
Fターム[4F207KL15]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | スクリュー (340) | 溶融部、計量部のその構造 (148) | 複数(多条)のフライト (25)
Fターム[4F207KL15]に分類される特許
1 - 20 / 25
連続混練装置及び混練方法
【課題】 連続混練装置において、分散相とマトリックス相との粘度差が大きい材料を確実に且つ効率良く混練する。
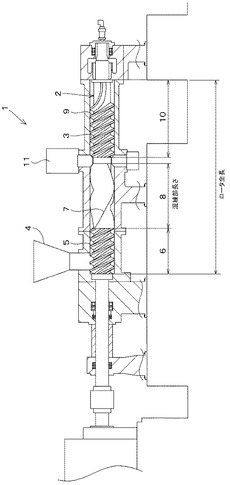
【解決手段】本発明の連続混練装置1は、内部が空洞とされたバレル3と、バレル3に収容されると共に互いに異なる回転方向に回転する一対の混練ロータ2、2とを備え、混練ロータ2に径外側に向かって突出する混練フライト7を軸心回りに少なくとも2条以上有していて、混練ロータ2、2の軸間距離が混練フライト7の回転外径より小さくなるように配備されていて、一対の混練ロータ2、2の軸垂直方向の断面において一対の混練ロータ2、2の回転位相毎で最も狭い混練部8、8間のクリアランスであるロータ間クリアランスCRがロータ間クリアランスCRを通過する材料に伸長流を生起可能な間隔とされている。
(もっと読む)
インサイドポンプを備えるエンドレス・コアレス四軸押出機及び四軸駆動装置

【課題】低炭素型材料加工プロセス、特にコンパウンドや造粒を始めとするポリマー加工プロセスの省エネと二酸化炭素排出量低減を図れるように考案した、昇圧押出能力と混練分散性能が共に高く、フィード性能とベント性能が共に優れ、高度な省エネとコンパクトの性格を有する押出機を提供する。
【解決手段】かみ合い型同方向回転多軸押出機のセルフクリ−ニング性を最大限に生かし、4本の二条スクリュをそれらの軸中心が正方形の頂点に置かれるように、エンドレスで、コアレスで配置し、これによりスクリュ構成の中センター領域に4つのかみ合い領域を形成し、単位スクリュ当たりのかみ合い領域を二軸押出機の1.5倍程多くし、四軸スクリュのセンター領域に形成されるチェーン状セル構造によりインサイドポンプが構成される四軸押出機、回転動力の仲介に内歯車を適用することによるシンプルかつコンパクトで回転動力伝達損失の少ない四軸駆動装置である。
(もっと読む)
連続混練装置
【課題】 被混練物の押出し能力を確保しつつ剪断性を上げて混練品質の向上が図れる連続混練装置を提供する。
【解決手段】 バレル2内のスクリューセット3に組み込まれチャンバ内壁面との間の間隙で剪断を付与し被混練物の混練を行う混練ロータ7を備えた二軸混練押出機1において、前記混練ロータ7は、ロータ本体11の外周に、押出方向へ連続的に捻れた長翼12とロータ本体軸端より延びる一個以上の短翼13a,13bとを備えると共に、前記短翼13a,13bの長さをロータ本体11の長さの1/2よりも短くしてなると共に、前記混練ロータ7の上流あるいは下流側の少なくとも一方に、不連続に断面形状が変化するニーディングディスク15A,15Bを配置した。
(もっと読む)
熱可塑性樹脂組成物の多層押出方法及びこの押出方法により製造された被覆電線・ケーブル
【課題】1台の押出成形機で多層構造の押出成形品を安価に製造することができ、しかもその製品における各層間の密着性を確実に高めることができる、熱可塑性樹脂組成物の多層押出方法及びこの押出方法により製造された被覆電線・ケーブルを提供すること。
【解決手段】軸方向周上に所定の高さを持った螺旋構造のフライト2を有する単軸スクリュ3を備えた一台の押出成形機1に、夫々押出材料である複数種類の熱可塑性樹脂組成物A、Bを供給すると共に、これら複数種類の熱可塑性樹脂組成物A、Bを前記押出成形機1内に設けられた夫々別々の流路9、10を通して混合させることなく同時に搬送して、前記押出成形機1から前記複数種類の熱可塑性樹脂組成物A、Bを夫々溶融押出成形する、熱可塑性樹脂組成物の多層押出方法。
