
Fターム[4F206JP04]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 振動付与 (26) | 超音波 (16)
Fターム[4F206JP04]に分類される特許
1 - 16 / 16
樹脂成形装置および樹脂成形方法

【課題】樹脂成形物を高精度かつ容易に成形可能な樹脂成形装置を実現する。
【解決手段】本発明に係るレンズ成形装置100は、樹脂材料に所定のレンズ形状を転写するための転写面1aを有する成形金型1と、樹脂材料に所定のレンズ形状を転写するための転写面2aを有する成形金型2と、成形金型1を移動させる支持装置3と、転写面1aと転写面2aとの間に供給された樹脂材料を硬化させてレンズを成形する加熱装置4と、成形金型1・2の側面から振動を付与することにより、転写面1a・2aとレンズとの間の少なくとも一部に空隙を形成する超音波振動子5とを備える。
(もっと読む)
モールド金型

【課題】形品の成形品質を向上することのできる技術を提供する。
【解決手段】モールド金型2は、対向して設けられ、ワークWを挟み込んでクランプする上型3および下型4と、上型3に設けられた超音波振動部21、22と、上型33および下型4がワークWをクランプして形成される内部空間Cに設けられ、かつ、超音波振動部21、22と接続され、内部空間C内の溶融樹脂19aへ超音波振動部21、22の振動を伝搬する伝搬部としてフィルム23とを備えている。このフィルム23は、上型3のクランプ面3aに張設されている。
(もっと読む)
プラスチック成形品の製造装置及びその製造方法
【課題】プラスチック成形品の表面に低光沢性をもたせることができると共にウェルドラインやフローマークなどの外観不良を消すことができ、而も艶消し塗装の省略化が可能になる。
【解決手段】キャビティ21が形成された移動側金型22及び固定側金型23で構成されると共に、移動側金型22のキャビティ部位21aにはシボ面24が形成されたプレス成形用金型2で、射出成形により加工した第一次プラスチック成形品8Aをキャビティ21に挿入して型締めにより加圧している時に、超音波振動装置3でシボ面24が形成されたキャビティ部位21aを有する移動側金型22を超音波加振して、第一次プラスチック成形品8Aのシボ面24が転写される表面部分を再溶融化する。
(もっと読む)
樹脂発泡体の製造装置及び樹脂発泡体の製造方法
【課題】高発泡倍率の樹脂発泡体を高い形状精度で製造することができる樹脂発泡体の製造装置及び樹脂発泡体の製造方法を提供する。
【解決手段】スクリュー20は、圧縮部31と、第1〜第3の供給部30a〜30cとを含んでいる。第1の供給部30aにおけるフライト25のピッチは、圧縮部31におけるフライト25のピッチよりも大きい。第2の供給部30bにおけるフライト25のピッチは、第1及び第3の供給部30a、30cにおけるフライト25のピッチよりも小さい。超音波印加機構46は、射出機構10がキャビティ43に対して樹脂の射出を開始してから樹脂の射出を終了するまでの間の期間の少なくとも一部において、成形型40に超音波を印加する。
(もっと読む)
一体成形によるディスク収納体およびその製造方法
【課題】高速射出を必要としない一体成形による製品とその製造方法に関し、成形時に高周波を利用した一体成形による軽量なディスク収納体と、その製造方法を提供する。
【解決手段】金型と、可動コアと、固定コアと、ゲートと、からなる成形機を用いた一体成形によるヒンジ部を有する収納体の製造方法であって、可動コアを一旦移動して樹脂流動層を確保する工程と、金型にゲートから樹脂を注入する工程と、樹脂が固化する前に可動コアを接近移動させるとともに金型のヒンジ成形部に高周波振動を与える潰し込み工程と、からなる収納体の製造方法である。
(もっと読む)
射出成型装置及び射出成型品の製造方法
【課題】本発明の目的は、コールドランナーの面積を均一かつ最小とし、各キャビティへの樹脂充填バランス及び保持圧力バランスを制御して良好な歩留りを実現することが可能な射出成型装置及び射出成型品の製造方法を提供することにある。
【解決手段】射出成型を行うための射出成型装置Sに関する。
