
Fターム[4F206JT32]の内容
プラスチック等の射出成形 (77,100) | 駆動手段、制御手段 (2,060) | 電気回路、電気機器 (465) | 電動モータ駆動式のもの (410)
Fターム[4F206JT32]の下位に属するFターム
サーボモータの使用 (207)
Fターム[4F206JT32]に分類される特許
1 - 20 / 203
射出装置
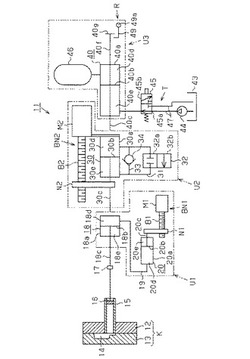
【課題】低速工程、高速工程、及び増圧工程に特化した制御を実現することができる射出装置を提供すること。
【解決手段】射出装置11は、低速工程用シリンダ30と低速工程用モータM2を有する低速工程用ユニットU2を備える。また、射出装置11は、高速工程用シリンダ40とアキュムレータ46を有する高速工程用ユニットU3を備える。射出装置11は、増圧工程用シリンダ18と、増圧工程用シリンダ18を駆動させる作動用モータM1及び作動用シリンダ20を有する増圧工程用ユニットU1を備える。型部Kには、増圧工程用ユニットU1のロッド18cが機械的に連結されるとともに、増圧工程用ユニットU1には、低速工程用ユニットU2のロッド30cが機械的に連結され、さらに、低速工程用ユニットU2には高速工程用ユニットU3の第1ロッド40cが機械的に連結されている。
(もっと読む)
射出装置

【課題】簡単かつ安価な構成で高速工程での射出速度を速めることができる射出装置を提供すること。
【解決手段】射出装置には、アキュムレータの油圧による高速工程用シリンダ40の第2ロッド40fの移動を規制する連結状態と、該連結状態を解除して油圧によって第2ロッド40fを移動可能とする非連結状態とを取り得る連結機構Rが設けられている。この連結機構Rは、第2ロッド40fの軸Lと直角の関係にある第1回転軸G1を有し、かつ第2ロッド40fに回転可能に支持され、第1当接面52aを有する第1連結部材52を備える。また、連結機構Rは、第1当接面52aに面接触する第2当接面53aを有する第2連結部材53と、第2連結部材53を、第2回転軸G2を軸として回転させるモータM3と、を備える。
(もっと読む)
金型及びインサート樹脂成形方法
【課題】バスバーの端子接触面に樹脂漏れが発生しないインサート成形を行うことができる金型等を提供する。
【解決手段】ボルト挿通孔30aの周囲が端子接触面30bであるバスバー30をキャビティ12にセットし、バスバー30のボルト挿通孔30bにボルト31のネジ部31bを挿入し、バスバー30とボルト31をインサート部品としてキャビティ12に樹脂を注入してインサート樹脂成形を行う金型1であって、ネジ孔20aを有し、ネジ孔20aにボルト31のネジ部31bを螺入した位置がボルト31のセット位置となるボルト受け駒部20と、ボルト受け駒部20をネジ孔20aを中心として回転させるモータMとを備えた。
(もっと読む)
射出成形機
【課題】循環電流を抑えつつ、整流時に発生する高調波を抑制できる、射出成形機を提供すること。
【解決手段】モータと、前記モータを駆動する駆動回路と、前記駆動回路に電力を供給する整流器102と、前記駆動回路と整流器102との間の直流電力を交流電力に変換して出力するブリッジ回路104とを備える射出成形機であって、交流電源電圧が一次側に入力される変圧器67と、ブリッジ回路104によって変換された交流電力の電流波形が正弦波になるようにブリッジ回路104の動作を制御するコントローラ26とを有し、変圧器67の第一の二次巻線の接続先が整流器102の入力側であり、変圧器67の第二の二次巻線の接続先がブリッジ回路104の出力側であることを特徴とする、射出成形機。
(もっと読む)
射出成形機
【課題】モータの回生電力を効率的に回生できる、射出成形機を提供すること。
【解決手段】モータと、前記モータを駆動する駆動回路と、前記駆動回路に電力を供給する整流器102とを備える射出成形機であって、前記モータの回生電力の回生経路82が整流器102に並列接続され、前記駆動回路と整流器102との間の直流電力を交流電力に変換するブリッジ回路104と、ブリッジ回路104によって変換された交流電力が入力される高調波成分抑制部63とを回生経路82に備えるとともに、ブリッジ回路104によって変換された交流電力の電流波形が正弦波になるようにブリッジ回路104の動作を制御するコントローラ26を備えることを特徴とする、射出成形機。
(もっと読む)
射出成形機
【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置52と、リンク機構56とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置52は、被駆動部(ナット65)を有し、ナット65をピストンロッド25に交差する方向において駆動可能である。リンク機構56は、ナット65の前記交差する方向における運動をピストンロッド25に平行な方向の運動に変換してピストンロッド25に伝達可能である。
