
Fターム[4F205HL14]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 製品内での繊維の方向性 (545) | 筒体異方向、異角度 (208)
Fターム[4F205HL14]に分類される特許
141 - 160 / 208
高圧タンク製造方法、高圧タンク

【課題】高圧タンクにおける省スペース化と疲労耐久性の向上を両立させる。
【解決手段】中空のライナに対し、非硬化状態にある熱硬化性樹脂が含浸された繊維径の大きな炭素繊維束を巻回し、1〜3層をフィラメントワインディング成形(FW成形)する(S12)。続いて、繊維径が中程度の炭素繊維繊束を巻回して4〜24層をFW成形し(S14)、さらに、繊維径が小さな繊維強化複合材を巻回して25〜36層をFW成形する(S16)。一般に、繊維径が大きな炭素繊維束では、繊維密度が小さいため、巻き締めによる内層の繊維体積含有率の上昇を抑制することが可能となる。
(もっと読む)
ゴルフクラブ用シャフトの製造方法およびゴルフクラブ用シャフト

【課題】炉落ち現象によるシャフトの品質劣化と、研磨工程における不良品の問題を解消できるゴルフクラブ用シャフトの製造方法を提供する。
【解決手段】プリプレグをマンドレル2の少なくとも一端が露出するようにマンドレルに巻きつけて積層し、プリプレグ積層体100を得る。次いで、ガラスクロスプリプレグをプリプレグ積層体及びマンドレルの露出した部分にかかるように円周方向に巻きつけて補強部3を形成する。次いで、加熱して、マンドレル上に補強部付きゴルフクラブ用シャフトを得る。次いで、ゴルフクラブ用シャフトからマンドレルを引き抜き、次いで、ゴルフクラブ用シャフトの太径側端部に補強部が5〜30mm残るように、補強部付きゴルフクラブ用シャフトの太径側端部を切断して、ゴルフクラブ用シャフトを得る。
(もっと読む)
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置
【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることである。
【解決手段】カーボン繊維24にエポキシ樹脂を含浸させ、樹脂含浸繊維26として供給するレジンバス28と、樹脂含浸繊維26を巻き付けるためライナー12を回転させるライナー回転装置とを備える。レジンバス28とライナー12との間に温度調節装置30を設ける。樹脂含浸繊維26の、ライナー12周囲の内層を構成する部分を、温度低下させた温度調節装置30に通過させることにより、冷却する。樹脂含浸繊維26の、ライナー12周囲の外層を構成する部分を、温度上昇させた温度調節装置30に通過させることにより、温度上昇させる。
(もっと読む)
圧力容器及びその製造方法
【課題】繊維強化複合材で補強された圧力容器においてライナを透過した透過ガスによる悪影響を低減する。
【解決手段】ガスバリア性を有するライナ102と、ライナ102の外面を被覆する繊維強化複合材層30と、を有する圧力容器100であって、繊維強化複合材層30の厚さ方向に、繊維強化複合材層30の外表面からライナ102の外表面まで貫通する穿孔34を設ける。
(もっと読む)
FRP成形体及びその製造方法、並びにガスタンク
【課題】FRP成形体において、内層の繊維体積含有率が高くなるのを抑制する。
【解決手段】ライナ10と、該ライナの外層に形成された、繊維及び熱硬化性樹脂を含む複数の樹脂含浸繊維層20と、ライナ10の外層に形成された、繊維とエラストマー状熱硬化性樹脂又は熱可塑性樹脂とを含む複数のブロック層30とを備え、樹脂含浸繊維層20とブロック層30とが交互に積層されている。
(もっと読む)
繊維強化プラスチック製ゴルフクラブシャフトの製造方法
【課題】 高い先端部折損強度と捻り強度とを有し、かつ軽量であり、特にクラブヘッドの重心(スィートスポット)を外れて打撃してしまったときにも対応する優れた耐久性及びねじ切り強度を有する繊維強化プラスチック製ゴルフクラブシャフトを製造し得る製造方法を提供する。
