
Fターム[4F206JD01]の内容
プラスチック等の射出成形 (77,100) | 可塑化、射出の方式 (687) | 射出スクリュー式 (434)
Fターム[4F206JD01]の下位に属するFターム
プリプラ式 (32)
インラインスクリュー式 (330)
Fターム[4F206JD01]に分類される特許
1 - 20 / 72
産業機械のボールねじ寿命管理方法及び装置
成形機における射出装置
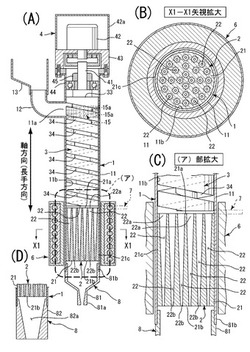
【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、スクリュー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられた出口部材8と、溶融器2を加熱する加熱手段6とからなること。溶融器2はスクリュー3と出口部材8との間に配置されると共に溶融孔器2の流入側大開口22a側の面をスクリュー3の先端と対面する流流入側面部21aとし、流入側面部21aと反対側で出口部材8と対面する面を流出側面部21bとし、且つスクリュー3の先端面の形状は、溶融器2の流入側面部21aと同一形状としてなること。
(もっと読む)
プラスチックの可塑化装置

【課題】各種機械を小型で安価に製造するため、簡単な構造で、軸方向の寸法をより短くできるプラスチックの可塑化装置を提供すること。
【解決手段】プラスチック材料Mを加熱すると共に後方から前方へ送る通路となる加熱筒10と、加熱筒10の内部で回転することでプラスチック材料Mを後方から前方へ送るスクリュ20と、スクリュ20の前方端面21が近接して対面する内面31を備えると共に溶融プラスチックの出口通路32が軸心部に設けられている加熱筒ヘッド30とを具備し、直径を大径化して軸方向の長さを短尺化するように設けられるプラスチックの可塑化装置であって、スクリュ20は、外径部に複数条の螺旋溝22が設けられていると共に前方端面21は平坦に設けられ、加熱筒ヘッド30の内面31には出口通路32を中心として該出口通路32へ通じる渦巻溝33が設けられている。
(もっと読む)
スクリュー式射出装置
【課題】安価に実施可能であり、かつチェックリングの外面及び加熱シリンダの内面にかじりや焼き付きを生じにくいスクリュー式射出装置を提供する。
【解決手段】スクリュー8を、螺旋溝8aが形成されたスクリュー本体31と、その先端部に小径の頸部32を介して固定されたスクリューヘッド33とから構成する。また、逆流防止装置40を、スクリュー本体31のスクリューヘッド取付側の端部に固定されたチェックシート41と、頸部32に回転可能かつ前後進可能に装着されたチェックリング42とから構成する。スクリューヘッド33のチェックリング42側の端面には、深溝部44aと浅溝部44bとを有する複数のボール遊嵌溝44を形成し、スクリューヘッド33とチェックリング42との間には、各ボール遊嵌溝44内に転動可能に収納されたボール43を配置する。
(もっと読む)
成形機の摩耗評価方法
【課題】射出成形機に組みつけられたスクリューを取り外すことなく摩耗状態を判別できるようにした摩耗評価方法を提供する。
【解決手段】成形体を成形するための原料である所定量のペレットに所定量のカルシウムを加えた第1の対象物質から、第1のクロムの質量濃度Cと第1の基準質量濃度Aとを抽出し、これらから基準値Xを算出する。成形体に含有されている物質の所定量に、ペレットに加えたカルシウムと同量のカルシウムを加えた第2の対象物質から、第2のクロムの質量濃度C´と第2の基準質量濃度A´とを抽出し、これらから比較値X´を算出する。比較値X´が、基準値Xを60倍した数値以上のときにはスクリュー3の摩耗があるとして判別できる一方で、基準値Xを60倍した数値未満のときにはスクリュー3の摩耗がないとして判別できることから、スクリュー3を取り外して確認することなく摩耗を判別評価することができる。
(もっと読む)
