
Fターム[4F204FJ09]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 前段階の成形機からの直接供給 (290) | 押出機からの (140)
Fターム[4F204FJ09]に分類される特許
81 - 100 / 140
ウエザストリップの成形方法とその成形用金型
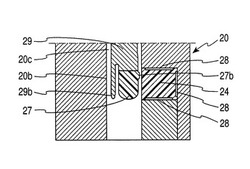
【課題】押出成形により成形した押出成形部の端部に型成形により型成形部を成形するに際して、押出成形部の端部の見栄えを良好に成形するウエザストリップの成形方法およびその成形方法に使用する成形用金型を提供する。
【解決手段】成形用金型20には押出成形部の端部を挟持する挟持部20bと、型成形部を形成するキャビティー20cを設ける。挟持部20bは押出成形部の端部に当接する挟持コア23、24、25を有し、挟持コアの少なくとも一部は熱伝導性の低い材料で形成し、押出成形部の端部を挟持部で挟持した後、キャビティーに型成形部を構成するゴム材料を射出又は注入しその後ゴムを架橋させて成形するウエザストリップの成形方法である。
(もっと読む)
プラスチックを含む廃棄物の成形品への成形方法

【課題】各種廃棄プラスチックと木屑や繊維屑、紙屑等の屑を破砕及び粉砕し、混合し、加熱流動化し、低コストで必要強度を有した再生プラスチック品を成形する。
【解決手段】各種のプラスチックPを破砕及び粉砕してサイロ等に貯蔵し、また木屑Wや繊維屑F、紙屑Kを破砕及び粉砕してサイロ等に貯蔵し、一時貯蔵された粉砕プラスチックP1及び粉砕屑W1〜K1を各々定量供給機10によってミキサーMに前者が70〜30重量%、後者が30〜70重量%となるように供給して撹拌混合し、該ミキサー又はこれに接続した混練り機械5において120〜300℃で加熱しながら混合し練り合わせて流動可能状態にし、この流動状態の中間生成物Nをプレス機PRに組み込まれた金型MMに押し出し注入して成形品にホットプレス加工する。各種プラスチックPから、ポリビニルクロライド等の塩素を含むプラスチックを除外する。
(もっと読む)
溶融樹脂塊の供給方法および装置
【課題】 圧縮成形用の雌型まで溶融樹脂塊を搬送する円筒状の移送ガイドからタイミング遅れなく確実に圧縮成形用の雌型の内に溶融樹脂塊を確実に落とし込むことができる溶融樹脂塊の供給方法および装置を提供することにある。
【解決手段】 圧縮成形用の雌型の上の筒状の移送ガイドの上にガスノズルヘッドを取り付け、ノズルヘッドの噴気口18より高圧気体を移送ガイドの収容室の上部領域に吹き込んで溶融樹脂塊15を確実に雌型の内へ落とし込むようにしたことを特徴とするものであり、これにより溶融樹脂塊が移送ガイドの収容室の内周面に貼着することなく、短時間に円滑に圧縮成形用の雌型の内に溶融樹脂塊を落とし込むことができ、落下時間のタイミングのばらつきがなく生産管理を容易にできる。
(もっと読む)
圧縮成形方法および装置
【課題】 圧縮成形用の雌型のキャビティまで溶融樹脂塊を搬送する円筒状の移送ガイドからタイミング遅れなく確実に圧縮成形用の雌型のキャビティ内に確実に落とし込むことができる圧縮成形方法および装置を提供することにある。
【解決手段】 圧縮成形用の雌型の上の筒状の移送ガイド内の圧力が圧縮成形用の雌型のキャビティ内の圧力よりも高くなるように設定したことを特徴とするものであり、それにより溶融樹脂塊が移送ガイドの収容室の内周面に貼着することなく、短時間に円滑に圧縮成形用の雌型のキャビティ内に溶融樹脂塊を落とし込むことができ、落下時間のタイミングのばらつきがなく生産管理を容易にできる。
(もっと読む)
充填材入りフッ素樹脂シートの製造方法および充填材入りフッ素樹脂シート
【課題】フッ素樹脂の充填率が低く充填材の充填率が高い場合であっても、高い応力緩和特性と高い気密特性(シール性能)とが両立した充填材入りフッ素樹脂シートおよびその製造方法を提供すること。
【解決手段】フッ素樹脂、充填材および加工助剤を含有するシート形成用樹脂組成物を、ロール温度を40〜80℃として圧延する工程を含み、該加工助剤が、分留温度が120℃以下である石油系炭化水素溶剤を30質量%以上(ただし、加工助剤重量を100質量%とする。)含んでなる
ことを特徴とする充填材入りフッ素樹脂シートの製造方法。
(もっと読む)
溶融樹脂供給方法及び溶融樹脂供給装置
【課題】溶融樹脂の揮発成分が搬送手段の表面に付着することなく、溶融樹脂供給装置を長時間、安定して稼働すること。