(もっと読む)
スクリューエレメントピース及びスクリュー
【課題】同方向完全噛み合い型の多軸押出機を用いる樹脂製品の製造において、溶融、混練の際の樹脂の温度上昇を抑えることにより、樹脂の分解による樹脂製品の品質の低下を抑えるとともに、押出機内での樹脂の反応を促進できる技術を提供する。
【解決手段】互いに回転して噛み合うn条のスクリューを備えた二軸以上のスクリュー式押出機用のスクリューエレメントピースであって、軸方向断面視において、n条のスクリューの少なくとも一つのフライト部の頂部は所定の曲率半径を有する円弧であり、上記所定の曲率半径がスクリューを配設するためのシリンダにおける上記フライト部の頂部と対向する内壁の曲率半径より小さくなり、上記フライト部の頂部とシリンダの上記内壁との間に間隙が生じるように設計されたスクリューエレメントピースを用いる。
(もっと読む)
押出機
同一方向に駆動させることが可能な少なくとも2つの、軸方向に平行な軸を備えた筐体を有する押出機は、その外周全体にわたって狭い間隔の軸方向の距離(Ax)のところで互いに剥ぎ取り合う少なくとも2つのフライトの噛み合う搬送要素(2、11、12、21、22、31、32、41、42、43、50、51、52、53)を備えており、少なくとも1つの別のフライトのコーム(6、6’)と筐体の内壁(1)の間には一定の距離(a)を有する。各搬送要素(2、11、12、21、22、31、32、41、42、43、50、51、52、53)が、一定の角度回転された少なくとも2つの搬送部分(3、4;11aから11f、12aから12f;21aから21e、22aから22e;31aから31e、32aから32e;41aから41e;50aから50e;51aから51e;52aから52e;53aから53e)を有し、この場合各搬送部分は最大でも搬送要素(2、11、12、21、22、31、32、41、42、43、50、51、52、53)の外径(Da)に相当する軸方向の長さ(Ls)を有する。 (もっと読む)
エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法
【課題】性状が異なる材料であっても均一に撹拌・混合して押出し成形できるエクストルーダーを提供すること。
【解決手段】エクストルーダーは、温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなる。
(もっと読む)
押出機および押出成形品の製造方法
【課題】少ないエネルギーの投与で大量の押出しをすることができる押出機、及び、少ないエネルギーで大量の押出成形品を製造する方法を提供する。
【解決手段】樹脂を溶融可塑化して押出成形するための、シリンダーにスクリューが挿通され少なくともフィード部23,24、コンプレッション部26を有する押出機において、フィード部23,24はスクリューのフライトが2〜4条で、シリンダー内壁に溝を有し、コンプレッション部26はシリンダー内壁に溝を有さず、コンプレッション部26のシリンダー内側面とコンプレッション部のスクリューフライトの外周先端部との距離が10〜250μmであることを特徴とする押出機。同押出機を用いることを特徴とする押出成形品の製造方法。
(もっと読む)
成形機、及び成形機用スクリュー
【課題】シリンダ内の樹脂材料を効率的に真空状態に置き、成形品の仕上がりを向上させる。
