
Fターム[4F207AG02]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 板状体(←シート、フィルム) (1,455) | 厚板 (25)
Fターム[4F207AG02]に分類される特許
1 - 20 / 25
ストリップおよび空気入りタイヤの製造方法
【課題】空気入りタイヤのインナーライナーとカーカスプライの接着性を改善し、走行時の繰り返し屈曲変形にともなう亀裂成長を軽減する。
【解決手段】円筒ドラム上で螺旋状に巻回したタイヤ用インナーライナーを形成するための熱可塑性エラストマー組成物のストリップであって、タイヤ内側の第1層と、カーカスに隣接配置される第2層で構成され、少なくともいずれかはイソブチレン主体の重合体ブロックと芳香族ビニル系化合物主体の重合体ブロックとからなるイソブチレン系ブロック共重合体であって、少なくとも一つのブロックがβ−ピネンを含むランダム共重合体であるイソブチレン系変性共重合体を含むエラストマー組成物であり、ストリップは本体とその両側に耳部を有し、ストリップ本体の厚さは0.05mm〜1.0mmであり、耳部の厚さはストリップ本体の厚さより薄く、耳部の幅は0.5mm〜5.0mmであるインナーライナー形成用のストリップ。
(もっと読む)
発泡体、発泡体の製造方法、及び、発泡体の押出し成形機

【課題】断熱特性の向上を図ることができる発泡体等を提供する。
【解決手段】パルプ繊維成分と合成樹脂成分と補助剤としての澱粉成分とを発泡させ、多数の密閉された発泡セルより構成された発泡体1Aであって、発泡セルS3が密集配置された複数の発泡セル層3と、発泡セル層3の間に配置され、発泡セル層3より密度の高い発泡セルS1が密集配置された仕切皮膜層4とを厚み方向に備え、仕切皮膜層4が複数の発泡セル層3間を連続して仕切っている。
(もっと読む)
広幅板状樹脂の押出用金型
【課題】 分岐通路端部の形状に着目し、より一層の流速均一化を可能とした広幅板状樹脂の押出用金型を提供する。
【解決手段】 広幅板状樹脂の押出用金型1は、分岐樹脂通路の最終段の各分岐通路4の出口側端部に連なって幅を広げながら平板状樹脂通路6に至る展開部5を備えている。各展開部5に、最終段の各分岐通路4の出口側端部に連なり、平板状樹脂通路6より深くかつ通路幅が徐々に狭くなって平板状樹脂通路6に連なる1対の分岐部9が設けられている。
(もっと読む)
ゴムストリップの製造装置、及びこれを用いた製造方法
【課題】断続的に形成されるゴムストリップの形状を安定させる。
【解決手段】ゴムストリップGSを断続的に形成するゴムストリップの製造装置1である。投入されたゴムGを混練りして予成形口Yから間欠的に押し出させる押出しヘッド7を取り付けたゴム押出機2、上下のカレンダロール8a、8b間で最終厚さのゴムストリップGSに圧延成形するカレンダロール手段10と、前記上下のカレンダロール8a、8b間を接近・離間させる状態を選択的に切り替えるロール間隔切換手段9とを具えるカレンダ機3、及び、ギヤポンプ6の回転及びカレンダロール8Aの回転のオン、オフをそれぞれ制御しうる制御手段4を具える。前記制御手段4は、前記カレンダロール8Aの回転のオフに先駆けて、前記ロール間隔切換手段9を作動し、前記上下のカレンダロール8a、8bを離間状態にさせる。
(もっと読む)
ポリエチレン系樹脂積層発泡シートの製造方法
【課題】押出発泡後の発泡体の収縮を抑制または防止し、寸法安定性に優れるポリオレフィン系樹脂積層発泡体の製造方法を提供する。