【解決手段】圧縮成形機の溶融樹脂供給装置の押出機の押出ユニット4は、押出ノズル30の押出開口35cから溶融樹脂11を排出する。押出ノズル30の外周部には、冷却用ガスを噴出するエア噴出ノズル35を設け、押出開口35cから押出された溶融樹脂11の表面へ向けて、溶融樹脂11面を冷却用ガスによって冷却するようにした。
(もっと読む)
圧縮成形システム
【課題】合成樹脂供給装置(6)における切断・保持手段(60、260)から落下せしめられる合成樹脂(58、158)を圧縮成形装置(2)における成形型手段(18、118、218)の雌型(20、120)の成形キャビティ(32)内の所要部位に充分精密に位置せしめることができる圧縮成形システムを提供する。
【解決手段】合成樹脂供給手段における切断・保持手段の回転中心軸線を圧縮成形装置における成形型手段の回転中心軸線とを合致させて、合成樹脂供給域においては成形型手段の雌型と切断・保持手段とが上下方向に整合した弧状軌跡を通して移動され、この際に切断・保持手段から雌型の成形キャビティ内に軟化乃至溶融状態の合成樹脂が落下されるように構成する。
(もっと読む)
円形樹脂管ジョイント並びにその製造方法
【課題】肉厚が均一で真円率が高く、管内面に止水材を有する円形樹脂管ジョイントの提供。
【解決手段】止水材を管内面に一体成形してなる樹脂管ジョイントであって、外金型3及び5をパリソン及び止水布をつけた内金型7を挟んで圧縮するに当たり、天蓋を有する一対のそれぞれ独立した圧縮機構10を有する外金型3を閉じた後、天蓋を有さない一対のそれぞれ独した圧縮機構10を有する外金型5を閉じて、樹脂管ジョイントを製造する。
(もっと読む)
樹脂成形装置
【課題】 吐出口にTダイが設けられた射出装置を用いて、Tダイを介して金型上に溶融樹脂を吐出し、次いで型締めすることにより平板状の製品を製造する樹脂成形装置において、型締めして成形する際に金型と溶融樹脂の間に空気が巻き込まれることを防止する。
【解決手段】 Tダイ3は、射出装置の吐出口に設けられている。溶融樹脂5は、Tダイ3の吐出口4から下金型2の上に吐出される。Tダイ3を退避させた後、上金型1と下金型2の間とを型締めして成形することにより、平板状の製品が得られる。Tダイ3の吐出口の形状は、横方向の寸法が縦方向の寸法よりも大きく、下辺が下に凸の曲線で構成され、且つ、縦方向の寸法が両端部から中央部に向かって次第に増大するように構成されている。
(もっと読む)
成形体の製造装置および製造方法
【課題】 超微細加工、高い寸法精度、低残留応力、低複屈折、高光透過性、優れた機械的強度を有する成形体を、超低圧の成形プロセスで、三次元、薄肉、かつ大面積の形状でもって提供可能な、成形体の製造装置および方法を提供する。
【解決手段】 本発明の製造装置1は、樹脂溶融部21、樹脂送出部22および吐出部23とを有する、下金型100に溶融樹脂を塗布する手段2;溶融樹脂をプレスするプレス手段3;プレス手段3の前段に設けられ、溶融樹脂の塗布時に下金型100を加熱する加熱手段4;および下金型100を移動させる移動手段5;を備え、加熱手段4によって下金型100を加熱し、移動手段5によって下金型100を移動させながら、手段2によって被塗布面に溶融樹脂を塗布し、下金型100を移動させ、プレス手段3によって溶融樹脂をプレスして樹脂の形状を整えながら冷却し固化させ成形体を得る。
(もっと読む)
多層シート成形製品の製造方法および装置
【課題】各単層Tダイから押し出されたシートを積層し、さらに圧縮成形する成形サイクルを自動化して、飛躍的に多層シートの製造効率を高める。
【解決手段】単層シートを押し出すTダイが層数分集合してなる複式Tダイ14の各Tダイ14a乃至14cにそれぞれ溶融樹脂を圧送し、各Tダイ14a乃至14cから押し出された単層シート16A乃至16Cを複式Tダイの外部で樹脂が溶融または半溶融状態のまま重ね合わせて積層し、多層のシート中間成形品16を成形し、さらに、シート中間成形品16を圧縮成形し、所望の形状に賦形された多層シート成形製品を得る。
(もっと読む)
樹脂成形装置
【課題】吐出口にTダイが設けられた射出装置を用いて、Tダイを介して金型上に溶融樹脂を吐出し、次いで型締めを行うことにより、樹脂製品を成形する樹脂成形装置において、溶融樹脂と金型の間に空気が巻き込まれることを防止する。
【解決手段】Tダイ3の下側に、Tダイ3から吐出された溶融樹脂1を受けて金型5上に流し込む樋状の部材4を配置するとともに、この樋状の部材4の底面に、溶融樹脂1の流れに対して垂直方向の断面において中央部が周縁部よりも低くなるように傾斜を与える。この例では、樋状の部材4の底面の断面形状が、V字状に形成されている。
(もっと読む)
樹脂成形装置
【課題】Tダイを介して金型上に溶融樹脂を吐出する樹脂成形装置において、金型上に吐出される溶融樹脂の量及び形状を安定させ、成形品の品質の向上を図る。