射出成型用の型に形成され、溶融樹脂の通路となるランナー12a,13a乃至13eと、このランナー12a,13a乃至13eの内部に収容された振動子34と、を備え、この振動子34は、ランナー12a,13a乃至13e内部で振動することにより、溶融樹脂の溶解状態を維持する。
(もっと読む)
射出成形ノズル、射出成形機、射出成形品および射出成形方法
【課題】射出成形において、溶融樹脂を効率よく振動させることができる射出成形ノズル、射出成形機、射出成形品及び射出成形方法を提供する。
【解決手段】射出成形ノズルは、樹脂注入口11から注入された溶融樹脂7が流れる流路と、この溶融樹脂7を金型へ射出する射出口16と、軸方向に進退することにより射出口を開閉する開閉ピン4と、この開閉ピン4に固定され、超音波を発振する振動子2と、前記開閉ピンを進退させる開閉ピン駆動アクチュエータ12とを備え、この振動子2から発振された超音波が開閉ピン4を介して該溶融樹脂を振動させる。
(もっと読む)
ウェブ上への超音波射出成形
型の半片(18、20)の間に位置するキャリアウェブ(34)上の射出成形部品。超音波エネルギーを型空洞に加えることによって、ポリマー溶融物の型への流入を補助する。成形作業後、型の半片を分離させ、別の成形手順のための次の位置に、キャリアウェブを前進させるか又は割り出す。成形装置は、第1の型部材(18)(静的であることができる)に向かう方向に、及び第1の型部材から離れる方向に移動できる可動式型面(20)であって、第1の型部材の中に型空洞が置かれている可動式型面(20)と、第1の型部材と前記可動式型面との間のキャリアウェブを移動及び/又は割り出すための手段(24、25、26、30、32)と、成形型空洞の中にポリマー溶融物を射出する手段(16)と、超音波エネルギーを前記型空洞に供給する超音波システム(42)と、を含む。キャリアウェブは、コーティング、乾燥、点検、硬化、組み立て又はパッケージングのような、その後のプロセス工程に成形部品を運ぶことができる。  (もっと読む)
(もっと読む)
発泡樹脂製品の製造方法
【課題】スライドコアに頼ることなく段差部のアンダーカット処理を可能にし、もって外観品質に優れた発泡樹脂製品を安定してかつコスト安に得ることができる発泡樹脂製品の製造方法を提供する。
【解決手段】射出発泡成形時にアンダーカット部となる段差部9を有する発泡樹脂製品1を製造するに際し、はじめに、段差部の段差面20aを強制的に脱型可能な高さに設定して射出発泡成形を行い、段差部の隅に余肉部22を残す。次に、前記余肉部22にシリンダ33の駆動により超音波溶着用のホーン30を押付け、振動エネルギーによって加熱しながら余肉部22を押し潰して、所定の段差部形状に仕上げる。
(もっと読む)
射出成形装置のクリーニング方法
【課題】射出成形装置のクリーニングにおいて残留する樹脂カスを少なくし、クリーニング時間とコストを低減し、低コストで機械稼動率を向上することが可能な方法の提供。
【解決手段】先端にノズルを有する加熱シリンダと、該加熱シリンダ内に進退可能に挿入されるスクリューとを有する押出機を有する熱可塑性樹脂の射出成形装置のクリーニング方法において、加熱シリンダのノズル部と、加熱シリンダ本体部と、スクリューとにそれぞれ超音波振動子を取り付け、この射出成形装置を用いて熱可塑性樹脂の射出成形を行った後、押出機にパージ材を供給し、パージ材を押出して残留樹脂をパージする前とパージ中とのいずれか一方又は両方で、超音波振動子から押出機に超音波を印加することを特徴とする射出成形装置のクリーニング方法。
(もっと読む)
超音波を用いた射出成形品の品質評価方法
【課題】
本発明は、射出成形品の成形時における成形収縮に伴う製品の安定性のバラツキを超音波センサで音速を求めることによってポアソン比分布を求め、射出ゲートからの位置によって成形収縮の程度を評価できる方法に関する発明である。
出来上がった製品を目視検査などの定性的な判断によって良/不良を選別していたものが本方法を利用することにより、不規則的に生じる不良品を抽出することが可能である。
また、単に不良品を抽出するだけでなく、製品のできばえを定量的に計測できる特徴を生かして、各種最適化手法と組み合わせることにより、射出条件の最適化を行うことが可能となる。
