
Fターム[4F207KW44]の内容
プラスチック等の押出成形 (29,461) | 成形品の後処理・後加工 (830) | 後段階の成形に供するもの (344) | 型付け、エンボス (148) | タガプロセス分割モールド (14)
Fターム[4F207KW44]に分類される特許
1 - 14 / 14
多層発泡体の製造方法
【課題】表面に凹凸のある形状の多層発泡体を、発泡体における発泡倍率が高くなるように製造する場合であっても、低コストに、かつ、発泡体の見かけ密度が偏ることなく製造する。
【解決手段】樹脂成形品の成形装置10は、3つのTダイを、各Tダイの押出スリットが下向きに略平行となるように並べて備える。中央の押出スリットからは、発泡層によるシート状パリソンが単層で押し出され、その両サイドの各押出スリットからは非発泡層のシート状パリソンが単層で押し出され、これら3枚のシート状パリソンが一対の分割金型の間の位置に垂下される。こうして一対の分割金型の間に配置された3枚のシート状パリソンを、分割金型により型締めし、成形する。
(もっと読む)
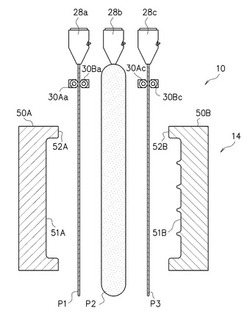
ワイヤハーネス製造システム

【課題】外装部材の流通コストを削減してワイヤハーネスを安価に製造できるワイヤハーネスの製造システムを提供する。
【解決手段】ワイヤハーネス製造システム500の製造対象となるワイヤハーネス1は、電線体10を備えている。この電線体10は、幹部11を中心として、枝部12、端末部13と広がる略階層的な3種類の部分に分けて構成され、これら各部位には、プロテクタ20、コルチューブ30又は一対のシート40が取り付けられる。そして、ワイヤハーネス製造システム500は、プロテクタ押出成形機200と、コルチューブ押出成形機300と、シート切断機400と、プロテクタ取付部512と、コルチューブ取付部513と、シート取付部514と、がそれぞれ1つの工場建屋内に設けられている。
(もっと読む)
方向性流体線
【課題】波山と波谷で構成された内部輪郭を含む流体線と流体線を形成するための方法を提供する。
【解決手段】波山4と波谷5で構成された流体線1は、矢印3によって表された、所定の流れ通過方向に対する流れを最適化する、内部輪郭2を含む流体線と流体線1を形成するための方法において、各波山4は、前側面6と、後側面7を有し、前記前側面6は、縦方向の軸に関して、前記後側面7の傾斜角度より浅い傾斜角度を有して構成する。
(もっと読む)
熱可塑性物質製パイプを製造するための装置
【課題】熱可塑性物質製パイプを製造するための装置を提供する。
【解決手段】起伏ピークおよび起伏トラフの形態の断面を有する環状の横方向プロファイリングを有する熱可塑性物質製パイプを製造するための装置は、真直な成形部に沿って対をなして互いを完成させることで、移動方向(8)に移動させることが可能な閉じたモールド(9)を形成する型半体(6、6a)を有する。モールド(9)内には、ノズル支持体を有する押出工具(3)が突出する。型半体(6、6a)とノズル支持体との間に適正なシールを形成するため、ノズル支持体は、円筒状外面(37)を形成する交換可能に取り付けられた中空のハーフシェル(36)で覆われている。
(もっと読む)
異型コルゲートチューブ製造装置、異型コルゲートチューブ製造方法及び異型コルゲートチューブ
【課題】長短比が大きい扁平な異型コルゲートチューブを製造すること。
【解決手段】溶融した樹脂材料8をシート状に押出して供給する供給部30と、異型コルゲートチューブ10の断面視長手方向に沿った一側部に対応する部分を有する金型面をそれぞれ有する異型コルゲートチューブ成形用の対の金型40と、対の金型40を、金型面同士が開いて供給部30から供給されるシート状の成形体を受取可能な受取姿勢と、金型面同士が閉じた成形姿勢とで姿勢変更可能で、供給部30から供給されるシート状の成形体が受取姿勢で受け取られてから、対の金型40を成形姿勢に姿勢変更させる駆動機構部50と、供給部30から供給されるシート状の成形体を、受取姿勢の対の金型40の金型面に対して密着させる密着成形部とを備える。
(もっと読む)
コルゲートチューブおよびその製造方法
【課題】コルゲート部の柔軟性を損なうことなく、ストレート部の強度を向上させる。
【解決手段】チューブ10は、コルゲート部11、及びチューブ10の両端を構成する小径、大径ストレート部12、13を備える。大径ストレート部13の厚さT3は、小径ストレート部12の厚さT2以上である。コルゲート部11の厚さは、厚さT2未満である。チューブ10は、移動する成型型に熱可塑性樹脂を押し出し供給して成型する。このとき、コルゲート部11に対応する成型面に熱可塑性樹脂を供給するときの成型型の移動速度V1は、小径ストレート部12に対応する成型面に熱可塑性樹脂を供給するときのチューブ成型型の移動速度V2より速い。移動速度V2は、大径ストレート部13に対応する成型面に熱可塑性樹脂を供給するときのチューブ成型型の移動速度V3より速い。
(もっと読む)
冷却プラグ分離を有するパイプ押出システム
