
Fターム[4F205GF29]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (1,722) | 供給方法、装置 (1,256) | 流下、落下 (15)
Fターム[4F205GF29]に分類される特許
1 - 15 / 15
円筒部材の製造方法
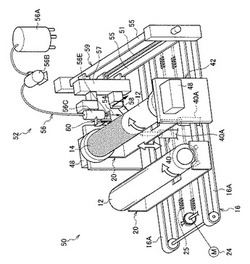
【課題】液体が液垂れすることによる不良品の発生を抑制する。
【解決手段】芯体12への塗布が終了した後、遮断部材62を芯体12の塗布開始端側に向かって遮蔽位置へ移動させる。これにより、吐出部56Cのノズル56Eと芯体12との間が遮蔽された状態とする。
(もっと読む)
シームレスベルトの製造方法と製造装置

【課題】量産性に優れた、熱可塑性樹脂を主成分とするシームレスベルトを製造することが可能な製造方法を提供する。
【解決手段】第1の円筒と第2の円筒の間隙に環状ダイの吐出口から熔融体を押し出す工程と、第1及び第2の円筒で熔融体を挟持する工程と、第1及び第2の円筒と、環状ダイとを軸方向に相対移動させて筒状の層を形成する工程と、筒状の層と、第1または第2の円筒の内壁とで少なくとも構成される空間に気体を充填する工程と、筒状の層を固化させる工程と、環状冷却型を環状ダイに向かって移動させて吐出口から筒状の層まで延びた熔融体に環状冷却型を接触させる工程と、環状冷却型で熔融体を冷却させて吐出口を封止する工程と、筒状の層を切り離す工程と、冷却固化された熔融体を、第1の円筒及び第2の円筒で挟持する工程と、を有する。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】熱可塑性樹脂を主成分とするシームレスベルトの生産効率を改善することのできる製造方法を提供する。
【解決手段】第1の円筒と第2の円筒との間に形成された間隙に環状ダイから熔融体を押し出す工程と、間隙に押し出された熔融体を、第1の円筒及び第2の円筒で挟持する工程と、熔融体を挟持した状態で第1及び第2の円筒と、環状ダイとを軸方向に相対移動させて筒状の層を形成する工程と、筒状の層と、第1または第2の円筒の内壁とで少なくとも構成される空間に気体を充填する工程と、筒状の層を固化させる工程と、該第1の円筒または該第2の円筒に埋め込まれた環状の加熱機構で、環状ダイから押し出された熔融体と筒状の層との接続部分を周方向に連続して加熱する工程と、筒状の層が、加熱機構に対向する位置に達したことを検知する工程と、空間に充填される気体の圧力を高くすることによって接続部分を切断する工程と、を有する。
(もっと読む)
電子写真用ベルトの製造方法
【課題】熱可塑性樹脂を含む樹脂組成物からなる表面性および形状精度に優れた高品位なシームレス形状の電子写真用ベルトを低コストで製造する方法を提供する。
【解決手段】明細書中に定義される製造装置を用いた電子写真用ベルトの製造方法であり第1及び第2の円筒の対向する端部の間の間隙に環状ダイから熔融体を押し出し樹脂組成物を該環状ダイから該間隙まで連ならせる工程と該樹脂組成物を該対向する端部で挟持して円筒内の気体の連通を遮断する工程と該第1の円筒の内壁に筒状の層を形成する工程と該筒状の層の内面と該第2の円筒の内壁とで少なくとも形成される空間に気体を充填して該筒状の層を該第1の円筒の内壁に密着させる工程と該筒状の層の内側に密閉空間を形成する工程と該密閉空間に気体を充填して該筒状の層を第1の円筒の内壁にさらに密着させる工程と該筒状の層を固化させる工程とを有する。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】熱可塑性樹脂を主成分とする、高品位なシームレスベルトを低コストで製造することのできる製造方法を提供する。
【解決手段】第1の円筒と第2の円筒とを、第1の円筒及び第2の円筒の互いに対向する端部が間隙を有するように配置し、間隙に環状ダイから熔融体を押し出す工程と、間隙に押し出された熔融体を、第1及び第2の円筒の互いに対向する端部で挟持して、第1の円筒と第2の円筒との間での円筒内の気体の連通を遮断する工程と、熔融体を挟持した状態で第1及び第2の円筒と、環状ダイとを軸方向に相対移動させて第1の円筒または第2の円筒の内壁に熔融体を塗布して熔融体の筒状の層を形成する工程と筒状の層と、第2または第1の円筒の内壁とで少なくとも構成される空間に気体を充填し、気体の圧力で筒状の層を第1の円筒4または第2の円筒7の内壁に密着させる工程と、筒状の層を固化させる工程と、を有する。