【解決手段】
以下の工程を順に行う繊維強化プラスチック製ゴルフクラブシャフトの製造方法である。
(A)90°の補強層用プリプレグをマンドレルに巻き付ける工程(B)貼り合わせアングル層用プリプレグを巻き付ける工程(C)ストレート層用プリプレグを巻き付ける工程(D)繊維方向がマンドレルの径方向中心線に対して45°となる略台形の第1補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(E)第2補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(F)第3補強層用プリプレグを巻き付ける工程
(もっと読む)
フィラメントワインディング装置
【課題】角度の異なる複数の種類のヘリカル巻を短時間且つ確実に行う。
【解決手段】マンドレルMの表面に繊維束Rを巻き付けるフィラメントワインディング装置で、複数の繊維束RをマンドレルMに対してヘリカル巻で巻き付けるためのヘリカル巻ヘッド13を備え、ヘリカル巻ヘッド13は、マンドレルの周方向M2に沿って配置された複数のガイド部からなる少なくとも二つのガイド列15と、各ガイド列15を相対的に回転して、各ガイド部15の位置を変更可能とする位置変更機構とを備えている。
(もっと読む)
圧力容器及びその製造方法
【課題】重量の増加を抑えつつ、耐衝撃性が向上された圧力容器。
【解決手段】筒状の胴部(10)を有する高圧タンク(1)であって、胴部(10)は、繊維強化樹脂層(4)と、繊維強化樹脂層(4)の外周面上に形成された格子状補強層(5)と、を備える。格子状補強層(5)は、胴部(10)の周方向に所定ピッチで巻かれた帯状部(51a)からなる第1補強層(51)と、軸方向に所定ピッチで巻かれた帯状部(52a)からなる巻かれた第2補強層(52)と、を交差させてなる。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維強化複合材料成形装置において、一方の繊維束における端部と、他方の繊維束における端部とを重ね合わせて接合された長尺繊維束を、より均一に積層して繊維強化複合材料を成形することである。
【解決手段】成形中の繊維束14における端部と、新品の繊維束44における端部とを重ね合わせて、重ね合わせた繊維を絡ませて接合し、長尺繊維束48として繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、成形中の繊維束14と新品の繊維束44との接合部46は、成形中の繊維束14における端部と、新品の繊維束44における端部とから、各々端部の繊維量に対して所定量の繊維を切断し、所定量の繊維が切断された各々端部を重ね合わせて、重ね合わせた繊維を気体流で絡ませて形成される。そして、各々端部の繊維量に対して2分の1の繊維を切断することが好ましい。
(もっと読む)
成形体の製造方法、成形体、並びにタンク
【課題】樹脂含浸繊維の樹脂が巻き付けによって染み出すことを抑制できると共に、樹脂含浸繊維層の内部での剥離を抑制できる、成形体の製造方法、成形体、並びにタンク。
【解決手段】樹脂含浸繊維を硬化させてなる樹脂含浸繊維層(4)を有する成形体の製造方法において、樹脂含浸繊維層(4)を形成するための一連の工程を備える。一連の工程は、樹脂含浸繊維を所定分巻き付ける巻付け工程と、巻き付けられた樹脂含浸繊維の樹脂をゲル化するゲル化工程と、を有する。そして、一連の工程では、巻付け工程及びゲル化工程を実行後、さらに巻付け工程を実行することで、ゲル化されたものの上に新たな樹脂含浸繊維を所定分巻き付けるようにした。
(もっと読む)
FRP部材の製造方法
【課題】多層FRP層中のマトリックス樹脂の含有量、繊維体積含有率をコントロールすることができるFRP部材の製造方法を提供する。
