
Fターム[4F204FB19]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (3,532) | 予め形成された挿入物等との一体化成形 (1,005) | 絵付け、ラベリング (16)
Fターム[4F204FB19]に分類される特許
1 - 16 / 16
両面コート成形品の製造方法
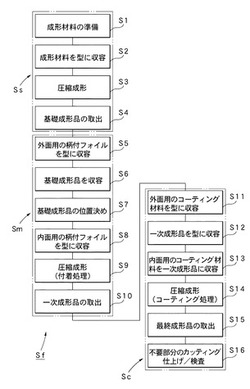
【課題】 製造時間の短縮による量産性向上を図り、かつ電力消費の低減による省エネルギ性向上に寄与するとともに、製造設備全体のコストダウン及びサイズダウンを図る。
【解決手段】 金型2に成形材料Rfを収容し、圧縮成形により一次成形品Mfを成形する一次成形工程(Sf)と、一次成形品Mfを金型2から取出した後、金型2にコーティング材料Rcを収容し、次いで、コーティング材料Rcの上に一次成形品Mfを再収容し、次いで、この一次成形品Mfの上にコーティング材料Rcを収容し、圧縮成形によりコーティング処理を行うことにより両面コート成形品Mを得るコーティング処理工程(Sc)と、を備える。
(もっと読む)
熱成形用加飾シート及び加飾成形品
【課題】熱成形後も親水性を発現でき、防汚性、耐久性に優れる加飾成形品を提供することにあり、そのような加飾成形品を提供できる熱成形用シートを使用した一体成形型加飾シートを提供する。
【解決手段】基材シート上に設けた、シラノール基および/または加水分解性シリル基とを有するポリシロキサンセグメント(a1)と、ビニル系重合体セグメント(a2)とが、一般式(3)で表される結合により結合された複合樹脂(A)を含有する樹脂組成物の硬化物を、三酸化硫黄含有ガスにより表面処理してなる熱成形用加飾シート、及び前記熱成形用加飾シートを用いた加飾成形品。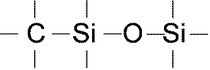
(3)
(もっと読む)
浴室用洗い場床

【課題】模様に方向性や規則性がある場合に、床パン本体の模様と排水口カバーの模様とがずれてデザイン性が損なわれることのないようにする。
【解決手段】排水口カバー側の模様シート60の少なくとも1辺には、他辺と異なる形状に形成され、当該模様シート60を成形型70内の所定の向きにセットする際の方向決めの指標を構成する方向規定部61が設けられている。これに対し、方向規定部61と対応する排水口カバーの辺のみに、当該排水口カバーを着脱するための取っ手用切り欠き部が形成されていることが好ましい。この場合、方向規定部および取っ手切り欠き部は同形状であることがさらに好ましい。
(もっと読む)
圧縮成形用再生メラミン樹脂材料、再生メラミン樹脂成形品、食器、及び再生メラミン樹脂成形品の製造方法
【課題】成形形状の対応性に優れ、圧縮成形によってもオーバーキュアが発生し難く、確実に固化するものであって、成形後の衝撃耐久性にも優れた圧縮成形用再生メラミン樹脂材料やこれを圧縮成形してなる再生メラミン樹脂成形品等を提供する。
【解決手段】再生メラミン樹脂成形品の粉砕粉末を主成分として含まない使用済メラミン樹脂成形品の粉砕粉末と、再生メラミン樹脂材料を含まないメラミン樹脂材料とが混合され、前記粉砕粉末の配合量が全重量比50〜65%である。再生メラミン樹脂成形品の圧縮成形用再生メラミン樹脂材料は全重量比0.5%以上の黒色着色剤を含み、成形後の表面全体に艶消しシボ加工1sが施される。
(もっと読む)
積層体を製造するための方法
本発明は、木材または木材材料から成るプレート状中心部と、中心部の少なくとも片面にある装飾層と、装飾層の上にある、アミノプラストから成る被覆層とを有する装飾模様付き積層体を製造するための方法であって、装飾層を取り付けるステップと、装飾層上に被覆層を形成するために、アミノプラスト前駆物質の水溶液から層を塗布するステップと、被覆層を少なくとも部分的に乾燥させるステップと、前記アミノプラストを加圧および加熱下で硬化させるステップとを含み、最終的な被覆層を形成するために、まず前記アミノプラスト前駆物質の溶液の一部を塗布し、そのようにして生成された部分層を乾燥させ、このステップを少なくとも2回繰り返す方法に関する。 (もっと読む)
