
Fターム[4F204FJ09]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 前段階の成形機からの直接供給 (290) | 押出機からの (140)
Fターム[4F204FJ09]に分類される特許
41 - 60 / 140
樹脂シートの製造方法

【課題】樹脂シートの表裏面に保護フィルムをラミネートした状態でアニール処理しても樹脂シートが変形することがない。
【解決手段】溶融樹脂を型ローラ44とニップローラ46でニップしてシート状に成形した樹脂シートAの表裏面に保護フィルム52をラミネートした状態でアニール処理して成形時の残留歪みを除去する際に、保護フィルム52として粘着力が0.05〜0.3N/25mmの弱粘着層を有するものを用いる。
(もっと読む)
合成樹脂表皮材の製造方法

【課題】絞押された合成樹脂シートで製造される製品・部品の所定に位置・場所に所望の加飾(デザイン)を連続的に生産性よく施すのに好適な合成樹脂表皮材の製造方法の提供
【解決手段】長尺の合成樹脂シート10をアキュームレータ12を介して連続的に供給する第1の工程と、供給された長尺の合成樹脂シート10をプレス盤18Aと該プレス盤に対応する絞プレス盤18Bとの間で挟圧して絞押する第2の工程と、絞押された長尺の合成樹脂シートを裁断する第3の工程と、を有する合成樹脂表皮材の製造方法である。
(もっと読む)
インサート成形金型およびインサート成形装置並びにインサート成形方法
【課題】インサート成形金型およびインサート成形装置並びにインサート成形方法を提供する。
【解決手段】軸線Xに沿って配置されるインサート成形すべきインサート部品2に対し、軸線X側方から、型締め可能に配置される一対の型10a、10bを有する。
これら型10a、10bは、それぞれ、独立的に型締め動作可能に分割した、第1の分割型10a1、10b1と、第2の分割型10a2、10b2と、第3の分割型10a3、10b3とを備える。
(もっと読む)
成形体の製造方法
【課題】成形体のリングマークや光沢ムラ、転写ムラ等の不良の発生を抑制し、外観良好な成形体を製造する方法を提供する。
【解決手段】キャビティを形成するキャビティ面を有する一対の金型を、型締め方向のキャビティクリアランスが所定位置となるまで型締めを行う第一型締め工程と、前記金型を開きながら前記キャビティに熱可塑性樹脂を供給する供給工程と、前記熱可塑性樹脂の供給が完了するまでに、前記金型の型締めを行う第二型締め工程を有する成形体の製造方法であって、前記供給工程は少なくとも、前記金型の型開き速度を所定速度V1とする第一供給工程と、この第一供給工程よりも遅い速度V2で前記金型の型開きを行う第二供給工程と、を有するものとする。
(もっと読む)
溶融樹脂供給方法、溶融樹脂供給装置、溶融樹脂圧縮成形方法、溶融樹脂圧縮成形装置、及び合成樹脂製容器の製造方法
【課題】押出機から押し出される溶融樹脂を切断して圧縮成形型に供給し、圧縮成形によって所定形状の合成樹脂成形品を製造するにあたり、より高荷重の負荷が必要とされる合成樹脂成形品の製造にも好適に利用することができ、また、圧縮成形型に十分な精度をもって溶融樹脂を供給することができるのはもとより、圧縮成形型に供給された後においても、供給された溶融樹脂の位置精度が損なわれないようにする。
【解決手段】押出機20の押出口22を中心に配置された各搬送手段30が、押出機20の押出口22から押し出された溶融樹脂を、所定の長さごとに交互に切断しつつ、切断された溶融樹脂Dを、それぞれに設定された供給位置まで搬送し、それぞれと対になって設置された複数の圧縮成形型40のそれぞれに順次供給して圧縮成形する。
(もっと読む)