(もっと読む)
射出成形機
【課題】ターンテーブルの高速回転により遠心力が生じても所定の軌道に沿って線状移動体を移動させることができる射出成形機を提供する。
【解決手段】複数の移動ブロック11をガイドレール10に断続的に離間して配設し、これら複数の移動ブロック11に、可動金型1の中子を動作させるときに用いられ線状移動体たる油圧配管13を装着し、ターンテーブル3を回転させたときに、ターンテーブル3の外周に沿うようにして、油圧配管13が移動されるようにする。これにより、ターンテーブル3の回転と共に油圧配管13が移動される際、油圧配管13はガイドレール10に沿った所定の軌道上で移動されるから、ターンテーブル3の回転により遠心力が発生したとしても、当該遠心力により軌道が乱されることなく油圧配管13を所定方向に安定して移動させることができる。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
インモールドラベル成形用ラベル受渡し装置
【課題】多数個取り金型にラベルを装着する場合に、平面状態のラベル保持間隔と各キャビィティ内にラベルを装着する疑似コアの間隔が異なっていても、疑似コアにラベルを確実に受け渡しが可能な装置を提供する。
【解決手段】昇降部材41・43の下部にある取付け板81・83に移送直交方向へ移動可能に支持された吸着保持ラベルの枚数に応じた個数のスライダ89・91の吸着部材93・95と、取付け板に対して上下方向へ移動できるカム取付け板97・99を設け、各スライダに設けられたカム軸89a・91aがカム孔101a・101bの摺動により各スライダを移送直交方向へ移動するカム板101・103と、取付け板に上下に摺動する軸部81b・83bと弾性部材81c、83cによりカム取付け板を下方へ付勢されるカム作動軸とからなり、吸着保持手段45・47を疑似コアのそれぞれ対向する高さ位置、相互間隔に一致する高低差へ移動させる。
(もっと読む)
電動射出成形機のスクリュ駆動装置
【課題】高速に射出することができるにも拘わらず、軸方向の長さが短く、シンプルで安価なスクリュ駆動装置を提供する。
【解決手段】スクリュ駆動装置(5)は、スクリュ(3)の後端部にその一方の端部(6a)が固定されているボールネジ(6)と、これに螺合しているボールナット(7)と、第1、2のモータ(9、10)とから構成する。そして、第1のモータ(9)は、ロータ(21)を円筒部(21a)と底部(21b)とから中空に形成し、ボールネジ(6)の他方の端部(6b)を底部(21b)に固着する。第2のモータ(10)は、ロータ(24)を中空に形成し、その内側にボールナット(7)を固定する。この第2のモータ(10)は、第1のモータ(9)の内側になるように配置する。
(もっと読む)
成形機
【課題】射出駆動用モータの駆動力を伝達するためのベルトに比較的大きな負荷が加えられても破断や損傷することを防止できるようにする。
【解決手段】3つの射出駆動用モータ8a,8b,8cの各々に固定された駆動伝達プーリ22a,22b,22cに対してモータ用駆動伝達ベルト23を掛け回し、モータ用駆動伝達ベルト23の内側から外側に向かってこのモータ用駆動伝達ベルト23を押圧して張力を与える駆動伝達ベルト用テンションアイドラ25を設ける。3つの射出駆動用モータ8a,8b,8cを同時に駆動しているとき、各駆動伝達プーリ22a,22b,22cと駆動伝達ベルト用テンションアイドラ25の近傍を通過するモータ用駆動伝達ベルト23の部位は山折りの状態で駆動されるから、モータ用駆動伝達ベルト23が高速で回転されているときに、モータ用駆動伝達ベルト23に対する負荷を軽減することができる。
(もっと読む)
竪型射出成形装置
【課題】電動式竪型射出成形機をベースとして、柔らかなノズル接触が実現でき且つコストダウンを容易に図ることができる技術を提供することを課題とする。
【解決手段】竪型射出成形装置10は、金型12を型締用モータ33により型締めする型締め機構16と、ノズル58を備える加熱筒61とスクリュー62を回転させるスクリュー回転モータ63とを備える射出装置17と、射出装置17を油圧力で上下に移動させる射出装置移動機構18と、突出用モータ45を駆動源として製品を上へ突出す下部突出し機構21と、油圧力で製品を下へ突出す上部突出し機構22と、インバータで制御され、射出装置移動機構18及び上部突出し機構22へ高圧油を供給する油圧発生装置85とからなる。
【効果】上部突出し機構を自在に制御でき、金型から製品を円滑に取出すことができる。
(もっと読む)
ノズルタッチ方法およびノズルタッチ装置
【課題】ブレーキの摩耗は小さく、高価なサーボモータや制御アンプを使用することなく、所望のタッチ力を得ることができるノズルタッチ方法を提供する。