ラベル付きプリフォーム、ラベル付き容器及びラベル装備付き圧縮成形機
【課題】PETボトルのキャップを外すことなく、プリフォームの金型番号などを識別すること。
【解決手段】PETボトルの容器本体2の前駆体としてのプリフォーム5を圧縮成形機により形成し、圧縮成形機のキャビティー型の内周部にラベル7を配設し、ラベル7を溶融樹脂とともに圧縮成形することによってプリフォームの外側底部にラベル7を装着する。ラベル7にはプリフォームを形成した金型の番号などを付して、識別できるようにした。
(もっと読む)
柄付け成形品の成形方法。
【課題】 基材にあらかじめ樹脂を含浸させる必要がなく、また、一体成形後にクリア塗装等で表面被覆をする必要がなく、耐久性に優れた柄付け成形品を提供する。
【解決手段】 樹脂が浸透可能な材料よりなる基材1の表面の一部に柄材2を固定したものを柄シート3として、この柄シート3に成形材料4を積層一体成形して表面に柄付けした柄付け成形品5を成形する。
(もっと読む)
熱硬化性樹脂による成形品の両面絵付け成形法
【課題】熱硬化性樹脂による成形品の内外両面に絵付けを、単体のキャビティ型とキャビティ割型の両方を採用して、コア型との型開閉により圧縮成形された成形体を上下に反転するなく行えるようにする。
【解決手段】コア型とキャビティ割型との型閉により熱可塑性樹脂の成形品の内体を圧縮形成し、型開により内体をキャビティ割型内に抱持してコア型から離型する。コア型と内体との間に絵付きフォイルを入れて型閉により内体内面に絵付けする。内体をキャビティ割型内に抱持してコア型から離型し、内体とコア型との間にコーティング材を入れて内体をコア型に保持したのち、キャビティ割型を単体のキャビティ型と交換する。キャビティ型とコア型との型閉により内体上の材料樹脂を圧縮して外体を成形し、外体と内体とによる内外二層の成形品の成形体を成形する。成形体とキャビティ割型との間に絵付きフォイルを入れて型閉により成形の外面に絵付けする。
(もっと読む)
加飾シート
【課題】 本発明は、外部離型剤を使用することなく、成形品の型離れ、毛羽立ち等の問題が生じず、成形品表面の親水性を破壊しない加飾シートを提供することを目的とする。
【解決手段】 本発明は、界面活性剤を含有し、浴室ユニット成形品の表面を加飾する加飾シートである。また、シートがDAP樹脂成形シートである加飾シートである。
(もっと読む)
カラー印刷された車両用内張り
車両の室内部品を製造する方法は、昇華染料(7)によって予め印刷されている紙またはフィルム(5)を使用する。この紙またはフィルム(5)は、構造部品(2)の上に配置された通気性の表面布(3)の表面に配置されて、集合体(1)を形成する。第1の工程において、この集合体を2枚の平板の間で所与の転写時間のあいだ加圧下で加熱して、像を紙またはフィルム(5)から表面布(3)へ転写させる。ついで、紙またはフィルム(5)は表面布(3)から取り除かれる。第2の工程において、残った集合体は冷間成型具において成型され、車両の室内部品に最終的な形状および欠陥のない視覚的態様を与える。本発明の車両部品は、250〜3000Nms-3の通気抵抗を示す。  (もっと読む)
(もっと読む)
マーク等の表示体を複合材料に固着する固着方法及びその製品
【課題】 マーク等の表示体を複合材料に固着する固着方法及びその製品の提供する。
【解決手段】(a)未硬化の複合材料20を準備し(b)マークなどの表示体を該複合材料の表面層上に当接して、(c)該複合材料を硬化し、マークと複合材料とを一体化して硬化する。
