
Fターム[4F204AH28]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 船舶、水上浮揚構造(←フロート) (119)
Fターム[4F204AH28]の下位に属するFターム
ボート、ヨット (2)
Fターム[4F204AH28]に分類される特許
101 - 117 / 117
FRPサンドイッチ成形物及びその製造方法
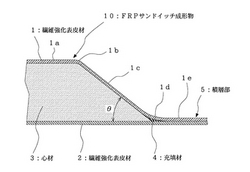
【課題】 心材のスニップ先端部の樹脂溜まりや強化繊維布の皺などの発生を防ぐことができ、良好な端部形状を有するFRPサンドイッチ成形物及びその製造方法を提供する。
【解決手段】 2つの繊維強化表皮材1、2と、これらの繊維強化表皮材1、2の間に介在された心材3と、この心材3のスニップ先端部に配置された樹脂含浸性の充填材4とを有し、樹脂が含浸されて先端部は前記2つの繊維強化表皮材を重ね合わせた積層部5とする。
(もっと読む)
多軸積層強化繊維シート作製方法、長尺の傾斜強化繊維シート、及び多軸積層強化繊維シート

【課題】 より簡易な方法で多軸積層強化繊維シートを連続して作製可能な多軸積層強化繊維シート作製方法を提供する。
【解決手段】 単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートとは異なる配向角度θ(−90°<θ<0°,0°<θ<90°)を有する傾斜強化繊維シートを、前記強化繊維シートを用いて作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートあるいは前記開繊拡幅された強化繊維束を複数本平行に引き揃えて面状に並べた強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択し、それらを積層し接合一体化して、多軸積層強化繊維シートを作製する。
(もっと読む)
繊維強化複合材料成形用マンドレル
【課題】複合材料製非真直部材の成形を行うに際して、賦形工程を容易にできるとともに、賦形中に繊維の皺や不都合な折れ曲がりが生じにくく、寸法の安定性、変形容易性に優れるマンドレルを提供する。
【解決手段】長手方向の中間部にすくなくとも一つの表層が低弾性材料からなる変形部と高弾性材料からなる非変形部を有する繊維強化複合材料成形用マンドレルであって、25℃〜200℃の温度範囲内の特定温度以上に昇温することで変形部の形状変化によりマンドレル形状変化を引き起こし、形状変化後は5℃〜200℃の温度範囲内で温度を変化させてもその形状を維持することを特徴とする、繊維強化複合材料成形用マンドレル。
(もっと読む)
多方向繊維強化熱可塑性樹脂板及びその製造法並びに製造システムと加圧成形装置
【課題】 この発明は、熱可塑性合成樹脂を含浸させた繊維強化板を製造することを目的としたものである。
【解決手段】 この発明は、強化繊維束を熱可塑性合成樹脂繊維で被覆した複合組紐又は複合撚紐を並列し、該並列繊維を縦方向、横方向、斜方向に積層して一体状の繊維シートとし、該繊維シートの単数シート又は複数シートを加熱、加圧して前記熱可塑性合成樹脂繊維を溶融し、強化繊維入りの板状に成形したことを特徴とする多方向繊維強化熱可塑性樹脂板により目的を達成した。
(もっと読む)
FRP成形用強化繊維基材の賦形方法および賦形装置
【課題】従来、成形型上に樹脂を含浸させる前の強化繊維基材を載せて積層し、その後、バッグフィルムや成形型で覆い、その中に樹脂を注入し硬化させることで成形品を得たり、予め、樹脂を含浸させた機材を賦形型に積層し、予備賦形してプリフォームとし、成形型に入れて硬化成形させたりしていた。このとき、強化繊維基材を賦形する工程では、人手により基材を所定形状に賦形することが多く、生産性が低くコストが高い要因となっていた。本発明は、かかる問題点の解決を目的とするものである。
【解決手段】対向する少なくとも2つ以上の賦形型により挟み加圧するFRP成形用強化繊維基材の賦形方法であって、強化繊維基材の一部を固定した後、残り部分を賦形型に挟み加圧することを特徴とするFRP成形用強化繊維基材の賦形方法。
(もっと読む)
RTM成形装置および方法