【解決手段】 射出成形された製品について、超音波センサを用いて、縦波速度と横波速度を計測し、所定の位置からの距離に対して、ポアソン比を算出する計測方法。
(もっと読む)
樹脂への超音波振動付与装置、この超音波振動付与装置を用いて製造した樹脂組成物
【課題】樹脂ブレンドの混練性,相溶性を向上させ、樹脂に添加した添加剤やフィラーの分散性を向上させる。
【解決手段】溶融した樹脂に、超音波振動を付与する超音波振動付与装置において、超音波振動を前記樹脂に付与する振動子又はこの振動子の振動を前記樹脂に印加する振動伝達部材を有し、前記溶融した樹脂の流れる流路の一部に、前記振動子又は前記振動伝達部材の下面の全部又は一部が臨む印加部20を形成し、かつ、前記振動子又は振動伝達部材の下面201の幅(b)を、前記流路11の幅(d)より広くした。また、前記流路11の幅(d)を、印加部20における流路の幅201(a)の60%〜15%とすることが好ましい。
(もっと読む)
射出成形装置
【課題】可塑化部と射出部を連通する流動路を確実に開閉できるようにする。
【解決手段】スクロール106のスクロール軸穴109と係合して自由回転が規制されると共に該スクロール軸穴109に沿って進退して、前進した際にはスクロール106と射出シリンダ201との材料の流動路115を閉塞し、後退した際には当該流動路115から離接するチェックバルブ121と、一方向にフリー回転するワンウェイクラッチ136と、該ワンウェイクラッチ136が嵌着されるクラッチ嵌着部145、一端に向って半径が縮小するテーパ部及びチェックバルブ121に設けられた係合部141と螺合する被係合部147を備えたバルブ受部材135と、スクロールモータ軸126の端部に形成されて、ワンウェイクラッチ136が挿着されるクラッチ挿着部145及びテーパ部146が嵌着可能に設けられたテーパ嵌着部150を具備する受部材挿着部151とにより構成する。
(もっと読む)
動圧溝の形成方法
【課題】 動圧溝を高精度かつ低コストに型成形可能にする。
【解決手段】 射出成形型10に超音波発生装置20を接続させる。射出成形の際に、超音波発生装置20で発生させた超音波振動を射出成形型10に付与しつつ、射出成形型10に設けられたラジアル動圧溝成形部16とスラスト動圧溝成形部17とで動圧溝を型成形する。
(もっと読む)
樹脂材料への超音波振動付与装置、この超音波振動付与装置を用いた樹脂材料の溶融成形方法及び樹脂組成物
樹脂ブレンドの混練性,相溶性を向上させ、樹脂に添加した添加剤やフィラーの分散性を向上させる。 溶融・流動状態の樹脂材料に、超音波振動を付与する超音波振動付与装置において、超音波振動を前記樹脂材料に付与する振動子31又はこの振動子の振動を前記樹脂材料に伝達する振動伝達部材32を有し、この振動子31と樹脂材料を接触させて、又は振動伝達部材32を前記樹脂材料に接触させて、振動子31又は振動伝達部材32を前記樹脂材料の流路11に設け、振動子31の振動又は振動伝達部材32の振動により、前記樹脂材料以外の他の部材が実質的に振動しないように、振動伝達抑制手段16,Gを設けた。 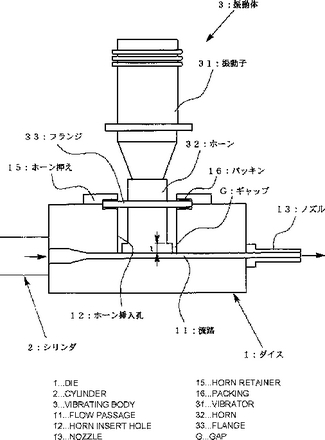 (もっと読む)
(もっと読む)
射出成形装置及び射出成形方法
【課題】 設計の自由度が高く、簡単な構成で且つ装置に加わる伝達系の負荷を抑止しながら、キャビティ内の成形材料に十分な超音波振動を伝達して成形材料を昇温することができる射出成形装置及び射出成形方法を提供すること。
【解決手段】 主型3にはキャビティ13を有する入れ子型4を設け、該入れ子型4には空間3aをした振動伝達ワイヤ6の一端を連結し、該振動伝達ワイヤ6の他端には超音波を発生可能な振動発生部を連結し、該振動発生部から振動伝達ワイヤ6を介して入れ子型4を振動させるようにした。
【効果】 振動発生部によって発生した振動エネルギーを、成形材料と接触する入れ子型4に集中的に伝達することが可能である。
また、金型内の空間3aを通った振動伝達ワイヤ6による超音波伝達のため、簡単に振動を伝えることができ、しかも振動伝達系としては極めて小さいものとなる。
そのため超音波エネルギーの他の部分への悪影響を与えない。
(もっと読む)
1 - 16 / 16
[ Back to top ]