
Fターム[4F204FJ09]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 前段階の成形機からの直接供給 (290) | 押出機からの (140)
Fターム[4F204FJ09]に分類される特許
21 - 40 / 140
樹脂封止装置及び樹脂封止方法
【課題】搬送の際に仮成形された樹脂の割れや欠損を低減すると共に、ランニングコストの低減が可能となる樹脂封止装置及びその方法を提供する。
【解決手段】粉粒体状樹脂102を仮成形し、仮成形樹脂を用いて金型160で被成形品を圧縮成形して樹脂封止をする樹脂封止装置100であって、粉粒体状樹脂102を載置する第1フィルム122を連続して金型160内に搬送する第1フィルム搬送装置114と、粉粒体状樹脂102を第1フィルム122上で加熱して所定の形状に仮成形する仮成形機112とを備える。
(もっと読む)
脂肪含有充填物質とともに使用するためのシール用ポリマー配合物
本発明は、特に脂肪含有充填物質のための容器施栓材のためのシール用インサートのためのポリマー配合物に関し、このポリマー配合物は、この充填物質の中への当該配合物の成分の移行が減少するような組成を有し、このポリマー配合物のショアA硬度は45〜95の範囲にあり、このポリマー配合物は、ASTM D395−97 方法Bと同様の圧縮変形試験において、70℃で30%〜90%の圧縮ひずみを示すことを特徴とする。 (もっと読む)
積層体の製造方法及び積層体、それを用いた包装容器

【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
帯状ゴム部材の製造方法とその装置
【課題】未加硫のゴム部材を圧延して成形される帯状ゴム部材を連続的にかつ安定して製造する方法とその装置を提供する。
【解決手段】押出機11から供給される未加硫のゴム部材を第1のロール12Aと第2のロール12Bとの間に供給して圧延し、帯状ゴム部材Tを連続的に製造する際に、第2のロール12Bに隣接して、第2のロール12Bとは逆方向に回転する第3のロール12Cを配置し、第2のロール12Bと第3のロール12Cとの隙間を通過して第3のロール12Cに巻取られた帯状ゴム部材T0の両端部をそれぞれ切断手段13でカットして、所定の幅WTの帯状ゴム部材Tを製造するようにした。
(もっと読む)
シール材を表面に塗布する方法および装置
シール材を表面に塗布する方法が開示されている。ここでは、環状構造物(30)が可塑化されたシール材から形成され、ついで表面に塗布される。上記の方法は、可塑化されたシール材が可変の幅を有する温度制御された環状ギャップ(26)に環状に導かれ、シール材全体が、環状ギャップ(26)から押圧され、ギャップ幅をゼロにまで急速に減少させることによって環状構造物に成形され、シール材が表面に被着するという点を特徴とする。 (もっと読む)
物体を搬送するための装置
装置が、プラスチックの投与量Dを圧縮成形することにより得られる物体8を成形ユニット5の成形手段7から搬送するための搬送手段9と、当該搬送手段9を回転可能に支持する支持手段2と、を備える。搬送手段9と成形手段7との間の衝突及び/または損傷を避けるべく、装置が、支持手段2に接続され、少なくとも成形ユニット5に相対的に近い第一作動位置Aと第二作動位置Bとの間で搬送手段9を移動させるように構成された移動手段3と、を備える。第一作動位置Aにおいては、搬送手段9は、物体8を搬送するために成形手段7と相互に作用し、第二作動位置Bにおいては、搬送手段9は、成形手段7と相互に作用しないように成形ユニット5から間隔を空けている。第一作動位置Aから第二作動位置Bへの搬送手段9の移動は、第一作動位置Aにおける成形ユニット5の回転運動の接線成分と同じ方向を向いた少なくとも1つの成分を有している。 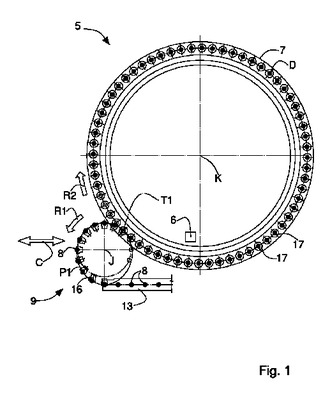 (もっと読む)
(もっと読む)
樹脂シートの製造装置及び樹脂シートの製造方法
【課題】パターンロールの周面に形成された微細なパターンを溶融樹脂シートに高精度に転写することが可能な樹脂シートの製造装置及び製造方法を提供する。
【解決手段】溶融樹脂シート3に転写するためのパターンが形成された周面を有するパターンロール4と、周面のパターン形成部の一部と所定の間隔をおいて対向する曲面部を有するブロック5を用意し、温度調節用の媒体流路53によって所定の温度に調節された曲面部とパターン形成部の間に溶融樹脂シート3を挟み込む。パターンロール4を回転させ、溶融樹脂シート3をブロック5の曲面部によりパターン形成部の方向に押圧し、曲面部とパターン形成部の間隔をパターンロール4の回転方向に向かって連続的に減少させながら、パターンを溶融樹脂シート3に転写する。
(もっと読む)
成形体及び成形方法
【課題】
