
Fターム[4F207AA21]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | 不飽和カルボン酸系(カルボン酸金属塩、アクリルアミド、アクリロニトリル) (232) | メタクリル酸、アクリル酸エステル系樹脂 (213)
Fターム[4F207AA21]に分類される特許
81 - 100 / 213
プラスチック成形材料を着色するための方法及び装置
本発明は、水性リキッドカラーを用いた着色プラスチック成形材料の製造法であって、該水性リキッドカラーを溶融したプラスチック成形材料に添加する方法に関する。さらに本発明は、該方法を実施するための装置を記載する。 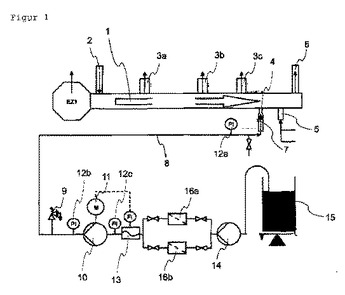 (もっと読む)
(もっと読む)
光学フィルムの製造方法
【課題】本発明は、アクリル樹脂を含有する光学フィルムの矯正時および剥離時の平面性不良を防止し、横段故障、位相差ムラ、縦スジ故障のない光学フィルムを得ることのできる製造方法を提供することを目的とする。
【解決手段】アクリル樹脂と、それ以外の少なくとも1種の樹脂、および少なくも1本の炭素数5〜20の炭素鎖と連結基とを有し分子量が150〜1000である化合物とを含有する樹脂混合物を、溶融押出の後、弾性タッチロールと冷却ロールとで挟圧する工程を有する光学フィルムの製造方法であって、前記冷却ロールの表面温度Tr1が、
Tg<Tr1≦Tg+40℃
を満たすことを特徴とする光学フィルムの製造方法。
(もっと読む)
光学シート製造装置、光学シート、バックライトユニット及びディスプレイ装置、並びに光学シート製造方法

【課題】成形品に反りや撓みによる変形や損壊が生じることのない光学シート製造装置を提供する。
【解決手段】両面に微細凹凸形状を有して照明光路制御に用いられる光学シートを、押出成形によって連続的に製造する光学シート製造装置1において、加熱溶融させた樹脂Wをシート状に押し出して吐出する押出ダイ10と、該シート状の樹脂Wを挟み込んで両面に前記微細凹凸形状を成形する凹凸成形部30とを設け、押出ダイ10と凹凸成形部30との間に、押出ダイ10から押し出されたシート状の樹脂Wが所定時間かけて通過する内部応力緩和区間50を設け、さらに、内部応力緩和区間50を加熱する外部加温設備(加熱設備)51を設ける。
(もっと読む)
プラスチック製照明カバーの製造方法

【課題】 簡素な工程で、強度が高く、かつ、光源からの光を確実に拡散することができるプラスチック製照明カバーの製造方法を提供すること。
【解決手段】 熱可塑性樹脂材料を押出成形機によって略平板状に押し出して、略直線状の断面形状の本体部11およびこの本体部11の幅方向の両端部にはそれぞれ掛止凸部12・12を有するカバー部材1の基板Aを作製する一方、帯熱軟化状態の当該基板Aの本体部11の片面または両面に対して、凹凸パターンを型押し加工して、本体部11の表面に凹凸溝13を形成すると共に、当該基板Aが帯熱軟化状態にあるうちに、この基板Aを、略直線状の断面形状である賦形金型2の入口ダイ21に挿入していき、この賦形金型2のキャビティ内において、両壁面に挟まれる領域が直線状から逓次的に弯曲形状に変化していく壁面形状に沿って、挿入された本体部11を弯曲賦形せしめて、弯曲状の出口ダイ22から押し出す。
(もっと読む)
光学フィルムおよびその製造方法、偏光板、液晶表示装置等
【課題】液晶表示装置に使用した場合に十分な光学補償を実現でき、かつ画像の歪みが少ない、特殊な内部構造を有する光学フィルムおよびその製造方法の提供。
【解決手段】熱可塑性樹脂から構成される傾斜方位を有する光学フィルムであって、傾斜方位と厚み方向を面内に含む前記光学フィルムの切片を直交ニコルに配置された2枚の偏光板の間に配置し、前記偏光板の面に対して、垂直方向から光を照射しながら、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される全ての消光位がいずれも0°を超え90°未満であり、かつ、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化する光学フィルム。