(もっと読む)
樹状π共役系高分子からなるハニカム構造体、及びその製造方法
【課題】ポリ(パラフェニレンビニレン)のようなπ共役系高分子にBreath Figure法(BF法)を適用し、ハニカム構造体を得るにあたり、他のモノマー単位との共重合体化や側鎖の導入による誘導体化などの化学的修飾をすることのない、新たなアプローチを提供する。
【解決手段】本発明は、樹状π共役系高分子からなるハニカム構造体及びその製造方法に関する。樹状構造を有するπ共役系高分子に採用することにより、BF法を適用しπ共役系高分子からなるハニカム構造体を得ることができた。本発明はまた、樹状芳香族π共役系高分子、特に樹状ポリ(フェニレンビニレン)からなるハニカム構造体を光硬化又は熱処理することにより得られる、ハニカム構造を有する硬化物又は炭素質材料に関する。
(もっと読む)
溶液製膜方法及びカワバリ防止装置
【課題】流延ビードの両端部に対して凝固防止液を安定且つ精度良く供給する。
【解決手段】流延ダイ36の吐出口36aから流延ドラムにドープを流延する。吐出口36aと流延ドラムとの間には流延ビード40が形成される。吐出口36aに対して流延ドラムの走行方向(X方向)の下流側には、ノズル43と誘導路44とが設けられる。誘導路44は流延ダイ36のテーパー面36dに形成される。ノズル43は、凝固防止液41を誘導路44に供給する。凝固防止液41は誘導路44の下端部44bまで案内される。下端部44bに到達した凝固防止液41は、吐出口36aの端部E近傍に液溜り41aを形成する。この液溜り41aにより凝固防止液41が流延ビード40の両端部に対して確実に供給される。
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】流延膜表面での故障発生に応じて、ドープの吐出口に付着した異物を取り除く。
【解決手段】ポリマー11と溶剤12とを含むドープ15に所望とする添加剤を含有させた流延用ドープを調製する。流延用ドープをフィードブロック50で合流させた後に、流延ダイ51の吐出口から支持体54上に共に流延して、複層の流延膜61を形成させる。支持体54から流延膜61を剥ぎ取り、乾燥させてフィルム18とする。製膜中、故障検出機80でフィルム18の表面に発生した故障を検出する。故障検出時には、コントローラ83に検出された故障に基づく故障信号が送られ、溶剤ガス供給装置53から溶剤12の蒸気を含む溶剤ガスが吐出口の全幅領域に送られる。溶剤ガスの供給は、蒸気を液化させない範囲で高濃度に保持するよう行なわれる。これにより、製造時間のロスや危険を伴うことなく異物を溶解し、除去することができる。
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】ドープが流出されるスリットの近傍に異物が付着するのを抑制する。
【解決手段】ポリマーと溶剤と添加剤とを混合したドープの中に、更に添加剤を含有させた外層用ドープと、添加剤を含有させない基層用ドープとを用意する。各ドープをフィードブロック50に送りこの内部で合流させた後に、流延ダイ51の先端に形成されたスリット出口85から走行する支持体54上に共に流出させて流延ビード93を形成し、支持体54上に複層構造の流延膜61を形成する。送風ユニット53からスリット出口85であり、かつ流延ビード93の幅方向全領域に向けてドープに含ませた溶剤の上記を含む溶剤ガスを送り、スリット出口85付近で溶剤ガスを液化させない範囲で高濃度に維持する。このような雰囲気下ではドープの乾燥が防止されるため、スリット出口85の幅方向全領域に渡って異物の付着が抑制される。
(もっと読む)
スラッシュ成形表皮材の製造方法及びスラッシュ成形型
【課題】成形された表皮材から不要部分を容易にかつ確実に取り除くようにする。
【解決手段】加熱された型成形面37に粉体樹脂原料を供給して付着溶融させて溶融樹脂層を形成し、溶融樹脂層を冷却硬化することでスラッシュ表皮材を成形するスラッシュ成形型35において、張出部35cを型成形面37の製品形状部外周縁に全周に亘って型内方に張り出し形成する。溶融樹脂層の冷却硬化過程で先端を上に向けた姿勢に保持される断面三角形状の突条部39を張出部35cの型成形面37側中程に製品形状部外周縁に沿って全周に亘って一体に突設する。
