MPaであることを特徴とするものである。
(もっと読む)
FRPの製造方法
【課題】高精度なアウターモールドラインが要求されるC型断面桁材のコーナー部の板厚と平坦部の板厚を均一にできる成形方法を提供する。
【解決手段】強化繊維基材の積層体からなるウェブ4とフランジ3を有し、C型断面を有する繊維強化プラスチックの製造方法であって、強化繊維基材の積層体からなるウェブとフランジを有するプリフォーム1を雌型に配置する際に、前記プリフォームのフランジのインナーモールドライン側の端部6から前記プリフォームのフランジのアウターモールドライン側の端部7を結ぶ線8と、前記雌型のフランジに該当する壁面9との間に実質的に隙間が無いように配置する工程を含むこと等を特徴とする。
(もっと読む)
繊維強化樹脂構造体の製造装置及び製造方法
【課題】含浸欠陥の発生を解消することができる繊維強化樹脂構造体の製造方法及びその製造装置を提供する。
【解決手段】第1型11と、該第1型11を覆うフィルム状の第2型12とからキャビティーを形成してなり、該キャビティー内に設置された繊維積層体15に、減圧状態で樹脂16を含浸させてなる繊維強化樹脂構造体の製造装置であって、前記第2型12側に配設され、前記繊維積層体15に含浸させる樹脂16の流量を増加させる網目状の樹脂フローメディア22と、前記樹脂フローメディア22の第1型11側に配設されてなり、主樹脂供給部(第1の樹脂供給部)14−1から注入される流動樹脂のフローフロントの進行を抑制する樹脂流れ抑制部材21とを有する。
(もっと読む)
21 - 40 / 117
[ Back to top ]