(もっと読む)
光学フィルムの製造方法、及び光学フィルム、偏光板、液晶表示板用光学補償フィルムおよび液晶表示装置
【課題】十分な大きさの傾斜構造を有し、面状が良好で、光学特性のMD方向ムラが小さい光学フィルムの提供。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含む光学フィルムの製造方法であって、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くし、前記第一挟圧面と前記第二挟圧面との間の圧力を20MPa以上に制御し、前記第一挟圧面と前記第二挟圧面によって該フィルムに1m幅あたり3000〜30000Nのせん断応力を付与するように制御し、前記第一挟圧面および前記第二挟圧面をそれぞれ遊星タイプの減速機を介して連結される駆動モーターによって駆動させる光学フィルムの製造方法。
(もっと読む)
高せん断装置
【課題】非相溶性ポリマーブレンド系、ポリマー/フィラー系、さらにはポリマーブレンド/フィラー系の材料において、高せん断効率を向上させることで、ブレンド材の品質を高めるようにした。
【解決手段】固体状のポリカーボネートとアクリル樹脂とを8:2の樹脂混合比で混合した樹脂を可塑化して溶融させる可塑化ユニット10と、可塑化ユニット10で溶融した溶融樹脂M´が注入され、この注入された溶融樹脂M´に高せん断応力を与えるための内部帰還型スクリューを有する高せん断ユニット20とを備え、可塑化ユニット10から高せん断ユニット20へ注入される樹脂の温度がその樹脂の溶融温度(240℃)以下となる205〜240℃とした。
(もっと読む)
押出成形品の製造方法
【課題】基材に表皮材を積層した押出成形品を製造するにあたり、ベース材と種材を有する表皮材表面にベース材と明確に識別できる製造方法を提供する。
【解決手段】押出成形品の製造方法である。表皮材積層工程の前に、ベース材と種材を押出機で溶融混練する溶融混練工程と、溶融混練された表皮材をベース材と種材に分離させ、かつ、種材を縦断面の中心部に配置させる分離工程と、分離工程後の表皮材を、種材を分割するように表皮材全体を分割する分割工程と、分割工程後の表皮材の種材を、表皮材の縦断面の中心部に配置させる中心配置工程と、中心配置工程後の表皮材の縦断面を拡大する拡大工程とを有する。
(もっと読む)
無発泡成形物の押出成形方法
【課題】熱伝導率が0.2W/m・K以下の熱可塑性樹脂を用いた押出成形方法において、成形速度を速めることができる無発泡成形物の押出成形方法を提供する。
【解決手段】 熱伝導率が0.2W/m・K以下の熱可塑性樹脂を材料に用いて無発泡の成形物を成形するための押出成形方法であり、上記熱可塑性樹脂の加熱溶融物を押出機及びダイから押し出した後に、該押し出された加熱軟化状態の成形物を、−10〜10℃の温度に保持された不凍液が冷媒として送通されるサイジング装置の導入路に導入し、該導入路の周面を冷却面として、該冷却面に加熱軟化状態の成形物を接触させて所定の寸法に規制しつつ冷却固化し、このようにして冷却固化した成形物を引出ロールによって引っ張って該サイジング装置から引き出す。
(もっと読む)
異形押出成形品
【課題】 表面に柾目模様が付された異形押出成形品を提供することを課題とする。
【解決手段】溶融温度170〜200℃のアクリロニトリル−スチレン−アクリル酸共重合樹脂(以下、ASA樹脂という)ペレット100質量部に対し、溶融温度200〜230℃のアクリロニトリル−ブタジエン−スチレン共重合樹脂(以下、ABS樹脂という)ペレット1.5〜3.5質量部を混合したペレット混合物を、温度180〜200℃で押出成型して得られる異形押出成形品である。ここで、ABS樹脂ペレットの粒子径は、1.5〜3.5mmであることが好ましく、ASA樹脂ペレットが、その100質量部に対して無機顔料を1.0〜6.0質量部含有したものであることが好ましい。