【解決手段】ホッパから供給口を介してシリンダ内に樹脂材料が供給され、そこでスクリューに樹脂材料をヒータの加熱下で圧縮し、金型内に計量することで成形を行う成形機において、スクリューは、ヒータにより加熱される所定加熱部位から該スクリューに沿って供給口に至るまで延在する第一通路と、該第一通路とは独立した通路であって、該所定加熱部位から該スクリューに沿って該供給口を越える所定排出部位まで延在する第二通路とを有する。そして、第一通路は、開口部を介してホッパからの樹脂材料の供給が行われ、スクリューの回転により樹脂材料が送り出され、第二通路は、樹脂材料の進入が禁止されるとともに所定排出部位においてシリンダの外部から真空引きされる。
(もっと読む)
可塑化用スクリュ
【課題】副フライトを備えたスクリュによる可塑化装置におけるガスの排気を効果的に向上させるスクリュを提供することを目的とする。
【解決手段】フィードゾーンZF、コンプレッションゾーンZC及びメタリングゾーンZMを有する原料M可塑化用のスクリュ2が、フィードゾーンZF、コンプレッションゾーンZC及びメタリングゾーンZMに連続して螺旋状に形成され加熱筒8の内孔の内径より僅か小さい外径を有する主フライト3と、主フライト3のフィードゾーンZFとメタリングゾーンZMとの間の任意の区間における主フライト3の前面20と後面21との間に一又は複数形成され主フライト3の外径より小さい外径を有する副フライト4と、副フライトが接続される主フライトの前面部分20aから前方近傍の主フライト3に設けた通気部5とを備える。
(もっと読む)
熱可塑性樹脂の押出用シングルスクリューとそのスクリューを用いた押出成形方法
【課題】高吐出量、低発熱を保持しながらフィッシュアイなどの外観欠点やブレンド樹脂の分散不良を解決する熱可塑性樹脂フィルム製造用のシングルスクリュー及びそのスクリューを用いた押出製膜方法の提供。
【解決手段】フィード部、コンプレッション部、メータリング部からなるシングルスクリューにおいて、フィード部の長さがスクリュー全長Lの30%以上であり、且つコンプレッション部がスクリュー全長Lの40%以上のスクリューであり、該コンプレッション部に溝を二分割するバリアフライトを有し、バリアフライトによって2分割された溝の上流側のスクリュー谷径がバレル径の85%〜95%であり、且つメータリング部のスクリュー谷径がバレル径の70〜85%であることを特徴とするスクリュー。
(もっと読む)
押出機用スクリュー
【課題】押出機用スクリューのフライトの吐出口と口金の開口部との位置関係に起因するゴム成形品のゲージ変動を抑制する。
【解決手段】押出機10に用いられるスクリュー12のフライト20を、スクリュー軸12aのホッパー13側の外周面に始端21aを有し、口金15側の外周面に終端21bを有する主フライト21と、上記スクリュー軸12aのホッパー13側よりも下流側の外周面で、上記主フライト21により形成されたスクリュー12の溝部12bにそれぞれ始端22a,23aを有し、口金15側の外周面にそれぞれ終端22b,23bを有する第1及び第2の副フライト22,23とから構成するとともに、軸方向からみたときの上記各フライト21,22,23の終端21b,22b,23bの位置が周方向に互いにずれた位置になるように、上記各フライト21,22,23を形成した。
(もっと読む)
プラスチック組成物を押し出しするプロセス
本発明は、プラスチック組成物、特に高分子溶融物および高分子溶融物の混合物、とりわけ熱可塑性プラスチックおよびエラストマ、特に好ましくは他の物質、例えば固体、液体、気体或いは他の高分子または改善された光学特性を備える高分子混合物を含んでもよいポリカーボネートおよびポリカーボネート混合物を、特定のスクリュ形状を備える多軸スクリュエクストルーダの助けによって押し出しするプロセスに関する。  (もっと読む)
(もっと読む)
改善された分散効果があり電力入力が低いウォームエレメント
本発明は、対で同じ方向に作用するウォームシャフトを有し、対で正確にきさげ作用(scraping action)を行う多軸ウォーム機械のための新規なウォームエレメントに関する。  (もっと読む)