パイプ成形システムは、押出システムの急停止後に押し出され続ける過剰なプラスチックに関連する問題を緩和するように、分離可能な冷却プラグ及び自動処理手順を含む。分離可能な冷却プラグ及び停止処理手順は、冷却プラグと押出機との間に形成される空隙に任意の過剰なプラスチックを収容することを含む。この構成は、過剰なプラスチックの除去を単純化し、装置を通常製造に戻すのに要する時間を低減する。好ましくは、コントローラが、システムの動作状態を監視し、監視された動作状態に基づいて冷却プラグを自動解放する。  (もっと読む)
(もっと読む)
押出機のための位置合わせ可能な冷却プラグ
パイプの製造のための成形装置は、再循環成形ブロックに対する押出ヘッドのミスアライメントを補正するために、押出ヘッドに調整可能に固定された冷却プラグを有利に使用する。これによって、成形パイプの壁の厚み変動を補正するための成形装置を調整するための簡略な調整がもたらされる。この装置を、既存の位置合わせシステムと組み合わせて使用することができる。 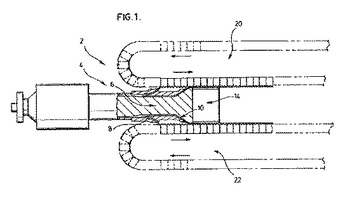 (もっと読む)
(もっと読む)
パイプソケットを備えて成るプラスチック複合パイプの連続製造のための方法と装置
第一押出機(1)からの内側管と第二押出機(2)からの外側管とが、搬送方向(4)に動く成形経路に押出され、当該外側管は、当該内側管と同心状である。通常の複合パイプ製造の際に、滑らかな内側管は、横溝が設けられる外側管と共に溶接される。通常の複合パイプ(10)から拡張されたパイプソケットに移行する際に、第一押出機(1)の押出速度は、速度n1,1から速度n1,2に増加させられる。パイプソケットの製造の際には、第一押出機(1)の速度は、速度n1,3に減少させられ、n1,2>n1,3>n1,1が適用される。  (もっと読む)
(もっと読む)
樹脂製燃料タンク用燃料ホースおよびその製法
【課題】ジョイントを介することなく、樹脂製燃料タンクに直接溶着することができる樹脂製燃料タンク用燃料ホースおよびその製法を提供する。
【解決手段】EVOHと変性HDPEとを主成分するアロイ材料からなるバリア層1の内周面および外周面に、HDPEからなる溶着層2が形成された3層構造を有し、その一端開口部が、拡径部に形成されているとともに肉厚部に形成されている。その拡径部(肉厚部)は、押出成形において、金型の型面の拡径部分にホース基体を押し出す際に、金型の移動速度を低下させることにより、形成することができる。
(もっと読む)
波形可撓管の製造方法及びその製造装置と波形可撓管
【課題】隔壁がありながら可撓性が良好で製作性と製品品質の向上を図った波形可撓管の製造方法及び製造装置とこれで製造された波形可撓管を提供する点にある。
【解決手段】成型経路部B1の上手側に配備された第1ダイス5の第一樹脂押出口5Aから連続して筒状の未硬化の管壁用樹脂4Aを押し出し、それを両分割型3A,3Bの半周壁成型面3a,3bに密着させることにより、大径管壁部1Aと小径管壁部1Bとこれらを繋ぐ側壁部1Cを備えた波形可撓管1を形成し、第2ダイス6に形成された第二樹脂押出口6Aから連続して押し出される未硬化状態の隔壁用樹脂4Bを、半周壁成型面3a,3bに密着して未硬化状態にある波形可撓管1内を横断する状態でそれの小径管壁部1Bの内周面又は小径管壁部1Bの内周面とこれに連続する側壁部1Cの内周面の一部に亘る部位に融着又は融合して、管内を区画する隔壁2を形成する。
(もっと読む)
電線保護用のチューブおよび該チューブの製造方法
【課題】コルゲート状のチューブの内面の摩擦抵抗を低減すると共にクッション性を高めて、ワイヤハーネスの損傷を防止する。
【解決手段】円環状とした山部12と谷部13が軸線方向に交互に設けられたコルゲート状の電線保護用のチューブ10であって、少なくとも前記谷部13の内周面13aに、粉体または繊毛からなるクッション材15が一体的に固着している。前記クッション材15は、チューブ10の連続成形時に、チューブ本体11の固化前の粘着性を有する段階で、クッション材15を含んだエアー35を前記チューブ本体11の内面11aに吹き付けることにより、該チューブ11の内面11aに付着させ、一体的に固着する。
(もっと読む)
可撓管及びその製造方法並びに製造装置
【課題】 長距離の配管をし、また曲げ部分が多数含まれている場合であっても、通線性に優れた可撓管を提供する。
【解決手段】 弾性材料から形成される管本体1aと、その管本体1aの内壁に形成され当該管本体1aの軸方向に沿って断面視略波状となる複数の凹部1aa及び凸部1abと、それらの凸部1abに付着され当該管本体1aに挿通される線条体と当該凸部1abとの間の摩擦力を低減させる潤滑剤層1bと、を備えた可撓管1である。
(もっと読む)
形状面が調節される金型ブロックを備える成形装置
パイプ成型装置は、成形経路に沿って移動して、パイプ波形部の外径を決定する波形部を有する外壁と前記パイプを貫通する穴の周りの内壁とを有する二重壁プラスチックパイプを形成する複数の金型ブロック(9)を備える。金型ブロック(9)は、パイプの形状を決定する形状面を有し、該形状面は、パイプの外径を変えずに、また、パイプの肉厚を略一定に保ちながら、波形部の深さおよびパイプを貫通する穴の直径を変えるように、第1および第2の面形状部間で形状を再構成可能である。 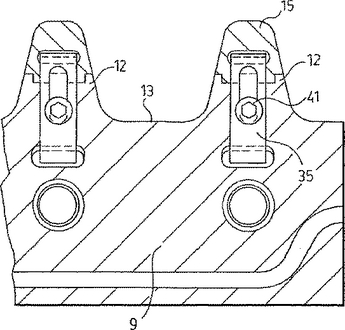 (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]