(もっと読む)
光学フィルム、光学フィルムの製造方法、それを用いた偏光板、及び液晶表示装置
【課題】ヘーズが低く、製造中に破断故障が発生しない光学フィルム、光学フィルムの製造方法、それを用いた偏光板、及び当該偏光板を用いた液晶表示装置を提供する。
【解決手段】置換度2.0〜3.0のセルロースエステル(CE)と、前記セルロースエステル(CE)とは異なる、下記一般式(G−1)または(G−2)で表される繰り返し単位を有するセルロースエステル(GCE)と、アクリル樹脂とを含有することを特徴とする光学フィルム。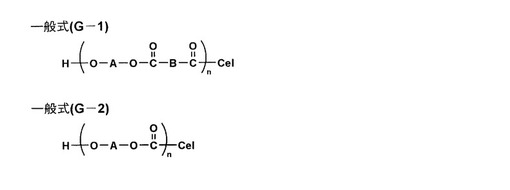 (もっと読む)
(もっと読む)
フィルムの製造方法、フィルム、偏光板、液晶表示板用フィルム、及びフィルム製造装置
【課題】 長期間の製膜を行なった場合においても、溶融物の挟圧位置が変化せず、光学特性が安定したフィルムの製造方法、及びその方法により製造されるフィルムを提供する。
【解決手段】
熱可塑性樹脂を含有する組成物をダイ16から溶融押出し、溶融押出しされた溶融物12Aを、タッチロール28とキャスティングロール18の間に連続的に挟圧してフィルム状に成形する。架台50を移動させることにより、溶融物12Aの挟圧する位置が一定となるように調整しながら、溶融物12Aをタッチロール28とキャスティングロール18により挟圧する。
(もっと読む)
フィルムとその製造方法、液晶表示板用光学補償フィルム、偏光板および液晶表示装置
【課題】レターデーションの発現性および傾斜構造が大きく、フィルム面内の遅相軸方向または進相軸方向のいずれか一方向に傾斜方位を有し、且つ、面状が良好な熱可塑性フィルムの製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記第一挟圧面または前記第二挟圧面の少なくとも一方が弾性であり、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くし、前記第一挟圧面と前記第二挟圧面のうち先に前記溶融物から剥離する方の挟圧面の剥離点において、前記挟圧面からのメルトの滑り性を低減する熱可塑性フィルムの製造方法。
(もっと読む)
フィルムの製造方法、フィルム、偏光板、及び液晶表示板用フィルム
【課題】 フィルム厚みが薄いフィルムであっても、面内のレターデーションの発現を実現でき、また、光学的に傾斜したフィルムの製造方法およびそのフィルムを提供する。
【解決手段】
コア層となる第一の熱可塑性樹脂組成物12と、スキン層となる第二の熱可塑性樹脂組成物12’及び第三の熱可塑性樹脂組成物12’’をダイ16から溶融押出しし、溶融押出しされた溶融物12Aを、挟圧装置を構成するタッチロール28とキャスティングロール18により連続的に挟圧してフィルム状に成形する。タッチロール28とキャスティングロール18により溶融物12Aに加えられる圧力が20〜500MPaであり、第一の熱可塑性樹脂組成物12のTgが第二の熱可塑性樹脂組成物12’及び第三の熱可塑性樹脂組成物12’’のTgより0.5℃〜50℃低い。
(もっと読む)
保護シート付き樹脂シートの製造方法及び製造装置
【課題】樹脂シートの表裏面に貼り付けた保護シートと樹脂シートとを一体として切削加工や研磨加工を行うときに保護フィルムが剥がれてしまうのを防止することができ、保護シートが樹脂シートの端まで貼り付けられた保護シート付き樹脂シートの製造方法及び製造装置を提供する。
【解決手段】保護シート貼り付け工程122と切断工程124との間で、樹脂シート14に貼り合わせた保護シート84、84のみを、両端部裁断工程120で裁断された樹脂シートの両端部よりも内側であり、端面加工工程126で表裏面にそれぞれ保護シートが貼り合わせた樹脂シート14’が加工される範囲よりも外側であるように裁断する保護シート裁断工程123を行う。