【課題】比較的大型の繊維強化樹脂製品を成形するRTM成形において、ボイドのない高品質の成形品を効率よく短時間で成形可能なRTM成形装置および方法を提供する。
【解決手段】成形型のキャビティ内に強化繊維基材を配置し、該キャビティの外周に配置された樹脂注入ラインから樹脂排出ラインに向けてマトリックス樹脂を注入して該強化繊維基材に樹脂含浸後、加熱硬化させる繊維強化樹脂のRTM成形装置において、樹脂注入ラインが複数に分割形成されていることを特徴とするRTM成形装置、およびRTM成形方法。
(もっと読む)
防撓材及びその製造方法並びにその防撓材を用いたFRP構造物
【課題】 接着面積の増加とともに剥離強度(接着強度)を向上させることができる防撓材およびその製造方法並びにその防撓材を用いたFRP構造物を提供する。
【解決手段】 心材1と、該心材1の側面および上面を覆うように該心材1に接合された繊維強化プラスチックからなる補強部材2とからなり、該補強部材2が外側に拡大された脚接着部3を有するハット型断面を有する防撓材において、前記補強部材2の内側にあって、前記心材1の下部側面から下面にわたって下面の全部または一部を覆うように繊維強化プラスチックからなる第2の補強部材5を設ける。
(もっと読む)
プリフォームの製造方法、プリフォームの製造装置およびプリフォーム
【課題】3次元形状を有するプリフォームを、自動的、正確に効率良く製造するプリフォームの製造方法。
【解決手段】下記(A)〜(E)の工程を含むプリフォームの製造方法。(A)工程:強化繊維糸条がロール巻きの状態から基材を巻き出す巻き出し工程。(B)工程:強化繊維長手方向に対し所定のズレ角を持った方向に所定の間隔で裁断し、平行四辺形状の強化繊維基材を形成する裁断工程。(C)工程:各層内において互いに平行し、各層間では糸条が所定角度ずつズレを持った状態になるよう長手方向に連続したシート状の積層体を形成する積層工程。(D)工程:強化繊維基材の積層体を加熱し、樹脂材料(イ)を軟化させ、圧力を加えて強化繊維基材どおしを部分的に接着する接着工程。(E)工程:(D)工程の接着積層体を、所定の型に沿わせて変形させ該変形状態で加熱・加圧をすることにより該接着積層体を該型形状に賦形する賦形工程。
(もっと読む)
移動体用アンダーカバーおよびその製造方法
【課題】
低密度な繊維強化樹脂層と表皮層で構成されてなる、軽量性と力学特性だけでなく、吸音性にも優れた移動体用アンダーカバーと、その製造方法を提供する。
【解決手段】 少なくとも繊維強化樹脂層と表皮層で構成されてなるアンダーカバーであって、該繊維強化樹脂層が強化繊維の交叉位置に熱可塑性樹脂が配置された格子構造を有し、該繊維強化樹脂層の密度dが0.05〜1.0g/cm3の範囲内であり、前記の強化繊維の交点が熱可塑性樹脂で融着されてなる移動体用アンダーカバーで、この移動体用アンダーカバーは、繊維強化樹脂層と表皮層を含む成形用基材を、予め加熱して繊維強化樹脂層を厚み方向に膨張させた後、賦形することで製造することができる。
(もっと読む)
炭素繊維強化プラスチック成形体およびその製造方法
【課題】 炭素繊維の体積分率が低い炭素繊維強化プラスチック成形体、および、その製造方法を提供する。
【解決手段】 単繊維6000〜48000本で束ねられてなる炭素繊維束11が撚られ、螺旋状を呈する螺旋炭素繊維束13が所定に配列し、螺旋炭素繊維束13間に合成樹脂が硬化してなるマトリックスを含んでなる炭素繊維強化プラスチック成形体であって、螺旋炭素繊維束13は5〜30回/mのピッチであり、炭素繊維の体積分率は5〜50%である炭素繊維強化プラスチック成形体。
(もっと読む)
繊維強化複合材料の製造方法および繊維強化複合材料ならびにそれを用いた一体化構造部材
【課題】別の部材と容易にかつ強固に接着させることのできる、連続強化繊維基材を用いたRTM成形による繊維強化複合材料の製造方法および連続強化繊維基材に関する
【解決手段】連続強化繊維基材の表面の少なくとも一部分に熱可塑性樹脂を主成分とする熱可塑性基材を配置する積層工程と、前記熱可塑性基材を溶融させ連続強化繊維基材表面に熱可塑性樹脂の被膜を形成させる予熱工程と、熱硬化性樹脂の注入・硬化反応させる硬化工程とを含む繊維強化複合材料の製造方法である。また連続強化繊維からなる基材の表面の少なくとも一部分に熱可塑性樹脂の被膜が形成されている連続強化繊維基材であって、連続強化繊維基材から得られる成形品の表面に熱可塑性樹脂の層を形成させるための複合材料表層用連続強化繊維基材である。
