
Fターム[4F208AA36]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | 硬化性樹脂 (67)
Fターム[4F208AA36]の下位に属するFターム
フェノール樹脂系 (2)
アミノ樹脂系(←ユリア、メラミン樹脂) (3)
エポキシ樹脂 (6)
ポリイミド(←ポリアミドイミド) (7)
不飽和ポリエステル、アルキド樹脂 (2)
硬化性ポリウレタン(←通常) (11)
硬化性アクリル樹脂 (8)
エネルギー線硬化性樹脂(光、紫外線、電子線硬化) (20)
Fターム[4F208AA36]に分類される特許
1 - 8 / 8
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】耐薬品性やフィルム取扱性(耐折曲げ割れ性)に優れた熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を用いた積層成形品を提供する。
【解決手段】末端基にイソシアネート基と反応可能な活性水素を有する変性ポリオルガノシロキサン(F)、ビニル系重合体(A)と、ポリイソシアネート化合物(B)を含有する熱成形用フィルム向け硬化性樹脂組成物であって、水酸基を有するビニル系重合体(A)がカルボン酸無水物基を有するビニル系単量体単位を有し、カルボン酸無水物基を有するビニル系単量体単位の重量%が全単量体単位100重量%に対して1〜50重量%であり、ポリイソシアネート化合物(B)を含有し、ポリイソシアネート化合物(B)の含有量がビニル系重合体(A)の固形分水酸価2〜110mgKOH/gと反応する含有量であることを特徴とする熱成形用フィルム向け硬化性樹脂組成物。
(もっと読む)
多孔質マフラープレフォームの硬化方法
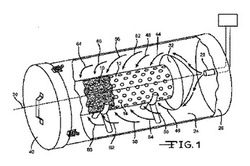
複数本のガラス繊維及び複数本のガラス繊維に付着された加熱硬化型の熱硬化性又は熱可塑性材料によって構成された多孔質マフラープレフォーム(10,10a)を硬化させる方法が明細書において開示される。この方法は、マフラープレフォームをチャンバ(24,24a)内に閉じ込めるステップを有する。この方法は、マフラープレフォームを蒸気で包囲するステップを更に有する。この方法は、蒸気が多くの方向からマフラープレフォーム中に入るようにするステップを更に有する。 (もっと読む)
外枠およびその製造方法

【課題】外部表面に良好なしわおよび質感を有し、また製造した外枠の内壁の構造部品の接合強度が強固である外枠およびその製造方法を提供する。
【解決手段】外枠1は、繊維強化熱硬化性高分子マット12および繊維強化熱可塑性高分子マット16を含む。該繊維強化熱硬化性高分子マット12は型取りされ、所定形状を有する。該所定形状は曲面を呈する内部表面124を含む。該繊維強化熱可塑性高分子マット16は該繊維強化熱硬化性高分子マット12の該内部表面124に成型され、該内部表面124の曲面形状と一致する。
(もっと読む)
繊維強化複合材及びその製造方法
【課題】従来の炭素繊維強化複合材に比べて、軽量で耐衝撃性に優れ、材料の飛散防止性能に優れた加工後の外観のよい繊維強化複合材及びその製造方法を提供する。
【解決手段】強化繊維が炭素繊維よりなる目付が50g/m2〜500g/m2の織物で、マトリックス樹脂が熱硬化性樹脂で、かつ樹脂の重量含有率が30%〜70%である繊維強化樹脂シートの片面に、熱可塑性樹脂の層が接合して積層されてなる繊維強化複合材であって、前記熱可塑性樹脂の層の内部に、繊度が800dtex〜20000dtexの高強度かつ高弾性率の有機繊維糸条よりなる編織物が配置されている。上記の繊維強化複合材は、繊維強化樹脂シートの少なくとも片面に、熱可塑性樹脂シート、編織物、熱可塑性樹脂シートをこの順で重畳し、得られた重畳物を前記熱可塑性樹脂の溶融温度未満の温度で加熱しながら真空成形することにより、成形品として得ることができる。
(もっと読む)
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
FRP中空成形品の内圧成形法
【課題】本発明の課題は、外観の綺麗なFRP中空成形品を容易に得るための内圧成形法を提供することにある。
【解決手段】プリプレグを用いて内圧成形法によりFRP中空成形品を成形するに際し、先ず、該成形品の賦形型に、該成形品の表層部形成用のプリプレグ以外のプリプレグを敷設・積層して、内部に内圧バッグを有する賦形物を作成し、次いで、該賦形物を、前記表層部形成用のプリプレグを内表面に敷設した金型にセットし、その後、該金型を型締めし内圧成形法により成形することを特徴とするFRP中空成形品の内圧成形法。
(もっと読む)
形状部品の製造方法
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
熱可塑性樹脂シート多層化用の複合フィルム及び熱可塑性樹脂多層シートならびに成形品の製造法
【課題】後工程で硬化させる半硬化樹脂層を備える熱可塑性樹脂多層シートを構成するべく熱可塑性樹脂シート多層化用の複合フィルムを提供する。また、熱可塑性樹脂シート表面に半硬化樹脂層を付与し、熱可塑性樹脂多層シートとする作業性を良くする。
【解決手段】熱可塑性樹脂シート多層化用の複合樹脂フィルムは、エネルギ線により硬化可能な半硬化樹脂層を第1の離型性樹脂フィルム上に形成したものとする。熱可塑性樹脂多層シートは、前記複合樹脂フィルムの半硬化樹脂層側を熱可塑性樹脂シートに熱溶着し一体化して構成する。このとき、第1の離型性樹脂フィルムは剥がさずにおく。このように準備した熱可塑性樹脂多層シートを熱成形し、第1の離型性樹脂フィルムの層を通して半硬化樹脂層にエネルギ線を照射してこれを硬化させ、ハードコート層とする。
(もっと読む)
1 - 8 / 8
[ Back to top ]