溶融樹脂カッター
【課題】押出機の押出口から押し出されて切断されたドロップの後側頭部の表層に、ズリ変形が生じるのを防止又は抑制することができるカッターを提供すること。
【解決手段】溶融樹脂供給装置のカッター28は、刃先30の断面形状が鋭角に形成され、刃先30は、刃先面の上面側には溶融樹脂の切断時に押出口側に面する逃げ面32を形成し、カッター面の下面側にはドロップの上端部と接触するすくい面33を形成している。カッター28の刃先30には、該刃先30から間隔を空けて、すくい面33に逃げ面32側に窪む凹部34を形成した。
(もっと読む)
プレス加工用中間体製造方法、及び該方法により製造される光学部材用中間体
【課題】高屈折率で線膨張率が小さい高品位な光学部品を、加熱プレス成形により高歩留まり、かつ高い生産性で製造することが可能なプレス加工用中間体及びその製造方法を提供すること。
【解決手段】粉粒体として供給される無機微粒子含有の熱可塑性樹脂を、分散液に均一に混合して懸濁液9とし、更にこの懸濁液9を体積計量投下し、計量投下後の懸濁液9から分散液を加熱蒸発させて中間体17を得ることで、高精度に計量された中間体17を得ることができる。
(もっと読む)
プレス加工用前駆体及びその製造方法
【課題】高屈折率で線膨張率が小さい高品位な樹脂成形品を、加熱プレス成形により高歩留まりで製造することが可能なプレス加工用前躯体及びその製造方法を提供すること。
【解決手段】粉粒体として供給される無機微粒子含有の熱可塑性樹脂を、加熱下で粉粒状態を残した凝集体23として押し出すか、型に投入して熱プレスにより粉粒状態を残した凝集体23とすることにより、所定の流動性を備えた凝集体であるプレス加工用前躯体21を得ることで、加熱プレス成形による製品化の際の成形性を向上させて、製品歩留まりを向上させることができる。
(もっと読む)
ローラダイの凹部付ローラ
【課題】修正が容易で、ランニングコストを低減できる構成のローラダイの凹部付ローラを提供する。
【解決手段】円筒の側面に、円筒の径方向に平行な平面で切ったときの断面形状が圧延加工された後のゴム部材Gの断面形状と同じ形状の凹部10kが形成された、ローラダイ10の上側のローラ10A(凹部付ローラ)を、回転軸取り付け孔10hが形成された肉厚の厚い円筒状の内側部材11と、上記内側部材11が嵌合される嵌合孔12Hを備え、円筒の外周面に上記凹部10kが形成された、肉厚の薄い外側部材12とから構成するとともに、上記内側部材11を上記外側部材12の上記嵌合孔12Hに挿入・固定して一体化して、上側のローラ10Aを作製するようにした。
(もっと読む)
樹脂シートの製造方法
【課題】 表明に微細な凹凸を有する比較的厚い樹脂シートを転写性良く製造すること。
【解決手段】 少なくとも、溶融した樹脂を連続的に運動している可動面に供給する第1工程と、前記第1工程で供給された樹脂を前記可動面で加圧してシート状にする第2工程と、前記第2工程でシート状にされた樹脂を可動面で冷却する第3工程と、前記第3工程で冷却された樹脂を可動面から剥離する第4工程と、からなる厚み1.3mm以上の樹脂シート製造方法において、
前記可動面が微細な凹凸形状を複数有しており、樹脂の平均降下速度が、40℃/秒以上であり、前記第2工程での加圧圧力を1MPa〜70MPa、前記樹脂のガラス転移温度がTg(℃)であるとき該第2工程で加圧された溶融樹脂の表面温度を(Tg−5℃)〜(Tg+10℃)となるように制御され、加圧時間が0.2秒〜2秒であることを特徴とする樹脂シートの製造方法。
(もっと読む)
1回分のプラスチック材料を搬送する装置