解決しようとする課題は、従来のブロー成形のパリソン内に発泡ビーズを充填する方法は通常のブロー成形機では実施できず専用の装置を必要とし、装置が高価であることから非常なコスト高になってしまい、また、中空成形品にチップウレタンを重ねて、中空成形品単独では形成が困難な嵩高のものを形成する方法は安価ではあるが、発泡体と中空体とが基本的に別体なので在庫管理の手間が2倍かかるという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成される成形体に発泡体をインサート成形することにより前記課題を解決した。
(もっと読む)
フィルムとその製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、ロングラン製膜時においても光学むらが少ないフィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形するフィルムの製造方法であって、前記第一挟圧面が、少なくとも2つのゴムロールと、該少なくとも2つのゴムロールの外部に配置された金属ベルトとを含み、かつ、前記ゴムロールと前記金属ベルトとの間にバッファー補強層を有することを特徴とするフィルムの製造方法。
(もっと読む)
ベルト部材の製造方法、及びベルト部材
【課題】金型面の熱転写により周方向の筋目を形成しつつ、筋目の不十分な領域を無くして、クリーニングブレードによるクリーニング性能を安定して高く発揮できるベルト部材を提供する。
【解決手段】熱可塑性樹脂材料を厚さ100μm、周長800mmの円筒状に連続押し出し成形してチューブ材を形成する。その後、研磨工程でチューブ材を一方向に一定速度にて回転させつつ、#2000のラッピングテープに摺擦させて外周面に周方向の筋目を形成する。その後、熱転写工程を行って、周方向の筋目に仕上げた金型面に、加熱状態でチューブ材の外周面を押し付けて周方向の筋目を熱転写する。
(もっと読む)
熱伝導性成形体及びその製造方法
【課題】熱伝導性成形体及びその製造方法において、簡単な組成で金属と同等以上の高い熱伝導率を持ちながら有機合成樹脂並みに軽く、低コストである素材を製造できること。
【解決手段】切断工程(a)において炭素繊維が所定長さの短繊維2Aに切断され、整列工程(b)において短繊維2Aがプレス金型10内に整列させられ、流入工程(c)において短繊維2Aが整列したプレス金型10内に液状エポキシ樹脂3Aが流入させられ、プレス工程(d)においてプレス金型10,12によって液状エポキシ樹脂3Aが整列した短繊維2Aとともに整列した方向と垂直な方向にプレスされ、短繊維の間及び単繊維の束である短繊維の中に入り込むとともに、圧縮されて液状エポキシ樹脂3Aの占める体積が必要最小限となる。その後、硬化工程(e)において液状エポキシ樹脂3Aが硬化することによって、全体に表面硬度と強度とが付与されて、熱伝導性成形体1Aが得られる。
(もっと読む)
光学的平滑ライト・ガイドの製作
ライト・ガイドの製作に関する実施形態を提供する。開示する実施形態の1つでは、 押し出し成型品を形成するために、熱可塑性ポリマーをダイを通じて押し出すステップと、押し出し成型品を1つ以上の固定寸法に加工するステップと、押し出し成型品に圧力を加えている間、押し出し成型品の面を軟化または溶融するために、この押し出し成型品の面を、加熱モールド面と接触状態に維持するステップとを備えている。 (もっと読む)
XYZテーブル装置
【課題】本発明は、X,Y軸方向に移動し、Z軸方向に揺動するXYZテーブル上に可塑化部と吐出部を設け、待機状態の時にXYZテーブルの前部から吸引した空気でXYZテーブルを冷却し、吐出状態の時に後部から吸引した空気で駆動装置カム部を冷却することを目的とする。
【解決手段】本発明によるXYZテーブル装置は、架台(2)上に設けられXYZテーブル(33)の下方に位置するフレーム(60)と、架台(2)の下部に設けられた空気吸引手段(73)と、フレーム(60)とXYZテーブル(33)の両端に位置する前端側開口(62)及び後端側開口(64)とを備え、待機状態と吐出状態の時に、前記各開口(62,64)を介して吸引した空気によりXYZテーブル(33)、駆動装置カム部(71)及び駆動装置(72)を冷却する構成である。
(もっと読む)
熱可塑性溶融樹脂の塗布による成形体の製造装置および方法
【課題】樹脂毎や使用条件毎の調整を不要とすると共に起動時や設定温度変更後などの温度の安定化を待たずに高精度の塗布を行うことができる熱可塑性溶融樹脂の塗布による成形体の製造装置および方法を提供する。
【解決手段】共通架台3上に塗布装置1および成形装置2が並置されており、塗布装置1は、共通架台3に設置された移動架台6と、移動架台6に設置された可塑化部4と、可塑化部4の先端に連結されたTダイ5を有し、Tダイ5が可塑化部4に対して同軸上に配置されている。
(もっと読む)
無線制御による成形品の形成方法
