
Fターム[4F205HF46]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (663) | 供給量の調整 (15)
Fターム[4F205HF46]に分類される特許
1 - 15 / 15
高圧ガスタンク、及び高圧ガスタンクの製造方法
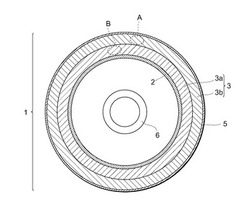
【課題】タンクライナを透過したガスに起因するガス放出音を抑制することが可能な高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、タンクライナ2の外周に、熱硬化性樹脂を含浸させた繊維を巻きつけることにより繊維強化樹脂層3を形成してなるものであり、繊維強化樹脂層3は、タンクライナ2側に形成された内側層3aと、その外周に形成された外側層3bとを有し、内側層3aは緻密な層として形成する一方で、外側層3bは、内側層3aよりも多数の空隙を内在させたことにより、密度の低い層として形成されている。
(もっと読む)
樹脂基複合材の製造方法

【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
樹脂塗工・注入システム
【課題】複合材料用に樹脂を塗工・注入するためのシステムに関し、個々の繊維トウに樹脂を制御可能なシステムを提供する。
【解決手段】樹脂4を1以上の繊維トウ2に塗工し、繊維トウに樹脂を注入するための塗工・注入システム10であって、各々の繊維トウはそれぞれの繊維スピードで移動する。この塗工・注入システムは、それぞれ1つの繊維トウに樹脂を堆積させるように構成された1以上のノズル12を含む堆積・注入システム11を有す。このシステムはさらに、それぞれ1つの繊維トウの繊維スピードに関連して各々のノズルを通る樹脂の流速を制御するように構成されたコントローラー14を有する。
(もっと読む)
フィラメントワインディング装置
【課題】複数の繊維束をマンドレルに対して同時に巻き付けて、フープ巻層を短時間で形成する。同時に、マンドレルに対して巻き付けられる複数の繊維束の巻付方向を好適化してフープ巻層を高強度化する。
【解決手段】マンドレルに繊維束を供給するフープ巻き用のヘッドユニットを備えている。ヘッドユニットは、複数個の単位ヘッドをマンドレルの中心軸に沿って配置して構成する。単位ヘッドは、巻掛テーブルと、巻掛テーブルを回転自在に支持するフレームと、巻掛テーブルに配置される複数個のボビンと、巻掛テーブルを回転駆動するテーブル駆動構造とを含む。以て、個々の単位ヘッドから供給される複数の繊維束をマンドレルに巻き付けて、繊維束の巻方向が正方向と逆方向とに異なる複数のフープ巻層を交互に形成する。
(もっと読む)
フィラメントワインディング装置のテンション機構
【課題】FW装置のニップ式テンション機構において、上流に滞留した欠点を通過させる。
【解決手段】走行する繊維束Rに対して張力を付与するフィラメントワインディング装置のテンション機構40であって、前記テンション機構40は、前記繊維束Rの走行方向に沿って配置され、各々繊維束Rのニップと開放との切り替えを行う第1ニップ機構40aと第2ニップ機構40bとを含み、前記第1ニップ機構40aと前記第2ニップ機構40bは、前記繊維束Rのニップと開放とを各々交互に切り替え、かつ、前記第1ニップ機構40a及び前記第2ニップ機構40bの少なくとも一方は前記繊維束Rをニップした状態とする。
(もっと読む)
繊維強化プラスチック成形体の製造装置
【課題】最表面樹脂の厚みを迅速に均一に制御することのできるFRP成形体の製造装置を提供する。
【解決手段】回転体50を所定の速度で回転させる回転部53と、回転体50に樹脂含浸繊維Fを複数層巻き付ける巻付部40と、を備えた繊維強化プラスチック成形体の製造装置1を提供する。回転部53は、樹脂含浸繊維Fの巻き付け後に、回転体50を巻き付け時よりも高速回転させ、樹脂含浸繊維Fの最表面の樹脂511の少なくとも一部を回転体50から飛散させるように構成されている。
(もっと読む)
高圧ガスタンクの製造方法
【課題】樹脂製容器の外周部に繊維強化樹脂を巻き付けてなる高圧ガスタンクにおいて、高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】高圧水素タンクの製造工程において、(a)樹脂製容器を用意する工程と、(b)熱硬化性樹脂が含浸された繊維強化樹脂層を、樹脂製容器の外周部に形成する繊維強化樹脂層形成工程と、(c)繊維強化樹脂層形成工程によって形成された繊維強化樹脂層の最外周部に形成された熱硬化性樹脂層を、溶剤によって溶かす工程と、(d)繊維強化樹脂層を熱硬化する工程と、を備える。
(もっと読む)
成形体製造方法、成形体製造システム
【課題】繊維束に対する樹脂の含浸量を制御する。
【解決手段】(a)に示すように、複数の繊維が束ねられた繊維束60,62,64は、表面に樹脂が付着した含浸ロール23に押し付けられて回転移動することで、樹脂を含浸される。各繊維束の幅は、(b)(c)のように拡げることが可能である。そして、幅を拡げるほど、繊維束と樹脂との接触量が増大し、これにより樹脂の含浸量も多くなる。例えば、高圧タンクを成型する場合、内層側に巻回する繊維束に対しては幅を拡げて樹脂の含浸を行い、外層側に巻回する繊維束に対しては幅を狭めて樹脂の含浸を行う。
(もっと読む)
フィラメントワインディング装置
【課題】繊維内部への十分な樹脂含浸と樹脂含浸量の正確な管理との両立が可能なフィラメントワインディング装置を提供すること。