装置は、1回分のプラスチック材料(80)を圧縮成形機器(1)に搬送するよう設けられた搬送手段(8)を備え、この搬送手段(8)は、1回分の材料(80)を受ける収容手段(22)を備えている。搬送手段(8)は、収容手段(22)内に受けられるとともに、1回分の材料(80)を圧縮成形機器(1)に移送するために収容手段(22)に対して移動可能となっている移動促進手段(87)を備えており、移動促進手段(87)は少なくとも部分的に多孔質の材料から形成されている。  (もっと読む)
(もっと読む)
溶融樹脂圧縮成形装置及びダイヘッド並びに有底筒状体の製造方法及び樹脂製容器
【課題】押出機から押し出される溶融樹脂を切断し、成形型に供給してプリフォームを圧縮成形するにあたり、溶融樹脂の切断面に形成されるカッターマークの範囲が拡がってしまうのを抑止することができる圧縮成形装置、そのような溶融樹脂圧縮成形装置が備える押出機に取り付けるのに好適なダイヘッド、そのような溶融樹脂圧縮成形装置を利用した有底筒状体の製造方法、及びそのような有底筒状体の製造方法によって製造されたプリフォームをブロー成形してなる樹脂製容器を提供する。
【解決手段】押出機2に取り付けられるダイヘッド21に、切断刃301による溶融樹脂の切断方向に沿った方向に長軸X1を有する楕円状に開口する押出ノズル20を設け、この押出ノズル20から楕円柱長に溶融樹脂を押し出す。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】 成形工程の簡素化を図り、併せて成形の時間的効率および成形の熱効率の向上を図ることができる発泡樹脂成形品の製造方法を提供する。
【解決手段】 加熱溶融した発泡性樹脂組成物を押出ヘッド2から一対のシート状に押し出して分割形式の金型1、1間に溶融状態の発泡樹脂シート3、3として配置する。分割形式の金型1、1間には、表皮材5および芯材4を配置して、芯材4で補強された表皮付きの発泡樹脂成形品を成形する。芯材4は一対の発泡樹脂シート3、3の間に配置する。表皮材5は、一対の発泡樹脂シート3、3の一方の外面に対向させて配置して成形する。
(もっと読む)
樹脂の糸曳切断方法、樹脂の糸曳切断装置及び樹脂の成形方法
【課題】溶融樹脂を金型表面に塗布した後、塗布した樹脂を加圧して成形する溶融樹脂の微細転写プロセスにおいて、塗布した溶融樹脂と樹脂を塗布する装置との間に形成される樹脂残留物を良好な状態で切断する技術を提供する。
【解決手段】熱可塑性樹脂を溶融し、該溶融樹脂2をダイ開口部4から吐出しながら下金型表面5に塗布し、前記塗布した溶融樹脂を上金型18で加圧転写する成形方法において、前記ダイ開口部からの溶融樹脂の吐出を停止後、前記ダイ開口部からの溶融樹脂の吸引を行いながら、前記ダイ開口部を前記下金型表面から解離移動することにより、塗布を完了した位置で前記ダイ開口部と前記下金型表面上に塗布した溶融樹脂6との間に連続して形成される樹脂残留物7を延伸して薄い固体のフィルム状に変形させ、その後前記フィルム状に延伸された樹脂10をダイの幅方向にカッター14で切断する。
(もっと読む)
溶融樹脂供給装置
【課題】溶融樹脂を保持する保持ユニットに付着物が付着することを防止し、保持ユニットの清掃サイクルを短縮することができる溶融樹脂供給装置を提供する。
【解決手段】押出機から排出されてカッターによって切断された溶融樹脂を保持する開閉自在のホルダー22,23及び基部21を有する保持ユニット17を備えている。保持ユニット17は、ホルダー22,23を開放させて溶融樹脂を圧縮成形機の雌型に投下するようにした。基部21の内周面に上下方向に延びる複数の縦溝18を形成するようにした。
(もっと読む)
樹脂供給装置
【課題】カッターマークの両端部に形成される角形状の痕跡をプリフォームの成形時に消滅若しくはプリフォーム胴部の側壁まで及ばせなくさせることができる樹脂供給装置を提供すること。