射出装置と成形機および射出装置の制御方法
【課題】一方のボールねじ側に設けた力検出器と他方のボールねじ側に設けたダミー部材とを有する射出装置において、射出圧力等を正確に制御可能な射出装置を提供する。
【解決手段】射出装置13は、射出部の一例であるバレル41を支持する固定側フレーム40と、押出し部材の一例であるスクリュー42を回転可能に支持する移動側フレーム43と、一対のボールねじと、これらボールねじを回転させるサーボモータを有する射出用駆動機構とを備えている。第1のボールねじと移動側フレーム43との間に、ロードセル等の力検出器が設けられている。第2のボールねじと移動側フレーム43との間にダミー部材81が設けられている。制御部14は、力検出器の出力に基いて第1の射出用駆動機構を制御するとともに、力検出器の出力と、力検出器およびダミー部材81のそれぞれのばね定数を考慮した演算とに基いて、第2の射出用駆動機構を制御する。
(もっと読む)
竪型射出成形機の加熱筒交換方法及び加熱筒交換治具
【課題】既設の竪型射出成形機に汎用的に適用でき、かつ非熟練者であっても可塑化ユニットの着脱作業を容易かつ高能率に実施可能な加熱筒交換方法及び治具を提供する。
【解決手段】加熱筒保持プレート4に対する加熱筒6aの着脱作業を行う際、制御装置21は、表示装置22に、ノズルタッチ用電動サーボモータ8の駆動手順と、ダイプレート2に対する加熱筒交換治具30の着脱手順と、加熱筒交換治具30への加熱筒6aの保持手順と、加熱筒交換治具に保持された加熱筒6aの移送手順とを含む、加熱筒保持プレート4に対する加熱筒6bの着脱手順を表示し、作業者は、この表示装置22に表示された着脱手順に従って、加熱筒保持プレート4に対する加熱筒6aの着脱作業を行う。
(もっと読む)
スクリューの交換時期の予測方法、スクリュー交換時期予測装置
【課題】スクリューの交換時期を精度良く予測して、適切なタイミングでスクリューを交換することのできるスクリューの交換時期の予測方法、スクリュー交換時期予測装置を提供することを目的とする。
【解決手段】次回の点検時におけるスクリュー12の摩耗量hn+1を求め、それが、予め設定された摩耗限界量hmaxに到達するか否か(hmax>hn+1)を判定する。次回の点検時におけるスクリュー12の摩耗量hn+1が摩耗限界量hmaxに到達する場合、次回点検時までにスクリュー12の交換が必要であるので、交換用のスクリュー12の準備が必要なことを示す情報を出力する。
(もっと読む)
射出成形機のスクリュ温度調整装置
【課題】温度調整の応答性や熱交換効率に優れ、且つ簡易な構造を有するスクリュ温度調整装置を提供する。
【解決手段】熱交換媒体を用いてスクリュ2の温度を調整するための射出成形機のスクリュ温度調整装置9に係る。スクリュ2のスクリュ軸4の外周面を被覆する第1のジャケット10と、第1のジャケット10の内周面に形成された溝11とスクリュ軸4の外周面とで形成された熱交換媒体を流す流路12と、を備える。流路12は、第1のジャケット10の外周面から熱交換媒体を溝11へ供給するための供給口13と、溝11から熱交換媒体を第1のジャケット10の外周面へ排出するための排出口14と、を有し、溝11は、供給口13から排出口14まで一定の流路幅を保つように形成されている。
(もっと読む)
押出機のスクリュ軸固定用分割式カラーおよび押出機
【課題】スクリュ軸からの脱落や回転軸線方向のずれを防止できる押出機のスクリュ軸固定用分割式カラーおよびこの分割式カラーを有する押出機を提供すること。
【解決手段】 押出機のスクリュ軸22を固定するために前記スクリュ軸22の半周分となる一対のカラー部材10A,10Bを有する分割式カラー10であって、前記カラー部材10A,10Bの端縁には他の前記カラー部材10A,10Bと凹凸係合して前記スクリュ軸22の軸線方向に移動規制される係合部が形成され、かつ前記カラー部材10A,10Bは少なくとも内周面側の中心角Aが180度より大きい分割式カラー。