【解決手段】ポリエチレン系樹脂2とブタン8とを含む発泡芯層形成用溶融樹脂9と、ポリエチレン系樹脂を基材樹脂とする表面層形成用溶融樹脂5とを環状ダイ13から共押出しする。積層発泡シート1全体の見掛け密度は18〜90kg/m3で、かつ厚み2mm以上30mm未満で、表面層形成用溶融樹脂5には脂肪酸エステル等からなる収縮防止剤が0.7質量部以上配合されており、一方発泡芯層形成用溶融樹脂9には、脂肪酸エステル等からなる収縮防止剤が0.7質量部未満配合されているかまたは配合されておらず、層発泡シート全体の厚みt[mm]に対する片面当たりの表面層の坪量m[g/m2]の比m/tをそれぞれ3〜15とする。
(もっと読む)
熱可塑性樹脂押出板
【課題】高温高湿環境下での反り変形を抑制することができる熱可塑性樹脂押出板を提供する。
【解決手段】ダイ3から押出した溶融状態の熱可塑性樹脂4を、第1冷却ロール6と第2冷却ロール7との間に挟み込み、前記第2冷却ロール7に巻き掛けた後、少なくとも1本の後段冷却ロール8に巻き掛けて得られる熱可塑性樹脂押出板10であって、前記第2冷却ロール7の外周面に接した片面10aと反対の他面10bが湾曲しており、その曲率中心が、前記他面側に位置し、湾曲方向が、押出方向および該押出方向に対して直交する方向のうち少なくとも一方向であり、曲率半径が、10〜200mである。
(もっと読む)
光制御板の製造方法
【課題】凹凸形状を一側面に有する光制御板をより効率的に製造可能な光制御板の製造方法を提供する。
【解決手段】光制御板の製造方法では、押出し成形で形成した樹脂シートの一側面に形状ロールを利用して凹凸形状を付形して検査用光制御板1Sを得て、検査用光制御板の凹凸形状が許容範囲内か否かを検査する。許容範囲内の場合、凹凸形状を有する樹脂シートを分割して光制御板とし、許容範囲内でない場合、形状ロールの温度及び樹脂シートの搬送速度の少なくとも一方を調整する。検査用光制御板を検査する工程では、凹凸形状の形成側と形成されていない側からそれぞれ光を入射した場合の第1及び第2の全光線透過率の少なくとも一方で規定されており凹凸形状を示す指標を取得し、基準光制御板に対する指標に基づいて、検査用光制御板に対する指標から、検査用光制御板の凹凸形状を評価する。
(もっと読む)
熱可塑性フィルムで包装された高粘着性製品の連続ストリップを製造する方法及び装置
制御された冷却によりリサイクルされたPETを含む組成物を製造する方法
本発明は固体フィラーと熱可塑性バインダとを含む複合材料から造形品を製造する方法に関し、前記方法は以下の順々に続く工程:(a)固体フィラーと熱可塑性バインダとを混錬デバイスに供給する工程と;(b)固体フィラーと熱可塑性バインダとを混錬デバイスにおいて混合させ、複合材料を得るために、固体フィラーと熱可塑性バインダとの混合物にかける圧力が約100kPaないし約1500kPaの範囲にある工程と;(c)工程(b)で得られた複合材料を成形して造形品にする工程と;(d)工程(c)で得られた造形品を冷却する工程であって、造形品を少なくとも約5℃/分ないし約120℃/分の冷却速度で冷却する工程とを含む。造形品は好ましくはスラブであり、これは押出成形およびまたは射出成形技術により床、キッチン作業面、キッチントップ、バスルーム、内装材および外装材ならびに他の二次元形状の装飾において非常に好適に使用できる。 (もっと読む)
断熱材の製造方法及び製造装置
【課題】植物性材料を主原料とし、これを水蒸気圧で発泡させて製造する発泡成形体において、建築用断熱材として利用可能な成形体の製造を可能にする。
【解決手段】紙・澱粉・ポリオレフィン系樹脂の混合物を主原料とし、これを押出機の押出口に取り付けた多数の開孔を有するダイ装置から押し出すと同時に発泡させて多数のストランドを形成し、このストランド群をサイジング装置を通過させて、水蒸気の放散を妨げない程度の空隙を保つように一体化させて発泡成形体と成した後、第1圧縮装置によりサイジング装置の開口部を基準としてその70〜90%となるように圧縮し、さらに第2圧縮装置により基準値の45〜65%となるように圧縮する。これにより、厚みが大きく且つ低熱伝導率の発泡成形体が得られる。