これによりマークなど物品は、予め成形型内に置いて、未硬化の複合材料を型内に充填して成形し、加熱硬化しても良い。マークなどの物品は、複合材料製品表面に面一になって形成されるため、摩擦などにより剥落したり、損傷することがない。
(もっと読む)
チップパネルの製造方法
【課題】 長期間にわたってチップ層の剥れや図柄の褪色がなく、精密な型は不用であるから費用も低減できるのに対し、細かい図柄を表すことが可能であるし、製造効率に優れている。
【解決手段】基板2の上面2Aに輪郭線3Aで下絵3を表し、輪郭線3Aに沿って複数本の係止ピン11を適宜の間隔で立設する。係止ピン11に紐状枠材21Aを係着することにより型枠21を形成し、成形型内で該型枠21の内側及び外側の基板2上にバインダーを混合したゴムチップを充填し、プレス型で加圧しながら加熱することにより、該チップを紐状枠材21Aと一体に固形化してチップ層31、31により図柄を形成する。
(もっと読む)
成形プロセスおよび製品
自動車部品を製造する成形プロセスにおいては、2つの金型のうち雌型部分(1)に、例えば、ステンレス鋼、スズ、ニッケル−スズ、銅、または亜鉛などの金属が溶射される。熱膨張補償層(3)が溶射された金型表面(1)に置かれ、樹脂含浸性の繊維材料層がそこに塗布される。得られた組立品は硬化され、それから金型の雌型部分から取り外される、もしくは、金型から取り外され、それから硬化される。合成部分の金属表面(2)は、例えば、研磨、コーティング、塗装、またはこれらの組合せなどのような更なる処理を施される。「ウインドー」は、金型部分の領域を金属で溶射されないままにしておくことによって製造される。このようにして、照明用パネル、アンテナ、または近接センサーが、完全に形成される。 (もっと読む)
熱硬化性樹脂成形装置
【課題】 4つの金型を必要とせず、凹金型のキャビ型と凸金型のコア型の一対のみを要する熱硬化性樹脂成形方法及び装置を提供すること
【解決手段】 対をなす第1金型及び第2金型と、前記第1金型及び第2金型を固着可能で独立して垂直移動可能な下金型ステーションと、前記第1金型及び第2金型を固着可能で位置固定の上金型ステーションと、組み合った前記第1金型及び第2金型を支持し反転させる金型反転部とを有し、前記第1金型及び第2金型によって、成形しかつ成形された材料の内外両面にグレーズコーテイングを行うことを特徴とする熱硬化性樹脂成形装置。
(もっと読む)
柄入り樹脂板及びその製造方法
【課題】立体感に富むカラフルな種々の図柄、模様を備えた、短納期で多品種少量生産の可能な柄入り樹脂板と、その製造方法を提供する。
【解決手段】樹脂板の内部に昇華性染料が浸透した柄層2を有する柄入り樹脂板Pであって、上記柄層2は互いに異なる色領域21,22が隣接し、その境界部分23が昇華性染料の熱拡散により混色して、隣接する色領域21,22よりも暗色となっている柄入り樹脂板Pとする。暗色の境界部分23が陰影のように見えて立体感に富むカラフルな柄が発現する。製造方法は、昇華性染料が浸透した互いに異なる色領域が隣接する柄層を樹脂シートの片面側に備えた柄シートと、樹脂プレートとを積層して熱圧着する際に、柄層の互いに異なる色領域の境界部分で昇華性染料を熱拡散させて混色させるようにする。
(もっと読む)
熱可塑性繊維のブランケット用表面処理
熱可塑性ブランケット(100)に緻密表面層(104)を形成するための装置及び方法を提供する。装置(10)は、第1及び第2連続ベルト(12、14)と、これらのベルトの間に構成された処理帯域(16)と、第1及び第2加熱及び緻密ユニット(18、20)と、加熱及び緻密ユニットから下流のクーラー(50)と、を含む。方法は、熱可塑性ブランケットの面に緻密表面層を形成する段階と、緻密表面層をもった熱可塑性ブランケットを厳密な寸法公差内の所望厚さにする段階と、を含む。緻密熱可塑性ブランケット製品をも開示する。  (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]