【解決手段】基材20にフィラメントワインディング法を用いてマトリックス樹脂12a、12b、12cを含む繊維を巻き付けて多層FRP層を形成し、前記多層FRP層を加熱硬化させてFRP部材を製造するFRP部材の製造方法であって、前記多層FRP層の単層毎又は複数層毎に、硬化開始温度の異なるマトリックス樹脂を用いる。
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】フープ層用プリプレグを巻回する際における巻き始め端部の跳ね上がりを抑制するとともに、長さ方向に反りや曲がりの少ない繊維強化樹脂製管状体を製造する。
【解決手段】マンドレル10の軸方向にプラスの角度に強化繊維が配向したプラス層用プリプレグ11と、マイナスに配向したマイナス層用プリプレグ12と、約90°に配向したフープ層用プリプレグ13とを積層して、プリプレグ積層体14Aを調製し、これをマンドレル10に巻回する。この際、例えば、プリプレグ積層体14Aをマンドレル10に巻回した際には、プラス層用プリプレグ11が最外層となるように積層する。また、マイナス層用プリプレグ12とフープ層用プリプレグ13の各巻き始め端部12a、13aが、プラス層用プリプレグ11の巻き始め端部11aよりも後方に位置し、かつ、互いにずれるように配置する。
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】マンドレルの外周面に仮止めされたプリプレグの巻き始め端部における強化繊維の配向状態の乱れを防ぐ方法の提供。
【解決手段】強化繊維とマトリックス樹脂を含む繊維強化樹脂からなる管状体の製造方法であって、マンドレル10の外周面に、マンドレル10の軸方向に対して斜めに強化繊維が引き揃えられたプリプレグの巻き始め端部12を配置する配置工程と、配置された巻き始め端部12に直に加熱板を摺動させて、該巻き始め端部12を外周面に熱圧着し、仮止めする仮止め工程と、仮止めされたプリプレグを外周面に巻回する巻回工程とを有する方法であり、仮止め工程では、巻き始め端部12における強化繊維の引き揃え方向に沿って加熱板を摺動させる。
(もっと読む)
プロペラシャフトおよびその製造方法
【課題】高い捩り強度、共振周波数仕様のプロペラシャフト用FRP筒体において、毛羽発生や糸切れ発生を防止し、設計通りの共振周波数、捩り強度を発現する層構成としたプロペラシャフトとその製造方法を提供する。
【解決手段】引張弾性率230〜280Gpaの強化繊維を含む層(a)と、引張弾性率280〜900Gpaで、かつ引張弾性率が前記層(a)の強化繊維の引張弾性率より少なくとも50Gpa高い強化繊維を含む層(b)を少なくとも含むFRP筒体に継手要素を結合したことを特徴とするプロペラシャフト。
(もっと読む)
圧力容器
圧力負荷された流動性またはガス状の媒体のための圧力容器であって、巻き体として被着されかつ合成樹脂内に埋め込まれている繊維から成る第1の補強部(22)が設けられており、第1の補強部(22)に対して付加的に第2の補強部(23)が設けられており、該第2の補強部(23)が、第1の補強部(22)の破断伸びよりも小さな破断伸びを有しており、第1の補強部(22)がそれ自体単独で、圧力容器(20)内の媒体の圧力から生ぜしめられる力を全体的に受け止めるために十分であり、第2の補強部(23)の破断を表示するための手段が設けられている圧力容器(20)が提供される。 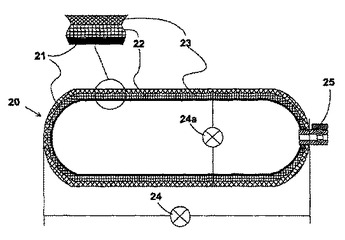 (もっと読む)
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】ストレート層用プリプレグおよび/またはバイアス層用プリプレグと、補強層用プリプレグとをマンドレルに巻回してゴルフクラブシャフトなどの繊維強化樹脂製管状体を製造する際に、ボイドが少なく一定の性能のものを生産性よく製造する。