【解決手段】本発明の樹脂成形装置は、吐出口にTダイ1が設けられた射出装置を用いて、射出装置からTダイ1を介して金型上に溶融樹脂を吐出して型締めすることにより、樹脂成形品を製造する樹脂成形装置において、Tダイの吐出口2に、吐出口に接する断面で溶融樹脂を切断するようにカッター3を配置したことを特徴とする。
(もっと読む)
物体成形の装置および方法
プラスチックの用量(50)を圧縮成形するための軌道(P3)に沿って可動である成形手段(17)、前記用量(50)を前記成形手段(17)に転送するための転送手段(27)、前記転送手段(27)を前記軌道(P3)の追加的部分(T2)とほぼ同化する部分(T2)を有する追加的軌道(P2)に沿って動かすための、前記転送手段(27)に関連するアーム手段(41、141、241、341)、から構成される装置。 (もっと読む)
光学フィルムの製造方法
【課題】光学フィルムの転写性および離型性を両立できるようにする。
【解決手段】Tダイ12より押し出したポリカーボネート樹脂のフィルム10を、表面に彫刻形状が設けられ温度設定された成形ロール13と、温度設定された弾性ロール14との間に挟み、彫刻形状をフィルム10に転写した後、彫刻形状を転写したフィルム10を成形ロール13上に巡らせ、成形ロール13から剥離する。フィルム10のガラス転移温度をTgとしたとき、成形ロール13の表面温度の設定値をTg+20℃〜Tg+45℃の温度範囲とし、弾性ロール14の表面温度の設定値を20℃以上Tg以下の温度範囲とする。
(もっと読む)
成形体の製造装置および製造方法
【課題】超微細加工、高い寸法精度、低残留応力、低複屈折、高光透過性、優れた機械的強度を有する成形体を、超低圧の成形プロセスで、三次元、薄肉、かつ大面積の形状でもって提供可能な、成形体の製造装置および方法を提供する。
【解決手段】製造装置1は、樹脂溶融部10と、流入した溶融樹脂を規定量で送出する樹脂送出部11と、樹脂送出部11から送出された溶融樹脂を被塗布面に上方から塗布する吐出部12と、金型131,132から主に構成されている。この装置1により成形体を得る方法は、(1)金型を昇温し、(2)樹脂溶融部において熱可塑性樹脂を溶融し、(3)溶融樹脂を樹脂送出部に貯留させ、(4)樹脂送出部に貯留した溶融樹脂を規定量で送出させ、(5)送出した溶融樹脂を吐出部を用いて下金型の被塗布面に上方から塗布し、(6)前記塗布された樹脂をプレスして樹脂の形状を整えながら冷却し固化させる工程を有する。
(もっと読む)
合成樹脂製シートの成型装置
【課題】 成型される合成樹脂製シートの剥離性を向上させ、高品質の合成樹脂製シートを得ることのできる成型装置を提供する。
【解決手段】 互いに所定の間隔を保って設けられた複数のスリーブロール9,10,11間に回転自在に掛け渡した薄肉パイプ15と、薄肉パイプ15の一部分に対設して設けられた第一キャストロール2と、第一キャストロール2を回転駆動させる駆動源とからなり、薄肉パイプ15及び第一キャストロール2間に溶融合成樹脂材料を供給し、薄肉パイプ15及び第一キャストロール2で挟圧して合成樹脂製シートを成型する。薄肉パイプ15には、この薄肉パイプ15を冷却する冷却手段を設けてあり、その冷却手段はスリーブロール9,10,11内に冷媒を供給するようにしてなる。
(もっと読む)
流動性材料の投与量を処理するための装置および方法
分配開口(8)を通って出口方向(Z1)に沿って流動性材料を押し出すための前記分配開口(8)を有する押出デバイス(2)と、前記流動性材料から投与量(50)を分離するための切断手段(3)とを備え、前記切断手段(3)が、前記出口方向(Z1)に平行な移動要素によって可動である装置。 (もっと読む)
シート成形装置およびロール間隙制御方法
【課題】ロール間隙を一定に保ってシート成形を行っている状態下で、押出機よりの溶融樹脂の押出量が変動しても、ロール駆動モータの運転停止や溶融樹脂落下等のトラブルを生じることなくシート成形を自動的に続行できるようにする。
【解決手段】ロール間隙一定制御モードによってロール間隙を制御している状態下で、ロールに作用する押付荷重Pが予め設定された上限値Pmaxあるいは下限値Pminを超えた場合には、押付荷重一定制御モードに切り替える制御を行う。
(もっと読む)
シート成形装置およびその制御方法
【課題】ロール間隙調整を自動化し、立ち上げ作業や成形条件変更時の作業を容易化すること。
【解決手段】押付荷重一定制御下においてロール間隙の設定値と計測値との偏差に応じてシート引取速度(ロール回転速度)を制御する。
(もっと読む)
81 - 100 / 140
[ Back to top ]