
Fターム[4F207AP02]の内容
プラスチック等の押出成形 (29,461) | 検出量又は監視量 (342) | 力 (54) | 圧力 (42)
Fターム[4F207AP02]の下位に属するFターム
樹脂圧 (18)
Fターム[4F207AP02]に分類される特許
1 - 20 / 24
スクリュ式押出機のシミュレーション装置、およびスクリュ式押出機のシミュレーションプログラム
【課題】高精度かつ現実的であり、実験遂行による労力の低減や短期間でのプロセスを構築することができるスクリュ式押出機のシミュレーション装置及びスクリュ式押出機のシミュレーションプログラムを提供する。
【解決手段】押出機の装置構成と運転条件および樹脂物性から、押出機内部の充満率、圧力、温度、固相占有率、滞留時間の分布状態を計算する押出機シミュレーション装置であって、前記押出機内部の前記充満率、前記圧力、前記温度、前記固相占有率及び前記滞留時間から選択される少なくとも一つの物理量を用いて、前記計算実施前に設定した押出材料の粘度、粘度式、比熱、熱伝導率及び密度から選択される少なくとも一つの物理量の変化を演算する手段を備えることを特徴とするスクリュ式押出機のシミュレーション装置。
(もっと読む)
熱可塑性樹脂シートの製造装置

【課題】熱可塑性樹脂シートの白化を生じさせることなく、シワの無い熱可塑性樹脂シートを製造する製造装置を提供する。
【解決手段】製造装置10は、熱可塑性樹脂材20を連続的に供給する供給ダイ11と、供給ダイ11下方に設けられた冷却ロール12と、冷却ロール12との間で熱可塑性樹脂材20を挟圧部14において挟圧するタッチロール13と、熱可塑性樹脂材20またはタッチロール13に対してエアFをタッチロール側から吹き付けるエア噴射装置15とを備えている。このうちタッチロール13は弾性体からなる表面層13aを有しており、またエア噴射装置15は、エアFを噴射するエア噴射口15aを有している。そして、エア噴射口15aからのエアFは、熱可塑性樹脂材20上の一端16aから、タッチロール13の表面層13a上の他端16bまでのエア噴射領域16に向って吹き付けられる。
(もっと読む)
ゴム押出成型装置
【課題】タイヤ構成部材の生産性を低下させることなく、押出ヘッドから押し出されるゴムのゲージ変動を抑制できるゴム押出成型装置の提供。
【解決手段】本発明に係るゴム押出成型装置10は、混練された原料ゴム50の供給口62が形成されるとともに、原料ゴム50が押し出される先細状の押出ヘッド30を有するシリンダ20と、シリンダ20内に設けられ、原料ゴム50を押出ヘッド30に向けて移動させるスクリュー40とを備え、シリンダ20内に設けられ、シリンダ20の容積を変化させる容積変化機構100を備え、容積変化機構100は、供給口62よりも押出ヘッド30寄りに位置し、スクリュー40の回転に応じてシリンダ20の容積を変化させる。
(もっと読む)
樹脂材料評価用押出機
【課題】少量の樹脂材料を用いて、定量押出が可能で少量のサンプルで樹脂材料の流動特性やフィルム、シート、チューブなどの押出特性を同時に精度良く評価可能な樹脂材料評価用押出機を提供する。
【解決手段】供給口2、加熱混練部、加圧部及び吐出口を供えた樹脂材料評価用押出機であって、樹脂材料を供給する加圧部の先端から吐出口の間に設けたギアポンプ4、加圧部からギアポンプを通して溶融樹脂材料を押出機の加熱混練部へ循環する樹脂還流路7、ギアポンプの下流側に設けた、樹脂材料を押出機先端の金型へ押出す吐出口へ流すか又は、樹脂還流路へ流す流路切換え部並びに樹脂還流路に設けた少なくとも2つの圧力センサー3,5,8,9を含んでなる樹脂材料評価用押出機。
(もっと読む)
粘弾性流体の粘度調整方法及びその装置
【課題】粘度を調整することができるとともに、生産性を向上することのできる粘弾性流体の粘度調整方法及びその装置を提供する。