(もっと読む)
木材複合材製品の形成方法、木材複合材製品、および木材複合材製品の製造装置
木材複合材製品(P)を製造装置での押出しによって形成する方法。製造される木材複合材製品の表面が粗くなるように、製造装置全体にわたる温度プロファイルが調節される。さらに、本発明は、木材複合材製品および木材複合材製品の製造装置に関する。  (もっと読む)
(もっと読む)
ポリグリコール酸固化押出成形物及びその製造方法
【課題】切削、穴あけ、切断などの機械加工により二次成形品に成形することが可能なポリグリコール酸固化押出成形物とその製造方法を提供すること。
【解決手段】温度270℃及び剪断速度120sec−1で測定した溶融粘度が10〜1,500Pa・sのポリグリコール酸を含有する樹脂材料から形成され、1.575〜1.625g/cm3の密度、並びに5mm以上100mm以下の厚みまたは直径を有するポリグリコール酸固化押出成形物;並びに該ポリグリコール酸を含有する樹脂材料を固化押出成形後、固化押出物を加圧して、フォーミングダイ方向に背圧をかけながら引き取り、それによって、固化押出物の厚み方向若しくは直径方向への膨張を抑制する工程を含むポリグリコール酸固化押出成形物の製造方法。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】液晶ディスプレイに使用した場合に十分な光学補償を実現できる、特殊な内部構造を有する光学フィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記挟圧装置によって該溶融物にかかる圧力が20〜500MPaであり、かつ、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くすることを特徴とする光学フィルムの製造方法。
(もっと読む)
発泡シート又は積層発泡シートの製造方法
【課題】 本発明は、圧縮柔軟性に優れ且つ長期間に亘って圧縮状態で配置してもその反発応力が低下しにくい発泡シート及び積層発泡シートの製造方法を提供する。
【解決手段】 本発明の発泡シートの製造方法は、結晶成分を含有する合成樹脂及びゴム系樹脂を含む樹脂組成物、並びに、熱分解型発泡剤を溶融混練して発泡性樹脂シートを成形し、この発泡性樹脂シートを架橋、発泡させて発泡シートを製造した後、この発泡シートに溶融状態にて上記発泡シートの気泡を厚み方向に偏平化させるための応力を加えることを特徴とする。
(もっと読む)
熱可塑性樹脂発泡体およびその製造方法
【課題】厚みの均一性に優れた熱可塑性樹脂発泡体を提供すること。
【解決手段】複数の吐出孔を有するダイプレートから発泡性熱可塑性樹脂を押出し、押し出された発泡ストランドを集束させる熱可塑性樹脂発泡体の製造方法であって、吐出孔群が、幅(La)が200mm以上、厚み(Da)5mm以上、かつLa/Daが5以上であり、吐出孔群の中で、両側部の吐出孔群(a、c)の吐出孔径が、中央部の吐出孔群(b)の吐出孔径よりも大きいダイプレートを用いることを特徴とする熱可塑性樹脂発泡体の製造方法。
(もっと読む)
耐熱性押出発泡ボードおよびその製造方法
【課題】耐熱性、耐吸水性、耐薬品性、耐燃焼性、外観性、強度に優れ、押出発泡成形時の臭気の少ない耐熱性押出発泡ボードおよびその製造方法を提供すること。
【解決手段】下記のスチレン−マレイミド系共重合体(A)とスチレン−アクリロニトリル系共重合体(B)とからなることを特徴とする耐熱性押出発泡ボードを構成とする。
スチレン−マレイミド系共重合体(A):スチレン系単量体単位30〜65質量%とマレイミド系単量体単位70〜35質量%とからなる共重合体