(もっと読む)
無端ベルトの製造方法
【課題】芯体からの抜き取りが容易な無端ベルトの製造方法、及び該製造方法により得られる無端ベルトを提供する。
【解決手段】円筒状芯体を該円筒状芯体の軸を中心に周方向に回転させ、該回転している円筒状芯体の外周面に第一の皮膜形成樹脂溶液を流下して、平滑化部材により平滑化し第一塗膜を形成する第一塗膜形成工程と、該回転している円筒状芯体の外周面の、第一塗膜の該円筒状芯体の軸方向外側に、第二の皮膜形成樹脂溶液を流下して、平滑化部材により平滑化し第一塗膜と隣接する第二塗膜を形成する第二塗膜形成工程と、前記第一塗膜及び第二塗膜を加熱して、第一樹脂皮膜及び熱膨張率が前記第一樹脂皮膜の熱膨張率より小さい第二樹脂皮膜を形成する樹脂皮膜形成工程と、該第一樹脂皮膜及び第二樹脂皮膜を円筒状芯体から抜き取る抜き取り工程と、を有することを特徴とする無端ベルトの製造方法、及び該製造方法により得られる無端ベルト。
(もっと読む)
表皮積層樹脂成形品の成形方法
【課題】表皮積層樹脂成形品において、注入樹脂圧に起因する成形後の表皮の凹凸の発生の防止と、積層表皮の注入樹脂層に対する接合強度確保との両立を簡単な方法により図る。
【解決手段】ソリッドな最表皮層5成形用の第1パウダー14と、この第1パウダー14に比して溶融時粘度が高く、平均粒径が大きく、軟化点が低い、ソリッドな裏面側表皮層6成形用の第2パウダー15とを混合し、第1パウダー14と第2パウダー15との混合パウダーを用いてスラッシュ成形して最表皮層5と裏面側表皮層6とからなる表皮4を成形する。この表皮4を一方の成形型31にセットした状態で裏面側表皮層6上に、軟化点が第2パウダー15の軟化点以上に加熱した接着剤34(注入樹脂材)を注入して充填する。
(もっと読む)
パウダースラッシュ成形方法及び装置
【課題】インストルメントパネルの表皮材等の成形において、部分的な厚みのコントロールが容易に可能で、厚み偏差をなくし、助手席側は所定の肉厚を確保して、運転席側の肉厚を薄肉化でき、またブロッキングパウダーの除去作業を簡略化できるようにする。
【解決手段】金型10の開口側に対向して樹脂パウダーRを収容する材料箱20を固定しておき、この金型10と材料箱20を回転させて、材料箱20内の樹脂パウダーRを金型10に供給して内表面13に付着させて表皮成形品を成形する場合に、材料箱20の開口部22に金網30を付設しておいて、樹脂パウダーRの金型10内への落下供給を制限しながら成形する。
(もっと読む)
シームレスベルトおよびその製造方法
【課題】 高弾性率で厚み精度の非常に良いシームレスベルトを安価に成形し、画像形成装置に用いられる中間転写体において、高速化になっても画像ムラのない優れた中間転写体を提供することを目的とする。
【解決手段】 環状ダイス2より押出された中空状樹脂溶液4を筒状金型1内面に塗布し溶媒を乾燥して形成されたシームレスベルトであって、該中空状樹脂溶液4内部に気体3を注入して膨張させるとともに、前記筒状金型1の中心と前記環状ダイス2の中心とをずらすことによって厚みが制御されたことを特徴とする。ここで、前記シームレスベルトの厚みバラツキが15μm以下であり、引張弾性率が2000Mpa以上であることを特徴とする。
(もっと読む)
プラスチゾル組成物およびその成形品
【課題】優れた成形性を示し、機械的物性が優れた成形品を与えるプラスチゾル組成物を提供する。
【解決手段】重合体微粒子(P)を含むプラスチゾル組成物であって、25℃での粘度がせん断速度2.6sec-1において15Pa・s以下であり、その成形品の式(1)で表されるパラメーターI(T)が60℃〜100℃の範囲内において0.01以上であるプラスチゾル組成物;及びこのプラスチゾル組成物をスラッシュ成形法、ディップ成形法またはローテーション成形法により成形して得られる成形品。I(T)=G'(T)−5×106e-0.0189T(1)[G'(T)はプラスチゾル組成物を成形して得た成形品の温度Tにおける貯蔵弾性率(Pa)、温度Tは摂氏温度(℃)]
(もっと読む)
1 - 15 / 15
[ Back to top ]