【解決手段】第1押出装置10内の未加硫ゴムRの圧力及び温度を検出するとともに、その検出結果に基づいて未加硫ゴムRの粘度を推定することができるので、例えば周知のムーニー粘度測定機を用いて未加硫ゴムRの粘度を測定する場合のように、第1押出機10によって押出された未加硫ゴムRから粘度測定用にゴム片を切出す必要がなく、生産性の向上を図ることができる。また、推定された粘度に基づいて第2押出装置10における未加硫ゴムRの加工条件を調整することができるので、未加硫ゴムRの粘度を調整することができる。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】傾斜位相差構造が大きく、光学特性の均一性が高く、表示視認性に優れるフィルムの製造方法およびフィルムを提供する。
【解決手段】熱可塑性樹脂を含有する組成物をダイから溶融押出しする工程と、溶融押出しされた溶融物を挟圧装置を構成する第一挟圧面と第二挟圧面の間に連続的に挟圧してフィルム状に成形する工程と、を含むフィルムの製造方法において、前記挟圧装置によりフィルム状溶融物にかかる圧力が下記式を満たし、該圧力のバラツキがフィルム状溶融物の全幅に対して中央部80%の領域において0〜10%であることを特徴とするフィルムの製造方法。Ps/Pc=0.1〜0.99(式中、Psはフィルム状溶融物の全幅に対して両端部から10%幅の領域にかかる平均圧力を表し、Pcはフィルム状溶融物の全幅に対して中央部80%の領域にかかる平均圧力を表す。)
(もっと読む)
押出機、スラストベアリングの寿命予測方法および寿命予測方法
【課題】押出機を煩雑な構成にすることなく、スラストベアリングの寿命を予測する。
【解決手段】押出機(1)が稼働中のスラストベアリング(7)の回転速度Vおよびスラスト荷重Wを検知し、それらに対応する予測寿命値P(V,W)で標準化寿命値Tを除算した寿命要素e(V,W)を求め累積加算して累積値Eを求め、標準化寿命値Tに対する累積値Eの比または差を求め、スラストベアリングの残存寿命を判定する。
【効果】標準的な押出機の構成で、スラストベアリングの寿命を予測できる。
(もっと読む)
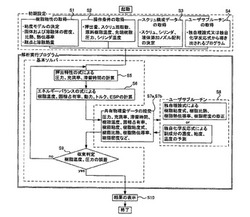
製造設備の診断装置及び方法
【課題】マハラノビス距離を利用して、複数の製造プロセスを経由して製造される製品の品質の評価及び製造設備の診断を適切に行うことができるようにする。
【解決手段】製品を製造する複数の製造プロセスにおける状態を示す計測値を複数の計測手段によってそれぞれ所定の時間間隔で連続的に計測し、診断用の一群の計測値を逐次サンプリングする。この一群の計測値に関連した製品が、所望の品質を満たしているか否かを判定し、良製品と判定された製造期間内の複数群(サンプリング数N)の計測値を収集する(ステップS102〜S114)。そして、現在の基準空間に基づいて算出されたマハラノビス距離(MD)が所定の閾値(100)を越えた場合には、現在の基準空間は適正でないと判断し、前記収集した複数群の計測値に基づいてマハラノビス空間(基準空間)を再計算し、基準空間の更新を行うようにしている(ステップS116〜S122)。
(もっと読む)
帯状部材の成形方法及びその装置
【課題】一対のローラによって圧延されて成る帯状部材の厚さ寸法の精度を向上することのできる帯状部材の成形方法及びその装置を提供する。
【解決手段】各ローラ21によって未加硫ゴム材料URを圧延する際の圧延力を検出し、検出した圧延力に基づいて各ローラ21間の間隙を調整することから、各ローラ21の間に形成されるバンクBの量、成形される帯状部材BM1の幅寸法、未加硫ゴム材料URの粘度、各ローラ21の撓み量等がそれぞれ変化する場合でも、各ローラ21間の間隙を一定に保つことが可能となり、各ローラ21によって圧延されて成る帯状部材BM1の厚さ寸法の精度を向上する上で極めて有利である。
(もっと読む)
光学フィルムの製造方法および光学フィルム
【課題】厚さ精度が高いとともに、ダイラインがなく、さらに凹み欠陥が少ない、表面平滑性に優れた光学フィルムを製造することができる光学フィルムの製造方法、および当該製造方法によって作製されるフィルムを用いた各種光学フィルムを提供する。
