
Fターム[4F206JC10]の内容
プラスチック等の射出成形 (77,100) | 射出成形機の位置関係 (581) | 一方向移動による成形 (24)
Fターム[4F206JC10]に分類される特許
1 - 20 / 24
積層成形装置及び射出成形方法
【課題】使用可能な金型の大きさの制約を低減することが可能な積層成形装置及び射出成形方法を提供する。
【解決手段】固定盤と、固定盤と対向して配置され、固定盤に対して接近及び離間する方向に移動可能に設けられた可動盤と、固定盤と可動盤との間において、接近及び離間する方向に移動可能に設けられた中間盤であって、固定盤と対向する面及び可動盤と対向する面を有し、かつ、固定盤と対向する面から可動盤と対向する面に亘って貫通する収容空間を有する中間盤と、中間盤の収容空間の内部において中間盤に回転可能に支持された回転盤であって、固定盤及び可動盤に対向する少なくとも1組の平行な面を有する回転盤と、を備え、中間盤の固定盤と対向する面及び可動盤と対向する面の少なくとも一方の面は、金型を直接的又は間接的に取り付け可能な金型取付面である。
(もっと読む)
複合成形体の製造方法および装置

【課題】比較的小さな装置スペースにて、短時間のうちに効率よく、容易に、しかも低コストで、目標とする複合成形体を製造可能な、複合成形体の製造方法および装置を提供する。
【解決手段】1台の竪型プレス機に、強化繊維含有溶融熱可塑性樹脂をプレス動作による型締動作と連動させて型内に射出する射出成形用ステーションを設けるとともに、該射出成形用ステーション以外の他工程用ステーションを少なくとも1つ併設することにより、1台のプレス機に対し複合成形体製造用動作のための一連のステーションを形成し、該一連のステーションにおける前段のステーションでの処理体を後段のステーションに順送するとともに、全ステーションにおける動作をプレス機によるプレス動作と連動させて行うことを特徴とする複合成形体の製造方法、および製造装置。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 表面が部分的にあるいは多色で塗装され、その塗装境界線が明確で外観が美しい樹脂成形品を、金型内で成形塗装する。
【解決手段】 樹脂成形用金型と共通金型が閉じ合わさった状態で間に形成されるキャビティ内に、溶融状態の樹脂を射出充填し、その後冷却固化することにより、樹脂成形品を成形することが可能であり、さらに、共通金型が樹脂成形品を保持した状態で塗膜形成用金型と閉じ合わさり、樹脂成形品と塗膜形成用金型の間に塗料を入れる隙間が部分的に形成され、その隙間に塗料注入機から塗料を充填し硬化させることにより、樹脂成形品の表面を部分的に塗装することが可能である、金型内塗装用金型。その金型を用い、樹脂成形品の成形とその表面の部分的あるいは多色の塗装を金型内で行なう。
(もっと読む)
成形装置
【課題】成形装置において、線状部材に成形部品が一体化された部品を、効率的に製造することができるようにする。
【解決手段】成形装置100は、ワイヤーWを送出する送り出しリール6と、ワイヤーWを間欠的に搬送する巻き取りリール7と、ワイヤーWに付加部品部Qを形成するための金型10と、金型10を移動する搬送コンベア4と、搬送コンベア4に金型10を配するとともに、金型10のキャビティS内にワイヤーWを配置する金型準備部と、金型10のキャビティS内に溶湯Mを注入して付加部品部Qを成形する部品成形部20と、搬送コンベア4によって金型離脱位置P2に移動された金型10から付加部品部Qを分離する金型開き用シリンダー13と、を備え、金型準備部が、複数の金型10を搬送コンベア4に順次配することにより、ワイヤーW上の異なる位置に付加部品部Qを順次成形する構成とする。
(もっと読む)
複数の金型を使用する樹脂成形方法
【課題】射出成形機を金型搬送ライン内に設置して複数の金型を各ステーションに順次移送して樹脂成形品を成形する樹脂成形方法において、各金型において成形品の品質が安定した射出成形を可能にし、パージ作業直後の捨て射ちの無い成形を可能にする樹脂成形方法を提供する。