本発明は、無線制御によって成形プラスチック製品を形成する方法及び成形システム(1)に関する。成形システムは、1以上の自己推進キャリッジ(15)のキャリッジコントローラ(45)との無線通信に従事するように構成される主コントローラ(12)を有する。各キャリッジ(15)は、キャリッジの位置を特定するキャリッジ位置表示器(62)を有しており、キャリッジの位置は、キャリッジコントローラ(45)にほぼ連続的に送信され、その後、キャリッジコントローラから主コントローラ(12)にほぼ連続的に無線で通信される。主コントローラ(12)は、各キャリッジコントローラ(45)に位置指令(例えばポリマー導入ステーション位置指令)を無線で通信し、各キャリッジコントローラ(45)は、対応して、少なくとも1つのキャリッジを位置決めするために、各キャリッジのそれぞれの推進システム(30)に作動位置命令を提供する。主コントローラはまた、成形システムの状態に応じて、特に、成形システム内の様々なキャリッジの位置に応じて、成形システムの他の第2のコントローラに指令を提供する。例えば、キャリッジ(15)がポリマー導入ステーション(18)に位置決めされると、主コントローラ(12)はポリマー導入コントローラ(68)に1以上のポリマー導入指令を通信し、その後、ポリマー導入コントローラ(68)は、例えば押出成形機などのポリマー導入装置(71)に作動ポリマー導入命令を提供し、その結果、型(24)の内側型面(27)に接触するようにポリマー合成物を導入し、及び従って、成形品を形成する。 (もっと読む)
シート成形装置のトラブル解消方法及びシート成形装置
【課題】より迅速にトラブルを解消できるようにする方法及び装置を提供する。
【解決手段】塑性変形可能材料Wを押し出す材料供給部1と、塑性変形可能材料Wをシート状に成形する上下一対のロール21a,21bを設けた材料圧延部2を設け、材料供給部1と材料圧延部2との間に、材料供給部1から押し出された塑性変形可能材料Wを一時的に貯留して材料圧延部2に受け渡す材料貯留部3を設け、予め一対のロール21a,21bを互いに近接離間自在に設けておいて、材料圧延部2での塑性変形可能材料Wの詰まり検出に基づいて、一対のロール21a,21b間の隙間をシートの成形予定厚よりも広げ、一対のロール21a,21bの少なくとも一方を正回転方向に駆動回転させながら材料貯留部3に貯留する塑性変形可能材料Wを一対のロール21a,21b間に押し込む。
(もっと読む)
多層構造体
【解決課題】機能性樹脂から成る層がその機能を充分に発揮し得る位置に形成された多層構造体を提供することである。
【解決手段】熱可塑性樹脂から成る基材樹脂層及び機能性樹脂から成る機能性樹脂層を有する多層構造体において、前記機能性樹脂層が第一の機能性樹脂から成るシェル層で基材樹脂又は第二の機能性樹脂から成るコア層を被覆して成り、前記基材樹脂層が機能性樹脂層を内包する多層構造を有し、圧縮成形により成形されていることを特徴とする多層構造体。
(もっと読む)
熱可塑性樹脂フィルム、その製造方法、偏光板および液晶表示装置
【課題】光学発現性が良好であり、位相差の傾斜構造を有し、光学特性の耐久性が良好なフィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂と添加剤とを含む組成物を溶融混練する工程と、溶融混練した組成物を該熱可塑性樹脂のガラス転移温度以下に冷却して固化する工程と、固化した組成物を含む熱可塑性樹脂含有組成物をダイから溶融押出しする工程と、溶融押出しされた溶融物を挟圧装置を構成する第一挟圧面と第二挟圧面の間に連続的に挟圧してフィルム状に成形する工程とを含み、前記挟圧装置によって該溶融物にかかる圧力が20MPa〜120MPaであり、かつ、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くする。
(もっと読む)
軟質シートの製造方法
【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
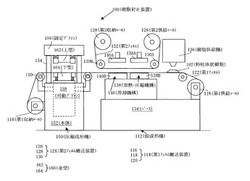
圧縮成形装置及び圧縮成形方法
【課題】成形型に供給する合成樹脂の偏りを抑制し、さらには圧縮成形する合成樹脂の形状をこれから成形しようとする前成形体の形状に成形しやすくすること。
【解決手段】雌型31は、可動ロッド34と可動ロッド34を囲繞する雌型本体33とを含み、雌型本体33には上方に開放されたキャビティー孔33aが形成されており、可動ロッド34は通常位置と通常位置よりも上方に移動された上昇位置との間を昇降動する。合成樹脂の切断・保持ユニット14は、合成樹脂8の下端を挟持部材15,16から下方へ突出させ、雌型31の直上方に移送されると、挟持部材15,16を下降させて、合成樹脂8を載置する可動ロッド34の載置面34aの所定位置に合成樹脂8の下端を当接させ、さらに合成樹脂8を下端側へ押圧する。
(もっと読む)
21 - 40 / 140
[ Back to top ]