【解決手段】強化繊維とマトリックス樹脂を含む繊維強化樹脂からなる管状体の製造方法であって、ストレート層を形成するストレート層用プリプレグ14,17および/またはバイアス層を形成するバイアス層用プリプレグ11と、補強層を形成する補強層用プリプレグ12,13,15,16,18とをマンドレルに巻回する巻回工程の前に、ストレート層用プリプレグ14,17およびバイアス層用プリプレグ11のうちの少なくとも1つに、補強層用プリプレグ12,13,15,16,18を予めラミネートしておく。
(もっと読む)
複合材料により構成された自動車用ハイブリッドドライブシャフト
【課題】鋼鉄製のドライブシャフトに比べて振動特性が優れ、出力が向上する優れた性能の複合材料により構成されたドライブシャフトの製作方法を提示する
【解決手段】本発明は、一方向繊維強化複合材料を使用して内部シャフトを製作する段階、織物型繊維強化複合材料を前記内部シャフトの外部に積層してシャフト中間部を形成する段階、織物型炭素繊維複合材料を前記シャフト中間部の外部に積層してシャフト外部を形成する段階、及び、前記各層別複合材料を相互接合する段階、を含み、前記内部シャフトは、平板の周囲に一方向繊維強化複合材料をフィラメントワインディング法を利用して巻いた後、これを硬化させ、次に、サイズに合わせて切断して複合材料ブロック体を製作した後、旋盤作業を通して円形シャフト形態に加工して製作することを特徴とする。
(もっと読む)
タンク
【課題】バースト強度の向上と薄肉化とを図ることができるタンク
【解決手段】ドーム部(11)と、ドーム部(11)に連続する胴部(10)と、を有するタンク(1)であって、胴部(10)の位置で巻かれてなるフープ層(21)と、ドーム部(11)及び胴部(10)の両者の位置で巻かれてなるヘリカル層(31)と、を有する補強繊維層(4)を備える。ヘリカル層(31)のうち少なくとも胴部(10)における樹脂は、フープ層(21)の樹脂よりも弾性を有する。フープ層(21)の樹脂は、ガラス転移温度がタンク(1)の使用温度帯域よりも高い一方、ヘリカル層(31)の樹脂は、ガラス転移温度がタンクの使用温度帯域よりも低い樹脂を含むことが好ましい。
(もっと読む)
レイアップ配列及び構造配列並びに航空宇宙産業用構成部品の製造方法
本発明は、航空宇宙産業用構成部品(37)の製造方法を提供するものであり、以下の方法工程を備える:テープ敷設機(25)によって敷設されるレイアップ配列(1)に、樹脂マトリックス(10)が予備含浸されたガラス繊維レイアップ(8)を供給する工程と、及び/又はテープ敷設機(25)によって敷設される構造配列(12)に、金属から作られると共に、樹脂マトリックス(18)が予備含浸される構造体(16)を供給する工程と、レイアップ及び/又は構造配列(1;12)をテープ敷設機(25)によって積層装置(23)に敷設する工程と、レイアップ及び/又は構造配列(1;12)を硬化させて構成部品(37)を形成する工程。 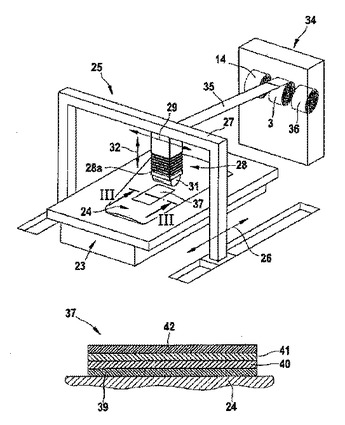 (もっと読む)
(もっと読む)
繊維束の開繊装置、繊維束の開繊方法及び圧力容器
【課題】繊維束の開繊装置及び繊維束の開繊方法において、繊維束の繊維をより分散させて、繊維束の繊維を更に開繊させることである。
【解決手段】繊維束12の方向に略直交して配置され、繊維束12と接触する接触面を含むガイド部14と、ガイド部14を挟んで配置され、繊維束12をガイド部14の接触面に押圧する第1押圧部16と第2押圧部18とを備える繊維束の開繊装置10であって、ガイド部14は、ガイド部14を超音波振動させる超音波振動発生装置を有する。ガイド部14は、複数のボビンから供給される複数の繊維束12を接触面で開繊した後、開繊した繊維を組にする。また、ガイド部の接触面が、凸面であることが好ましい。
(もっと読む)
141 - 160 / 208
[ Back to top ]