(もっと読む)
繊維強化樹脂構造体の製造方法、繊維強化樹脂構造体、及び複合基材
【課題】 強度が高くかつ低コストな繊維強化樹脂構造体の製造方法、繊維強化樹脂構造体、及びこれらに用いる複合基材を提供する。
【解決手段】 本発明に係る繊維強化樹脂構造体の製造方法は、複合基材100を成形型内に配置する工程と、成形型内に未硬化の樹脂を供給する工程と、未硬化の樹脂を硬化させる工程と、を含み、複合基材100は、繊維基材20、繊維基材20上に互いに平行に配置された複数の繊維束50A、及び縫い糸70を備え、縫い糸70は繊維基材20と複数の繊維束50Aとを縫い合わせている。
(もっと読む)
複合材料の製造方法
積層体を製造する方法は、次の工程からなる。(a)樹脂で処理された実質的に単一方向布地からパッチを成形すること、(b)そのパッチの向きを不規則配置すること、(c)複数のパッチを成形機の周りに層状に分布させること、(d)樹脂処理の活性化によってパッチ層を融合すること。  (もっと読む)
(もっと読む)
高分子複合体の形成もしくは硬化方法
本発明によれば、加熱された蒸気の存在下、高分子複合体を形成もしくは硬化させる工程を含む、高分子複合体の形成もしくは硬化方法が提供される。 (もっと読む)
繊維強化されたプラスチックプレートの連続生産方法
第1のウェブ形状の繊維組織体(2)が繊維敷設装置に案内され、一つ又はいくつかの追加のウェブ形状の繊維組織体(7a、7b、7c)が繊維案内装置(3a、3b、3c)によって第1の繊維組織体上に直線状に並んで配置される。繊維案内装置(3a、3b、3c)の上流側又は下流側に組込まれた一つ又はいくつかの母材案内装置(7a、7b、7c)は、PBTの環状オリゴマーのような反応性出発物質等の母材出発物質を繊維組織体の複数の遊離層に案内するために使用される。母材出発物質からなる中間層によって、一回又は複数回にわたって被覆された複数層繊維ウェブ(6)は、連続プレス装置(12)に案内され、母材出発物質は低粘度の液体に変成される。複数層の繊維ウェブを加圧し、PBTからなるプラスチックプレート素材を生産することができる。  (もっと読む)
(もっと読む)
複合素子の製造方法
【課題】新規複合素子、および複合素子の改善された製造方法を提供する。
【解決手段】(i)2〜20mmの金属、プラスチック又は木材、(ii)10〜300mmのポリイソシアネート重付加物、及び(iii)2〜20mmの金属、プラスチック又は木材、を含む層構造を有する複合素子であって、層(ii)が予め成形されたポリイソシアネート重付加物(x)を含み、該ポリイソシアネート重付加物(x)が、ポリイソシアネート重付加物(xx)により層(i)及び(iii)に粘着結合し、ポリイソシアネート重付加物(x)が容量4〜1000cm3の多部分から構成される複合素子が得られた。
(もっと読む)
金型内で予備成形体を形成するための装置および方法
繊維予備成形体を形成する装置および方法は成形支持面上に繊維および結合材を分散し、それにより、材料が調整された後に成形支持面に対して塗布され、この成形支持面において複合材料が凝固する。繊維等の補強材料が熱可塑性材料または熱硬化性材料等の結合材と混合され、それにより、材料同士が付着する。その後、制御された所定の重量割合で粘着性混合物が支持面上に分散され、この支持面において、混合物が支持面に付着して冷却し凝固する。堆積された混合物は、繊維間に隙間を有するオープンマットになることができる。また、堆積された混合物は、完全に凝固する前に、最終的な所望の形状へと更に成形することができる。この方法によれば、溶媒の必要性およびそれに伴う問題が排除される。プロセスは、補強材料を所定位置に保持するための真空システムまたはプレナムシステムを必要としない。予備成形体は、部位や非対称形状を含む任意の形状に形成することができ、また、コンポジット成形品へと処理される間において金型内に残存することができる。 (もっと読む)
101 - 117 / 117
[ Back to top ]