(もっと読む)
射出成形機ならびにこのための液圧駆動ユニット
【課題】射出成形機のための液圧駆動ユニットを提供する。
【解決手段】可塑化スクリュと、射出ユニットの動きと可塑化スクリュの射出ストロークや再追加圧ストロークのための駆動ユニットを有する射出ユニット、射出の際の金型閉鎖力を発生するための駆動ユニットを有する形状拘束ユニット、及び工作物突出し装置用の駆動ユニットとを有する射出成形機であって、この駆動ユニットの少なくとも1つが、液圧ポンプと、液圧シリンダと、液圧シリンダを制御するための1つ以上の制御弁とを有する液圧駆動ユニットであり、液圧駆動ユニットの作動液が電気流動学的液体であり、液圧シリンダ用の少なくとも1つの制御弁がER弁であって、このER弁が、電気流動学的液体用の少なくとも1つの貫流間隙2と、この貫流間隙を介して電気制御フィールドに印加するための平面コンデンサ配列Kとを有する。
(もっと読む)
成形用超硬部材と該部材搭載の成形機
【課題】耐磨耗性を大幅に向上でき、長時間にわたって連続使用できるようにした成形機とその製造方法とを提供する。
【解決手段】円筒状又は外周に螺旋羽根部14bが形成され、隣接する螺旋羽根部14b同士が連続する状態として円柱状の超硬焼結分割体12A、12B、12C…又は14A、14B…を複数にて軸方向に接続一体化した成形用超硬部材であって、超硬焼結分割体12A、12B、12C…又は14A、14B…の接合面において、一方の超硬焼結分割体の接合面23に突設された接合突部24が他方の分割体の接合面23に凹設された接合凹部26内に嵌め込まれて焼結一体化していることを特徴とする。
(もっと読む)
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することと、を含むことにより、溶融樹脂における高圧二酸化炭素の濃度を制御しつつ、混錬された溶融樹脂中の溶解材料の濃度を上げる成形品の製造方法であって、混錬において、溶融樹脂をスクリュを供えるシリンダ内に収容して、スクリュを正転および逆転させる。
(もっと読む)
射出成型機用スクリュー
【課題】スクリューヘッドに破損や摩耗が生じた際の交換を生産性良く行うことができる射出成型機用スクリューを提供する。
【解決手段】シリンダー(1)内に回転自在に収納され、スクリュー本体部(2)と、スクリュー本体部(2)の前方に設けられたスクリューヘッド(3)と、を備えた射出成型機用スクリュー(100)において、スクリューヘッド3は、シリンダー(1)内に導入される樹脂材料をシリンダー(1)の先端のノズル部(1a)へ押し出す先端部4と、樹脂材料を剪断し溶融するメルト部(5)と、先端部(4)とスクリュー本体部(2)とを連結させる軸部(6)と、を有し、先端部(4)とメルト部(5)と軸部(6)とは互いに分離可能であることにより、スクリューヘッド(3)全体をスクリュー本体部(2)から取り外すことなく、破損や摩耗が生じた部分のみを取り外して交換可能とした。
(もっと読む)
省エネルギー制御装置、及びこの省エネルギー制御装置を搭載した機器又は射出成型機
【課題】油圧回路を備えた既設の機器の省エネルギー化が可能な省エネルギー制御装置を得る。
【解決手段】省エネルギー制御装置100は、油圧回路30を流れる作動油の流れ方向を変更するバルブの少なくとも1つのソレノイドに接続され、このソレノイドの動作状態を検出するソレノイド動作検出部111と、ソレノイド動作検出部111の検出結果に基づいて、油圧回路30に作動油を圧送する油圧ポンプ31を駆動する誘導電動機60の回転数を決定する電動機回転数決定部112と、誘導電動機60と電力供給源との間に直列接続され、電動機回転数決定部112が決定した回転数となるように誘導電動機60の回転数を制御するインバーター101と、を備え、既設の機器の油圧回路又は該機器に作動油を供給する既設の油圧設備を省エネルギー制御するものである。
(もっと読む)
塑性化可能な材料および繊維状添加材から成形品を製造する装置および製造方法