(もっと読む)
小さいスイープ角度を有するスクリュー素子
本発明は、二つ一組で同方向に回転し、二つ一組で正確にワイプするスクリュー軸を有する多軸スクリュー押出機用スクリュー素子に関する。本発明は更に、前記スクリュー素子の多軸スクリュー押出機における使用及び本発明に従うスクリュー素子の作製方法に関する。  (もっと読む)
(もっと読む)
プラスチック材料を押し出す方法
本発明は、特有のスクリュー形状を有する多軸スクリュー押出機を用いて、プラスチック組成物、特にポリマー溶融物およびポリマー溶融物の混合物、とりわけ熱可塑性プラスチックおよびエラストマ、特に好ましくはポリカーボネート、およびポリカーボネート混合物、また、固体、液体、ガス、他のポリマー、または改良された光学的性質を有する他のポリマー混合物などの他の物質を混入して、押し出すプロセスに関する。  (もっと読む)
(もっと読む)
スクリュー
【課題】本発明は、発泡ガスを均一にし、効率的に高発泡倍率の熱可塑性発泡樹脂成形品を成形できる射出成形用スクリューを提供することを目的とした。
【解決手段】樹脂が溶融状態である領域(計量部MZ)が少なくとも1条以上のフライト7で構成されるスクリュー1であって、フライト7は溝8を構成し、溝8の深さh及び/又は幅wが変化し、その変化に伴って溝8の断面積が樹脂の進行方向に沿って拡縮を繰り返し、且つ幅wの狭幅部27が樹脂の進行方向に一定長さ以上維持される構成とする。
(もっと読む)
スクリュー及び成形品製造方法
【課題】本発明は、半溶融状乃至溶融状の樹脂を混練する領域において、複数の副フライト部を用いて、無機粉末を樹脂全体に均一に分散できるスクリュー及び成形品製造方法を提供することを目的とした。
【解決手段】シリンダーバレル2に収容されて成形機の一部を構成し、半溶融乃至溶融状の樹脂を混練する領域を有したスクリュー1であって、スクリュー1は本体軸部12と主フライト部αを有し、スクリュー1の領域は、軸方向先端に向かって拡がり、複数の副フライト部βが配設されており、その副フライト部βは、それぞれが接続されることはなく、主フライト部αに接続し、主フライト部αによって構成された溝を複数に分離した構成にする。
(もっと読む)
樹脂成形用スクリュー
【課題】1軸でも吐出量の低下や局所的な発熱による樹脂の劣化を招くことなく、混練性能を向上させることができる樹脂成形用スクリューを提供することを目的としている。
【解決手段】スクリュー溝内の一部に、スクリュー溝の上流側が開放され、下流側がフライトに接するように堰が設けられているとともに、前記堰の上流側で堰と対面するフライト部分に、前記スクリュー溝の上下流側を連通させる少なくとも1つの切欠が形成されていることを特徴としている。
(もっと読む)
ポリエステルの溶融押出機
【課題】高粘度のポリエステルを溶融して押出すに際して、熱劣化を抑制でき、しかも、気泡の混入が無く、更に、押出後の溶融物に粘度斑のない溶融押出機を提供する。
【解決手段】溶融押出機のスクリューに形成する熱化成樹脂の圧縮部が、圧縮部開始端で前記メインフライトの側面から分岐するサブフライトが隣接するメインフライトの間に形成され、更に前記サブフライトは圧縮部終了端で前記メインフライトと一体となって解消され、かつ、上流側メインフライトと前記サブフライトとの間に形成された溶融ポリマーの回収溝の溝容積と、前記サブフライトと下流側メインフライトとの間に形成された未溶融ポリマーの滞留溝の溝容積とに関して、回収溝の溝容積に対する滞留溝の溝容積の比率で定義される溝部容積比率が1.5から3.5の範囲で下流側へ行くに従って増加するように形成された溶融押出機である。
(もっと読む)
1 - 20 / 25
[ Back to top ]