【解決手段】圧縮成形機に溶融樹脂を供給する樹脂供給装置には、軌道上を回転可能に移動する保持ユニット17を備え、保持ユニット17には溶融樹脂の保持及び解放が可能な一対のホルダー22,23を備えている。カッターによる溶融樹脂の切断時に溶融樹脂の切断方向に対して直角方向へ向けて樹脂の切断面に直線状のカッターマーク29が形成される。一対のホルダー22,23による溶融樹脂の保持時に、カッターマーク29の端部をカッターマークの内側へ変形させる突部32,33をホルダー22,23の内周面に形成した。
(もっと読む)
ステム付きウェブを製造する装置、およびこの装置を通じて得ることのできるステム付きウェブ
ベース・ストリップと、ストリップから突き出て、ストリップの一部を形成する少なくとも1つのステム、特に、ストリップと同じ材料製の少なくとも1つのステムとによって構成される、ステム付きウェブであって、少なくとも1つのステムが、真直軸と、真直軸に垂直な一定の断面またはベースからステムの先端へと縮小する断面とを有する、ステム付きウェブにおいて、少なくとも1つのステムが、その軸に沿って測定される高さと、ストリップの平面に平行に測定されるその最大寸法に相当する幅とを有しており、幅が、0.05mm〜0.250mmの間にあり、ステムの高さとその幅との比が、少なくとも2よりも大きく、好ましくは3以上であることを特徴とする、ステム付きウェブ。 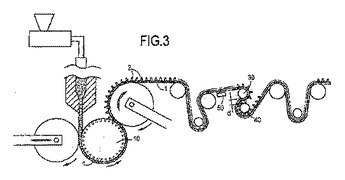 (もっと読む)
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 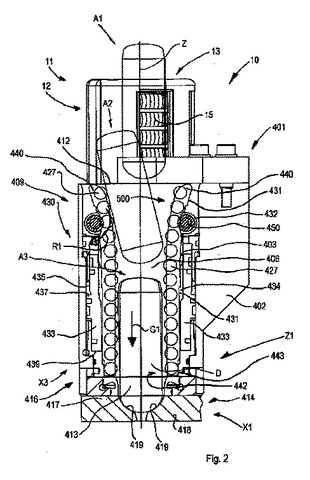 (もっと読む)
(もっと読む)
熱可塑性合成樹脂製シート又はフイルムの製造方法およびその装置
【課題】第2の支持ローラを移動させてキャスティングローラの外周面に対して接近離反することにより、熱可塑性合成樹脂製シート又はフイルムの種類に応じてキャスティングローラ外周面又は成形スリーブ表面に対する熱可塑性合成樹脂製シート又はフイルムが密着接触する距離を適宜調整可能とする。
【解決手段】フイルム若しくはシートFの種類を変更し、例えばアクリルのようにキャスティングローラ12の外周面と成形スリーブ15の表面からの剥離抵抗が大きい場合には、支持レバー26を回動することで第2の支持ローラ17を移動させてキャスティングローラ12の外周面から遠ざけて、キャスティングローラ12外周面、成形スリーブ15表面に対するこのシート又はフイルムFの密着接触距離Sを短く調整し、キャスティングローラ12外周面から、成形された熱可塑性合成樹脂製シート又はフイルムを引き取る。
(もっと読む)
フロアマットおよびその製造方法
【目的】 フロア基材の表層部に係着させる機能をもたせることで、フロア基材に対する強固なアンカー効果を発揮して、乗員の乗降時の負荷による位置ずれや浮き上がりおよび周縁部のめくれなどを確実に防止して、フロア基材の汚染や摩耗による損傷を回避するとともに、騒音の車室内侵入低減効果を高めることができるフロアマットを提供する。
【構成】 フロアマット1は、パイル構造のカーペット(表層材)2と、その裏面に接合される熱可塑性エラストマー(TPE)からなる裏ゴムシート(裏層材)3を備え、この裏ゴムシート3の裏面には、自動車の室内7においてフロアパネル8に沿わせて成形・敷設されたフロア基材9のパイル構造の表層部9bに係着可能なフック部4を設けた多数の突起60を形成する。
(もっと読む)
41 - 60 / 140
[ Back to top ]