【課題】 射出成形機に少量の添加物を個別に混合可能にすること。
【解決手段】 プラスチックを加工するための、サイクルで動作する射出成形機で、塑性化可能な材料および繊維状添加材から成形品を製造する装置が、塑性化ユニット(10)およびこれに配置された塑性化スクリュ(11)を有する。繊維状添加材を供給するために、塑性化スクリュ(11)の搬送方向で塑性化可能な材料のための材料供給領域(13)の後方(下流)において、塑性化ユニット(10)に配置された少なくとも一つの投入開口部(14)が設けられている。射出成形機のサイクルで動作する、前記塑性化ユニット(10)で塑性化された材料に、閉鎖可能な投入開口部(10)を介して繊維状添加材を、配量投与しつつ投入するための機構(18)により、射出成形機のサイクルで所期の投入が可能である。
(もっと読む)
耐湿性軽量樹脂成形体の製造方法
【課題】水中または高湿環境下においても使用可能な高外観な耐湿性軽量成形体の製造方法を提供する。
【手段】本発明の耐湿性軽量樹脂成形体の製造方法は、二段圧縮スクリュを有する射出成形機を用いて、熱可塑性樹脂100重量部と、有機系発泡剤のみからなる化学発泡剤0.001〜0.5重量部と、無機系発泡核剤0.1〜1.0重量部とを含む熱可塑性樹脂組成物を溶融する工程と、該溶融状態の熱可塑性樹脂組成物に物理発泡剤を該射出成形機のシリンダ途中から供給する工程と、射出発泡成形する工程とを含むことを特徴とする。
(もっと読む)
射出成形機、及びその制御方法
【課題】同一条件下では、同一の計測結果(荷重値)が得られ、成形条件を一様にできる射出成形機、及びその制御方法を提供すること。
【解決手段】射出成形機に取り付けられるロードセルの荷重換算値を予め求め、かかる荷重換算値を射出成形機の制御装置に組み込む。その荷重換算値に基づき、ロードセルが計測した荷重値を修正し、正規の荷重値に換算することとした。そして制御装置で、換算された正規の荷重値を用いて、射出成形機における成形作業の制御を行わせることとした。
(もっと読む)
成形機、及び成形機用スクリュー
【課題】シリンダ内の樹脂材料を効率的に真空状態に置き、成形品の仕上がりを向上させる。
【解決手段】ホッパから供給口を介してシリンダ内に樹脂材料が供給され、そこでスクリューに樹脂材料をヒータの加熱下で圧縮し、金型内に計量することで成形を行う成形機において、スクリューは、ヒータにより加熱される所定加熱部位から該スクリューに沿って供給口に至るまで延在する第一通路と、該第一通路とは独立した通路であって、該所定加熱部位から該スクリューに沿って該供給口を越える所定排出部位まで延在する第二通路とを有する。そして、第一通路は、開口部を介してホッパからの樹脂材料の供給が行われ、スクリューの回転により樹脂材料が送り出され、第二通路は、樹脂材料の進入が禁止されるとともに所定排出部位においてシリンダの外部から真空引きされる。
(もっと読む)
成形機、及び成形機用スクリュー
【課題】シリンダ内の樹脂材料を効率的に真空状態に置き、成形品の仕上がりを向上させる。
【解決手段】ホッパから供給口を介してシリンダ内に樹脂材料が供給され、そこでスクリューに樹脂材料をヒータの加熱下で圧縮し、金型内に計量することで成形を行う成形機において、スクリューは、ヒータにより加熱される所定加熱部位から該スクリューに沿って供給口に至るまで延在する通路であって、該スクリューの表面上を螺旋状に延びる第一通路と、該スクリューの内部を延在する、該所定加熱部位から該スクリューに沿って該供給口を越える所定排出部位にまで至る中空部通路とを有する。そして、第一通路は、開口部を介してホッパからの樹脂材料の供給、送り出しが行われ、中空部通路は、所定加熱部位において第一通路と樹脂材料の進入が禁止される直径を有する連絡通路で連通されるとともに、所定排出部位においてシリンダの外部から真空引きされる。
(もっと読む)
1 - 20 / 72
[ Back to top ]