【解決手段】溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、押出工程によって押し出されたシート状の熱可塑性樹脂を、2つの冷却ロールの間に挟み込むことによってフィルムを形成するフィルム形成工程と、を有し、フィルム形成工程では、2つの冷却ロールによってシート状の熱可塑性樹脂を挟み込む力をP(kgf)、前記Tダイから吐出されるシート状の熱可塑性樹脂の幅をH(cm)とした場合、3.0≦P/H≦20.0である。
(もっと読む)
可塑化装置の制御方法
【課題】成形サイクルの開始及び終了時に溶融原料が酸化されないように制御する制御方法を提供することを目的とする。
【解決手段】酸素濃度を大気中よりも低下させた加熱筒4内で原料Mを可塑化する成形サイクルを実行する可塑化装置1の制御方法であって、前記成形サイクルを開始させるとき、前記加熱筒4のヒータ22,23,24への通電を開始し、前記加熱筒4の温度が成形温度より低い所定温度に上昇した時点から前記加熱筒4内の酸素濃度を低下させ始め、さらに、前記成形サイクルを終了させるとき、前記加熱筒4のヒータ22,23,24への通電を遮断し、前記加熱筒4の温度が成形温度より低い所定温度に下降した時点まで前記加熱筒4内の酸素濃度の低下状態を維持させる。
(もっと読む)
膜厚調整機構を備えた多層共押出ダイ、及び多層フィルムの製造方法
【課題】 多層フィルムの製膜において、各層の膜厚分布を制御することが可能な多層共押出ダイ、および多層フィルムの製造方法を提供する。
【解決手段】 多層共押出ダイを構成するプレートの勘合部に弾性体を挟み込み、前記プレートにかかる圧力を調整する機構を備えた構造とすることにより、弾性体を変形させ流路構造を変化させることができる多層共押出ダイ。更に前記の多層共押出ダイを用い、前記圧力を調整することにより、各層の膜厚を調整する多層フィルムの製造方法。
(もっと読む)
ゴムストリップ材料を製造する装置
コード材料を包含しているゴムストリップ材料を製造する装置(1)である。装置は、連続するゴムストリップを製造する目的で、ポンプ速度が調節可能な一体化されているギアポンプとコード材料の周囲に未加硫のゴムを押し出す搬送スクリューとを備えている押出機(4)を有する。装置は、ギアポンプのポンプ速度を調節する制御ユニットと、ゴムストリップの高さと幅とを計測し、計測された高さと幅とを示す計測信号を出力する計測ユニットとをさらに有する。計測ユニットは、ギアポンプのポンプ速度を調節する制御ユニットに計測信号を出力するために制御ユニットに接続可能であって、ギアポンプのポンプ速度は、少なくとも計測信号に基づいて制御ユニットによって制御可能である。  (もっと読む)
(もっと読む)
熱可塑性樹脂フィルム及びその製造方法
【課題】ポリシングローラ法による残留歪みの発生を抑制することにより、高い光学特性のフィルムを得ることのできる熱可塑性樹脂フィルム及びその製造方法を提供する。
【解決手段】熱可塑性樹脂を溶融してダイ24からシート状に押し出し、算術平均高さRaが100nm以下の表面性で、少なくとも一方のロールが、外筒肉厚Zが0.05mm<Z<7.0mmである金属製の弾性ロール26によって構成された一対のローラ26、28で挟んで冷却固化することによって製膜し、外筒44の変形による弾性ロール26のフィルム12の幅方向への振れを制御する。
(もっと読む)
押出成形方法と押出成形装置
【課題】押出成形機の立ち上げ/立ち下げの際に排出される溶融樹脂の総量を極力抑えること。また、非生産時に押出成形機を停止させないで連続運転することにより、溶融樹脂の焦げ付きを防止すること。
【解決手段】押出成形装置1は、フィーダ4の吐出速度、スクリュー7の回転速度、ギアポンプ12の回転速度及び圧力計15の圧力が入力される制御装置17を設け、生産時には、ギアポンプ12の回転速度を設定値に固定し、フィーダ4の吐出速度とスクリュー7の回転速度により圧力計15の圧力を調整することにより生産運転状態を維持し、非生産時には溶融樹脂が樹脂劣化しない範囲域でフィーダ4の吐出速度を設定値に固定し、ギアポンプ12の回転速度により圧力計15の圧力を調整することにより待機運転状態を維持し、各々の運転状態を安定化する。