(もっと読む)
保護シート付き樹脂シート及びその製造方法並びに製造装置
【課題】樹脂シートの表裏面に貼り付けた保護シートと樹脂シートとを一体として切削加工や研磨加工を行うときに保護フィルムが剥がれてしまうのを防止することができる保護フィルム付き樹脂シート及びその製造方法並びに製造装置を提供する。
【解決手段】樹脂シート14と、樹脂シート14の表裏面に貼り付けられた2枚の保護シート84、84と、からなり、樹脂シート14の両端部の側面14aが保護シート84、84で覆われ貼り合わされている貼り合わせ部84aを設けるようにした。
(もっと読む)
フィルムの製造方法、フィルム、偏光板、及び液晶表示板用フィルム
【課題】 溶融粘度の低い熱可塑性樹脂を使用する場合でも、面内のレターデーションの発現の低下を防止でき、光軸の傾斜が可能なフィルムの製造方法およびそのフィルムを提供する。
【解決手段】 熱可塑性樹脂を含有する組成物をダイ16から溶融押出しし、溶融押出しされた溶融物12Aを、挟圧装置を構成するタッチロール28とキャスティングロール18の間に連続的に挟圧してフィルム状に成形される。このとき、溶融物の溶融粘度が20〜800Pa・sであり、タッチロール28とキャスティングロール18により挟圧される溶融物12Aのニップ幅が2mmより大きく5mm未満になるように挟圧する。
(もっと読む)
異形押出し成形加工用ポリエステル系樹脂組成物およびその成形品
【課題】 ポリエステル樹脂系の耐熱性向上、耐衝撃性向上、さらには見かけの溶融粘度向上効果を期待し、かつ異形押出し成形性を向上させる異形押出し成形加工用ポリエステル系樹脂組成物および成形品を提供する
【解決手段】 ポリカーボネート樹脂(I)、 ポリエステル樹脂(II)、 (X)20〜99重量%のビニル芳香族モノマー、(Y)1.0〜80重量%のヒドロキシアルキル(メタ)アクリレート、および(Z)0〜40重量%のアルキル(メタ)アクリレートからなる共重合体であり、ヒドロキシル基を1分子あたり2個以上含有する反応性化合物(III)、 を含むことを特徴とする異形押出し成形加工用ポリエステル系樹脂組成物および成形品。
(もっと読む)
偏肉樹脂シートの製造方法及び偏肉樹脂シートの製造装置
【課題】偏肉樹脂シートの切断時における切断不良や保護フィルムの剥がれを防止することができる偏肉樹脂シートの製造方法及び偏肉樹脂シートの製造装置を提供する。
【解決手段】ダイ16から押し出される溶融樹脂を、型ローラー20とニップローラー18とで挟圧して偏肉樹脂シートSを成形し、剥離ローラー22によって型ローラー20から剥離した後、切断機32により偏肉樹脂シートSを所望の長さに切断する。このとき、偏肉樹脂シートSの切断は、偏肉樹脂シートSに応じて形状が予め調節された弾性体により偏肉樹脂シートSを押さえつけた状態で行われる。これにより、偏肉樹脂シートSの全幅にわたって弾性体で押さえつけた状態で、偏肉樹脂シートSの切断を行うことができるため、切断不良や保護フィルムの剥がれを防止することができる。
(もっと読む)
タッチパネル用積層押出樹脂板およびタッチパネル用表面塗工板
【課題】表面に傷が付き難く、しかも製造が比較的容易なタッチパネル用積層押出樹脂板およびタッチパネル用表面塗工板を提供することである。
【解決手段】ポリカーボネート樹脂層の少なくともタッチされる側の表面にアクリル樹脂層が共押出成形により積層されてなるタッチパネル用積層押出樹脂板である。前記ポリカーボネート樹脂層の厚みが全体の厚みの50%以上であることが好ましい。前記積層押出樹脂板のタッチされる側の表面に硬化膜を被覆したタッチパネル用表面塗工板である。前記硬化膜が耐擦傷性を有する硬化皮膜であることが好ましい。
(もっと読む)
81 - 100 / 213
[ Back to top ]