スチレン−アクリロニトリル系共重合体(B):塊状連続重合により得られたスチレン系単量体単位65〜82質量%とアクリロニトリル系単量体単位35〜18質量%とからなる共重合体
(もっと読む)
樹脂発泡体の製造方法及び樹脂発泡体
【課題】 表面外観に優れ、且つ高発泡倍率を有する樹脂発泡体を容易に製造することができる樹脂発泡体の製造方法を提供する。
【解決手段】 樹脂発泡体の製造方法は、(I)熱可塑性樹脂組成物を加熱により溶融させる溶融工程と、(II)溶融樹脂組成物に定量的に不活性ガスを供給するガス供給工程と、(III)不活性ガスと、溶融樹脂組成物とを混合・混練する混練工程と、(IV)混練物を冷却する冷却工程と、(V)冷却された混練物を発泡させる発泡工程とを具備する樹脂発泡体の製造方法であって、前記発泡工程(V)が、(V-a)セルを生成させるセル生成工程と、(V-b)生成したセルの成長及び表面の平滑化を行う発泡体形成工程とを有していることを特徴とする。前記発泡工程(V)で、冷却された混練物を発泡させる際にダイ(特に円環状ダイ)を好適に用いることができる。
(もっと読む)
超高分子量ポリエチレンパネルの製造
機械方向を横切る方向で、好ましくは両側から狭くなり、かつ、金型の上部と下部とでその出口近傍に位置する横向きに設置され、もしくはそのいずれかの複数の冷却ゾーンを有するスリット金型を採用した連続ラム押出し法によって、大きな幅の超高分子量ポリエチレンパネルが調製される。パネルは、結晶融解温度より低い温度で金型を出る。 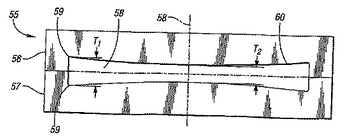 (もっと読む)
(もっと読む)
幅広で平坦なプラスチックベースの構造体を製造するためのダイ
ベース(1)及びカバー(1bis)から成る、幅広で平坦なプラスチックベースの構造体を製造するためのダイであって、分配チャンネル(7)内部に向かって開口している、融解されたプラスチックを供給するための複数のダクト(5)と、前記融解されたプラスチックを略平坦な構造体の形態で生産するための長手方向の流出スロット(13)と、を備えている前記ダイにおいて、前記分配チャンネル(7)及び前記流出スロット(13)は、供給ダクト(5)がその近傍に位置する下流側頂部(6)と、前記分配チャンネル(7)及び前記流出スロット(13)の交点を形成する2つの上流側頂部と、を有している略三角形状を成した複数の分配部(8)を介して連通し、各前記供給ダクト(5)は、前記供給ダクトのそれぞれに設けられた前記ダイの上流側に位置するオリフィス(3)を介して前記融解されたプラスチックを供給することを特徴とするダイ。  (もっと読む)
(もっと読む)
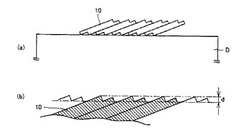
楔形板の成形装置
【課題】 成形速度が速く、かつ内部応力の残留が発生しにくい楔形板の成形装置を提供する。
【解決手段】 射出器10は、ホッパー12から送入され熱電対14で加熱して溶かされたプラスチックをスクリュー16で出口18から射出する。金型20は湯道22の湯口24が射出器10の出口18に連接される。ロールフォーミング装置30は、間の空間が高空間部と低空間部を少なくとも一つ有するローラー32、34を少なくとも二つ有する。金型20の出口26は空間に照準を合わせ、かつ出口26の形が空間に対応する形状を呈することで、溶けたプラスチックは金型20の湯道22から空間に流れ、二つのローラー32、34はそのプラスチックをロールフォーミングする。裁断装置40はロールフォーミング装置30の後方に設置され、ロールフォーミングされた後のプラスチックを裁断し、複数個の楔形板42を形成する。
(もっと読む)
1 - 20 / 25
[ Back to top ]