【解決手段】射出成形機のパージを実行後に最初の金型を前記射出成形機に取付けて第1の射出成形を実行し、別な金型を前記射出成形機に取付けて射出成形を実行した後に取外す同様な工程を複数回繰り返す樹脂成形方法において、射出成形条件がマップとして、前記射出成形機を制御する制御装置に記憶されており、前記マップは、第1の射出成形条件を予め設定された射出成形条件とし、第1を含まない第Nの射出成形条件を、第(N−1)の経過時間に基づいた射出成形条件とするデータマップであることを特徴とする樹脂成形方法。
(もっと読む)
複合またはハイブリッド構造体の製造方法
【課題】従来よりも労力・コストを低減可能な、少なくとも1つの熱可塑性プラスチック成分を含有する複合またはハイブリッド構造体を製造する方法を提供すること。
【解決手段】この方法では、少なくとも1つの方向転換板を有する射出成形機(1)を使用する。一実施形態では、2つの方向転換板(6、6’)と、3つの注入ステーションとを有する射出成形機(1)が用いられる。第1および第2注入ステーションを通じて、2つの成形部品(51、52)が射出成形される。これらの成形部品(51、52)は、各方向転換板(6、6’)を回転した後に互いに向き合い、第3注入ステーションを通じて、互いに結合される。その結果、複合またはハイブリッド構造体50が得られる。
(もっと読む)
射出成形機の制御方法
【課題】多材質成形品を成形サイクル毎の品質変動なく生産可能な射出成形機の制御方法を提供する。
【解決手段】異なる成形材料に対応した複数のキャビティ14,15の各々へ順次に入替え可能であり前記複数のキャビティの対向面を構成する複数の中子8を備えた金型装置10を固定盤5と可動盤6との間に取り付け、前記可動盤6を前記固定盤5に近接させ前記キャビティ14,15の容積を縮小させることにより前記キャビティ14,15へ射出した成形材料を圧縮成形する射出成形機1の制御方法であって、中子8が180度回転する前の一方の嵌合状態の一方の原点と回転した後の他方の嵌合状態の他方の原点をそれぞれ記憶部に記憶し、
一方の嵌合状態での成形時には一方の原点からの数値に基づいて成形が実行され、他方の嵌合状態での成形時には他方の原点からの数値に基づいて成形が実行される。
(もっと読む)
竪型射出成形機
【課題】成形サイクルの高速化を図った竪型射出成形機を提供する。
【解決手段】ロータリーテーブル15に取り付ける金型13の停止位置を、4箇所とし、溶融樹脂の射出を行う射出ステーションをAステージに配置し、第一の冷却ステーションをBステージ、第二の冷却ステーションをCステージ、成形品取出ステーションをDステージに配置する。溶融樹脂をキャビティに射出された金型13に対して、溶融樹脂の固化のために必要な冷却を行うため、冷却ステーションを2箇所に配置し、各々の冷却ステーションにて所定の時間停止させることで溶融樹脂の固化にかかる時間を確保することができ、且つ従来の冷却ステーションが1つのみの射出成形機と比較して1サイクルにかかる時間を大幅に短縮することができる。
(もっと読む)
被成形物循環式の樹脂成形法及び樹脂成形装置
【課題】 端子付きコード、その他の被成形物の二色成形等を、装置の大型化、複雑化、高コスト化を招くことなく、効率良くできるようにする。
【解決手段】 被成形物1を横向きに配置する複数の成形用枠体2を循環路5で順送りし、循環路5に設けられている上下一対の金型6の間に成形用枠体2を配置して金型6で被成形物1の外周部を樹脂で成形し、その後取り出し位置に送って成形用枠体2から被成形物1を取り出す。上記の循環路5を平面から見て方形の枠状に形成し、この循環路5に上下一対の金型6を連続して複数設ける。この金型6の位置に成形用枠体2を順送りし、金型6の間に成形用枠体2が配置されると型締めして樹脂を注入する。そして被成形物1の外周部を最初の金型6で一次成形し、次ぎの金型6で二次成形と、金型6の個数に応じて複次的に成形する。
(もっと読む)
2色成形方法及び2色成形用金型
【課題】独立して成形した島部と周辺部との間に着色した遮光部を一体的に成形して2色成形品を得る。