【解決手段】ワーク(回転部材)16に繊維束(繊維)Fを巻付けるフィラメントワインディング装置において、ワーク16の被巻付け面のうち繊維束Fが巻付けられる直前の部位に樹脂を付与するスプレーノズル(樹脂付与手段)20と、繊維束Fに巻付け張力を付与するクリールスタンド(張力付与手段)12aと、を備えた。
(もっと読む)
フィラメントワインディング装置
【課題】装置を停止することなく繊維への樹脂含浸量を管理することができるフィラメントワインディング装置を提供すること。
【解決手段】樹脂を溜めた樹脂槽19と、樹脂槽19に繊維を供給する繊維束供給部12と、を備えたフィラメントワインディング装置11において、樹脂槽19内の樹脂重量を計測する荷重計25と、繊維束供給部12から供給される繊維の長さを計測する繊維長計測部26と、荷重計25により計測された樹脂重量と繊維長計測部26により計測された供給繊維量とに基づいて、繊維への樹脂含浸量を管理する制御部30と、を備えた
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維に樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置において、樹脂の含浸不足を検知することである。
【解決手段】本発明に係る繊維強化複合材料成形装置10は、炭素繊維等の繊維に、エポキシ樹脂等の樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置であり、樹脂含浸装置22が、樹脂が付着した繊維36を、所定の幅を有する間隙に通して樹脂の含浸量を調整する樹脂含浸量調整手段と、樹脂含浸量調整手段により除かれた余分な樹脂の樹脂量を計測する樹脂量計測手段とを有し、計測した樹脂量から樹脂の含浸不足を検知する。また、本発明に係る繊維強化複合材料成形装置10は、流量計により、樹脂含浸量調整手段により除かれた余分な樹脂の樹脂量を計測する手段を有している。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維に樹脂を含浸して繊維強化複合材料を成形する繊維強化複合材料成形装置において、樹脂の含浸不足を検知することである。
【解決手段】繊維に樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、樹脂含浸装置22は、樹脂を繊維14に付着させる樹脂付着用ローラ26と、樹脂付着用ローラと所定の幅を有する間隙を設けて配置され、樹脂が付着した繊維34を間隙に通して樹脂含浸量を調整する樹脂含浸量調整用ローラ36と、樹脂含浸量調整用ローラに付着され、樹脂付着用ローラから除かれた余分な樹脂の樹脂量を計測する膜厚検出装置38等の樹脂量計測手段と、樹脂含浸量調整用ローラに付着した樹脂を除去するヘラ40等の樹脂除去手段とを備え、樹脂含浸量調整用ローラの回転方向に対して、間隙と、樹脂量計測手段と、樹脂除去手段とが順に位置する。
(もっと読む)
FRP成形品とその成形方法
【課題】コンピュータ−制御によるロボットアーム型のガン装置を用いるプリフォームの成形方法を利用して、直接、FRP成形品を得る方法を提供すること。
【解決手段】ロボットアームの先端部に設けられたガン装置を用いて、噴射流体の作用により、強化繊維とマトリックス樹脂を成形型に吹付けて供給しFRP成形品を成形するに際し、(1)強化繊維として長さが3〜300mmの短繊維を用い、(2)マトリックス樹脂として熱可塑性樹脂を、成形品中の樹脂含量として50〜80重量%の範囲で用い、(3)噴射流体として前記熱可塑性樹脂の軟化点以上の熱風を用いて成形型に吹付けて供給し、(4)前記成形型で賦形し、次いで(5)成形型を冷却してマトリックス樹脂を固化させ、その後(6)成形品を脱型することからなるFRP成形品の成形方法。
(もっと読む)
繊維強化プラスチックの真空注入成形方法
【課題】 バッグフィルム内に短時間で樹脂を拡散させて効率よく成形することを可能にし、かつ、万一の含浸不良の発生にも対応することのできる繊維強化プラスチックの真空注入成形方法を提供する。
【解決手段】 バッグフィルム5の表面に樹脂注入孔51を設け、この注入孔51に樹脂注入治具10を設置するとともに、この樹脂注入治具10に樹脂注入管9を接続して樹脂を注入する。樹脂注入治具10は、円盤状の基部101と略円筒状の注入部103とを備え、気密性を有する接着材料6を介してバッグフィルム5の樹脂注入孔51に接続固定される。そして、この樹脂注入治具10をバッグフィルム6の複数箇所に設置して、樹脂の多点注入を可能にする。
(もっと読む)
ゴム被覆コードの製造方法及びピッチ可変治具
【課題】扇状に補強コードを予め作成する等の準備工程を不要としながら、テーパ筒状ゴム等の巻付対象の大きさが大きいとかテーパ角度が比較的大きいものであっても、大径側と小径側との巻き付け角度差が発生せずにゴム被覆コードが巻回できるようにすべく、改善されたゴム被覆コードの製造方法を提供する。
【解決手段】芯材供給部aから送り出される並列配置状態で複数の芯材2を、ゴム供給部cから供給されるゴム16で被覆して広幅ベルト状の未加硫コード体17を作成する被覆工程を有するゴム被覆コードの製造方法において、前記芯材供給部aから送り出される複数の芯材2の配列ピッチPを、芯材2の送り出し量に従属させて変化させながらゴム16で被覆させる。
(もっと読む)
1 - 15 / 15
[ Back to top ]