【解決手段】 射出ユニット(1)を、ノズルタッチ方向に駆動している過程において、該ユニット(1)が設定位置に達すると、押部材(14、15、19、…)の駆動を低速度、定押し力に変更し、その後、押部材に設けられているストッパ(35、35)が射出ユニット(1)に取り付けられているブラケット(18)に当接すると、押部材の駆動が停止し、そして押部材に制動(25)をかける。
(もっと読む)
射出成形方法、およびその装置
【課題】品質が安定した成形品を、微小型開き状態を有する射出成形で成形する。
【解決手段】所定の圧力での型締め状態における金型の型締め位置の変更に応じて、微小型開き状態での金型の位置を変更させる。これにより温度変動等により型締め状態における型締め位置が変更された場合であっても、微小型開き状態での型開き量が一定となり、品質の安定した成形品を、微小型開き状態を有する射出成形で成形できる。
(もっと読む)
射出成形装置、射出成形方法および射出成形装置用の射出スクリュ
【課題】射出成形装置用の射出スクリュの溝部等に樹脂が残留することを防止し、樹脂の酸化劣化、ガス吐出口における溶融樹脂の逆流、詰まりの発生等を防止することができる射出成形装置を提供する。
【解決手段】樹脂を加熱溶融して成形用金型に射出する射出成形装置であって、樹脂を加熱溶融するための加熱シリンダ10と、溝部22の少なくとも一部に多孔性金属で構成された不活性ガス吐出部を有し、加熱シリンダ10内の加熱溶融された樹脂を射出するための射出スクリュ12と、を有する射出成形装置である。
(もっと読む)
成形機の射出装置
【課題】電動式の液圧供給装置を効果的に利用できる成形機の射出装置を提供する。
【解決手段】ダイカストマシンDC1の射出装置1は、射出工程においては、電動機25の駆動により供給シリンダチューブ39から射出ヘッド側室17hへ作動液を供給して低速射出を行い、その後、アキュムレータ11から射出ヘッド側室17hへ作動液を供給して高速射出を行う。また、射出装置1は、溶湯の凝固後においては、電動機25の駆動により供給シリンダチューブ39から射出ロッド側室17rへ作動液を供給してプランジャ5を後退させ、電動機25の駆動により供給シリンダチューブ39からアキュムレータ11に作動液を供給してアキュムレータ11を蓄圧する。
(もっと読む)
圧力制御装置及び圧力制御方法
【課題】圧力に応じた電圧値を周波数信号に変換してその周波数信号の周期に応じて圧力を制御する場合に、周波数信号の周期によらずに精度良く圧力を制御する
【解決手段】歪みゲージ1において射出成形機の所定箇所の圧力を電圧値として検出し、V/F変換器3にてその電圧値を周波数信号に変換して出力し、カウンタ4にてその周波数信号の周期を計測し、制御演算装置5において、V/F変換器3から出力された周波数信号の周波数がしきい値以下の場合は、その周波数信号の立ち上がりエッジから次の立ち上がりエッジまでのクロックによる時間を周波数信号の周期とし、また、V/F変換器3から出力された周波数信号の周波数がしきい値よりも高い場合は、その周波数信号のクロックによる一定時間内のパルス数によって一定時間を除算した値を周波数信号の周期とし、この周期に基づいて射出成形機における圧力制御を行う。
(もっと読む)
成形機の射出装置
【課題】簡素な構成の成形機の射出装置を提供する。
【解決手段】射出装置1は、射出プランジャ5を駆動する射出シリンダ装置7と、射出シリンダ装置7に作動液を供給可能に連通された変換シリンダ装置9と、変換シリンダ装置9を伸縮させることが可能な駆動装置11とを有する。射出シリンダ装置7は、射出ピストン17と、増圧ピストン18と、これらを収容する射出シリンダチューブ15とを有する。増圧ピストン18は、小径部18a及び大径部18bを有する。射出シリンダチューブ15は、射出ピストン17及び小径部18aが摺動する射出シリンダ部15a、及び、大径部18bが摺動する増圧シリンダ部15bを有する。変換シリンダ装置9の変換ヘッド側室21hは、射出ヘッド側室15hと、増圧ピストン18の射出ピストン17とは反対側の増圧ヘッド側室15gとに連通されている。
(もっと読む)
射出成形機の金型開閉装置および金型開閉方法
【課題】取出機を用いなくても成形品が金型から所定の位置に容易に排出される構造とした金型開閉装置と、成形品を金型から所定の位置に容易に排出させる金型開閉方法を提供すること。
【解決手段】金型20の上型22を下型24に対して離接する射出成形機10の金型開閉装置12であって、下型24を着脱自在に保持する下型保持盤32と、上型22を着脱自在に保持する上型保持盤31と、上型保持盤31を昇降する上型保持盤昇降機構33と、下型保持盤32を回動する駆動モータ35とを有する。
(もっと読む)
1 - 20 / 203
[ Back to top ]