【解決手段】島部2とその周辺の周辺部3との間に着色した遮光部4を一体的に成形して2色成形品1を得る2色成形方法であって、1次成形側金型7で島部2と周辺部3とを成形する工程と、1次成形側金型7のスリーブ31で島部2を保持したまま、成形された島部2及び周辺部3を2次成形側金型9に移動させて金型を閉じる工程と、2次成形側金型9においてスリーブ31と島部2とを相対的に移動させ、島部2と周辺部3との間に形成された包囲キャビティ38に遮光部4を成形する工程とを有する。
(もっと読む)
射出成型用金型及びその金型によるハウジングの製造方法
【課題】本発明は、加工工程を減少し、且つ加工効率を高める射出成型用金型及びその金型によるハウジングの製造方法を提供する。
【解決手段】本発明の射出成型用金型は、第一雌型と、第二雌型と、回転によって前記2つの雌型の一方と対向して整合する第一雄型と、回転によって前記2つの雌型の他方と対向して整合する第二雄型と、を備え、前記2つの雌型の一方に切断部が突設されている。本発明は、さらに前記射出成型用金型によるハウジングの製造方法を提供する。
(もっと読む)
長尺部材の内面にライニングするための装置および方法
長尺部材の内面にライニングするための装置であって、外側バレルおよび内側モールドヘッドと、外側バレルと内側モールド部との間で規定されている環状のモールドキャビティと、モールドキャビティに設定材料を提供するための手段とを含み、長尺部材がキャビティを通過すると設定材料がモールドキャビティに射出され、長尺部材の内面にライニングする装置。
 (もっと読む)
(もっと読む)
型締装置の金型回転機構
【課題】高剛性・高精度・高速・低コストで回転板を回転させることのできる型締装置の金型回転機構を提供する。
【解決手段】金型をその開閉方向に直交する面で回転可能に取付ける型締装置1の金型回転機構3であって、型締機構2に固着され回転板15の回転軸10を軸支するセンタラム8と、前記センタラム8が前記回転板15に当接する位置及び前記センタラム8が前記回転板15に所定間隙G1を形成して離隔し前記回転板15を回転可能にする位置との間を移動可能に両者を掛合する掛合部14と、タイバ19に案内されて移動する可動盤13とを備え、前記回転板15は可動型22を取付け環状案内部23を介して前記可動盤13の前記型締機構2に対向する面の反対面と係合して回転移動するように構成した。
(もっと読む)
二色成形品の成形方法。
【課題】薄膜状蓋を有する筒状体の第二樹脂成形部が第一樹脂成形部中に形成されている二色成形品を低コストで、かつ簡便な方法で成形することができる二色成形品の成形方法を提供する。
【解決手段】スライドコア1を挿入した初期形状のキャビティ4内には第二樹脂成形部51の筒状体の薄膜状蓋を形成する空隙部43が形成されており、第二樹脂3より流動性が小さい第一樹脂2を初期形状のキャビティ4内に射出し、これにより前記空隙部43を除いた初期形状のキャビティ4で形成される第一樹脂成形空間42に第一樹脂2を充填させて第一樹脂成形部41を成形し、次いで第二樹脂3を新たなキャビティ5内に射出し、これにより前記空隙部43および新たなキャビティ5で形成される第二樹脂成形空間52に第二樹脂3を充填させて第二樹脂成形部51を成形する。
(もっと読む)
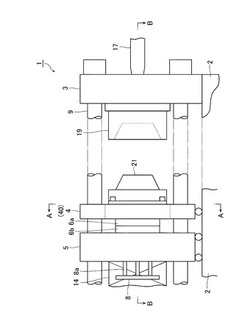
ロータリー射出成形機
【課題】異なる金型に対して適切な型閉条件および金型保護条件を設定することが可能なロータリー射出成形機を提供する。
【解決手段】ロータリー射出成形機は、可動側金型2が設置され、タイバー4,5に沿って駆動させられる可動盤1と、複数の固定側金型6a,6bが設置され、型締ステーションに固定側金型6a,6bの1つを配置するように回転駆動されるロータリーテーブル3とを有する。ロータリー射出成形機は、型締ステーションに配置されている固定側金型6a,6bを判別する金型判別部10と、固定側金型6a,6bの各々に対応して予め設定された型閉条件および金型保護条件を記憶しており、金型判別部10によって判別された固定側金型6a,6b用の型閉条件および金型保護条件に基づいて、可動側金型2と固定側金型6a,6bとの型閉工程及び金型保護工程を制御する行うコントローラ8とをさらに有する。