(もっと読む)
ベントアップ検出機構および廃プラスチック処理方法
【課題】ベントアップの発生を誤動作が少なくかつ迅速に検出できるベントアップ検出機構および、該ベントアップ検出機構を備えた廃プラスチック処理システムにおける廃プラスチック処理方法を提供する。
【解決手段】本発明のベントアップ検出機構は、ベントボックス23の上壁部に設けられた、ベントボックス23内の圧力を検出するためのベント内用圧力センサ30と、ベントボックス23の側壁部に設けられた、ベントボックス23内と連通する配管35と、配管35に設けられた、配管35内の圧力を検出するためのベントアップ検出用圧力センサ31と、ベントアップ検出用圧力センサ31により測定された圧力値と任意の圧力値とを比較してベントアップの発生および解消を判断する演算処理部70とを有する。
(もっと読む)
熱可塑性樹脂発泡体の製造方法および製造装置
【課題】 微細で均一な発泡セルを有する発泡体を得ることができる、熱可塑性樹脂発泡体の製造方法を提供する。
【解決手段】固体発泡材料を二軸スクリュ式押出機(3)の加熱シリンダの上流側に供給してスクリュを回転駆動して溶融すると共に、超臨界状態の不活性流体を注入口(4)から注入し、不活性流体が溶解・分散した溶融発泡材料を加熱シリンダの下流端部に設けられている押出用ダイ(20)から連続的に押し出して発泡成形品を得るとき、不活性流体の注入量は、粘度計(13)により計測される溶融発泡材料の粘度により、不活性流体の飽和溶解度以下の範囲になるよう制御し、加熱シリンダおよび押出用ダイ(20)の出口端部近傍までの内圧は、気泡の発生点が押出用ダイ(20)の下流端部近傍になるように制御する。
(もっと読む)
シート成形装置およびロール間隙制御方法
【課題】ロール間隙を所定値に保つロール間隙制御において、ロール間隙制御を安定性よく行い、押付荷重の変動を抑えて良質のシート製品を得ること。
【解決手段】ロール間隙の制御偏差ΔGを押付荷重の制御目標値F*に変換し、第1ロール11に作用する押付荷重が制御目標値F*になるようにロール間隙を調整するカスケード制御を行う。
(もっと読む)
ローラヘッド押出機の制御方法
【課題】押出圧力に変動が生じやすいテーパ2軸押出機において、押出成形されるシートのエッジ部分に乱れが生じにくい、ローラヘッド押出機の制御方法を提供すること。
【解決手段】予め設定した、ローラヘッド4の回転速度と、該ローラヘッド4の回転速度に対するテーパスクリュ3の回転速度の速度比と、該速度比のときのバンク5内の圧力を基準にしたバンク5内の圧力範囲を記憶し、記憶したローラヘッド4の回転速度と、ローラヘッド4の回転速度に対するテーパスクリュ3の回転速度の比から算出したテーパスクリュ3の回転速度によって自動運転を開始し、バンク5内の圧力が、前記バンク5内の圧力範囲を超えたときに速度比を変更し、バンク5内の圧力が、バンク5内の圧力範囲に復帰したとき、当初の速度比に戻して、押出材料を押出成形するようにする。
(もっと読む)
押出装置
【課題】圧力変動による吐出量の変動を抑制できると共に、装置先端部の大型化を抑制できる押出装置を提供すること。
【解決手段】ホッパー4から投入された材料を混錬して押し出すためのスクリュー5を有する押出機2と、押出機2の先端部に設けられたギヤーポンプ1と、ギヤーポンプ1に設けられ、スクリュー5と回転軸芯Xが一致した状態で回転駆動される太陽ギヤ10と、ギヤーポンプ1に設けられ、太陽ギヤ10に従動して回転される遊星ギヤ11とを備えた押出装置であって、スクリュー5を駆動するための第1モータ17と、太陽ギヤ10を駆動するための第2モータ14とを備え、太陽ギヤ10と第2モータ14とを連結するための駆動軸13がスクリュー5の内部に設けられている。
(もっと読む)
1 - 20 / 24
[ Back to top ]