(もっと読む)
合成樹脂製バスタブの製造方法
【課題】簡単に効率よく合成樹脂単体のバスタブ製品を製造することができる合成樹脂製バスタブの製造方法を提供することである。
【解決手段】固定型21と可動型22で構成されキャビティー29を有する合成樹脂製バスタブを形成するための金型20と、射出シリンダー11を備えた射出装置10とを用いて合成樹脂製バスタブを製造する方法であり、シリンダー11内に合成樹脂を供給し、該合成樹脂をシリンダー11内に配置されたスクリュー12を回転させながら溶融させると同時に、溶融した合成樹脂をスクリュー12の回転によって金型20のキャビティー29内に連続的に流入させて充填を行う。
(もっと読む)
樹脂成形品の射出成形及び表面改質方法
【技術課題】射出成形品の表面着色と改質を効率的に行うと共に表面に斑を生じさせたり、成形品の中間管理を行う必要のない改質方法を提供する。
【解決手段】同一の金型内に樹脂成形品の成形を目的とする成形用キャビティ11と前記成形品の表面着色又は改質を行なうことを目的とする改質用キャビティ12との2つのキャビティを形成し、先ず前記成形用キャビティ11を用いて樹脂成形品を成形し、次に型開きを行ってこの成形した成形品を前記改質用キャビティ12側に移動し、次に型締めを行って再び前記成形用キャビティ11内に樹脂を充填して成形品を成形するのと同時に、前記改質用キャビティ12内に表面着色又は改質用の混合気体を注入して成形品の表面改質を行う。
(もっと読む)
アンダーカットコア可動金具、可動スライダ及び可動用治具並びにこれらを備えた二重成形金型
【課題】アンダーカットコアを正確に位置決めすることができ、耐久性及び製作容易性に優れたアンダーカットコア可動用冶具を提供する。
【解決手段】二重成形品を成形する二重成形金型に取り付けられる一次側アンダーカットコア可動金具10であって、固定側型板と可動可動側型板とを接合させてパーティングラインを閉じる時、可動側型板に摺動自在に取り付けられアンダーカットコアを支持する一次側スライダの凹部に設けられた傾斜平面と当接する傾斜平面12を有するブロック本体11と、このブロック本体11に設けられ、一次側スライダの凹部の壁面に出没自在に設けられた押出しピンと係合する切削部23とを有し、この切削部23は、パーティングラインを閉じる時、一次側スライダの押出しピンと摺接して一次側スライダを成形位置まで移動させる内面15を有する。
(もっと読む)
成形機の回転板付き型締装置
【課題】 成形機の回転板付き型締装置における回転板の傾斜を、回転板を盤面に引き付けて固定する押え手段の採用により解決する。
【解決手段】 固定盤と可動盤のいずれかに取付けて両盤の間に回転板を配する。金型を可動型と固定型に分割して回転板と、固定盤又は可動盤に取付ける。回転板に取付けた複数の金型の入換えを回転板の回転により行う。回転板を盤面から押し離してクリアランスを形成する離隔手段と、回転板を盤面に引き付けて固定する押え手段とを別個に設ける。
(もっと読む)
複合連結長尺物の成形金型
【課題】連結箇所がフレキシブルな長尺物の製造方法を提供する。
【解決手段】複数個の単位構成部材を形成する分割可能な一次成形金型と、該一次成形金型で成形された単位構成部材を収容して連結する分割可能な二次成形金型を並設し、一次成形金型及び二次成形金型を貫通する中子12を設け、該中子と一次成形金型における形成空間19、19a …により単位構成部材の成形キャビティ22、22a …を形成すると共に、中子と収容空間29内の直列状態の単位構成部材間に連結材の成形キャビティを形成する。一次成形金型により成形した、中子に外嵌状態の複数個の単位構成部材を二次成形金型側に移行させ、直列状態にして二次成形金型における収容空間内に収容した後、単位構成部材とは異質な軟質樹脂を充填して連結材を成形することによって、複数個の単位構成部材が連結一体化されたフレキシブルな複合連結長尺物を成形する。
(もっと読む)
1 - 20 / 24
[ Back to top ]