
Fターム[4F208AK07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 加熱冷却手段の具体的な特徴 (312) | 熱盤、熱ロールの特徴 (12)
Fターム[4F208AK07]に分類される特許
1 - 12 / 12
成形方法
【課題】多層シートの機能層シートの表面を成形段階まで保護することで、成形品質を高めることができる。
【解決手段】最上層シート11と、これに剥離可能に積層された機能層シート12とを有する多層シート10において、最上層シート11の厚さ方向に延びる切込み部15を形成させた多層シート10を、シート層間が気密状態となるように支持させて基材2の上方に配置する工程と、最上層シート11の上側を圧空することで、最上層シート11および機能層シート12の間のシート隙間Sと、最上層シート11の上側との間を連通させ、圧空エアを切込み部15に通過させてシート隙間Sに流入させ、最上層シート11と機能層シート12とを剥離させる工程と、剥離した機能層シート11を基材2の表面に被覆させる工程と、を有する成形方法を提供する。
(もっと読む)
熱成形用の装置と成形方法

【課題】
熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提
供する。
【解決手段】
樹脂シートの加熱板による圧空成形を行う熱可塑性樹脂シートの熱成形装置において、加熱板として、1)圧縮気体を加熱するか又は加熱圧縮気体を導入し、これを片面に設けた複数の孔から圧空空間に送出し、2)この圧空空間に送出された気体を同加熱板の上記同面に別に設けた複数の孔から吸収し外部へ排出するように構成したものを用いる。
(もっと読む)
熱板を用いた熱成形装置及び熱成形方法
【課題】熱板を用いた省エネルギー型の熱成形の技術を提供することを課題とする。
【解決手段】熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形装置1において、前記熱板60の外周60cが断熱材110で囲まれている熱成形装置1。また、熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形方法において、前記熱板60の外周60cを断熱材110で囲み、該熱板60で前記シートS1を接触加熱した後、該シートS1を前記成形手段20により成形する熱成形方法。
(もっと読む)
車両用防音材
【課題】製品の厚みや精度と防音性能との高度な両立を図り、合わせて、さらなる製造コストの低減を図った車両用防音材を提供する。
【解決手段】車室内側に位置する第一吸音材120と、両面にホットメルト142を有する非通気フィルム141からなる非通気材140、車室外側に位置する第二吸音材130と、をこの順に積層して、二枚の熱盤51間に挟み熱風を供給することによりホットメルト142を溶融させて積層体とし、第一吸音材120を下型側にして積層体をコールドプレスにより成形し、成形と同時に上型から圧力気体を供給して圧空することにより非通気材140に加圧して第一吸音材120を圧縮成形し、第一吸音材120と非通気材140と第二吸音材130とを接着した後、増大したプレスストロークによりトリミング加工を行い車両用防音材とする。
(もっと読む)
自動車用ダクトの製造方法
【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
容器の製造方法
【課題】優れた強度を有する容器を効率よく製造可能な容器の製造方法を提供すること。
【解決手段】熱可塑性樹脂が用いられてなる発泡シートを熱成形した後に刃型で打ち抜いて、外方に突出するフランジ部を外周に備えた容器を作製する容器の製造方法であって、作製する容器形状よりも一回り大きく発泡シートを前記刃型で打ち抜いて、フランジ部の突出長さが作製する容器よりも長い一次製品を形成させた後に、前記フランジ部の先端部を熱溶融させることによって該フランジ部の突出方向とは逆向きに前記先端部を後退させて容器形状を調整する外形調整工程を実施し、しかも、複数の前記一次製品を積層して積層体を形成させ、該積層体を側面側から加熱して前記フランジ部の先端部を熱溶融させることによって複数の一次製品に対して同時に前記外形調整工程を実施することを特徴とする容器の製造方法を提供する。
(もっと読む)
シート体の加熱方法及びその装置
【課題】繊維強化樹脂のシート体12を融点以上の温度に加熱する際の効率を向上させるとともに、この際にシート体12に欠損が生じることを回避する。
【解決手段】シート体用加熱装置10は、接触式加熱手段である無限軌道14、16と、該無限軌道14、16から露呈したシート体12を加熱する非接触式加熱手段としての赤外線照射ランプ34とを有する。さらに、無限軌道14、16と赤外線照射ランプ34との間には、保温手段としての熱風供給手段である吐出ノズル32が配設される。以上の構成において、無限軌道14、16中のシート体12に接触する部位の長さ方向寸法(接触幅)Laは、シート体12の搬送速度をV、前記部位に接触したシート体12の厚み方向の温度分布が均一となる理論時間値をtとするとき、好ましくは、La≧V×tを満足するように予め設定される。
(もっと読む)
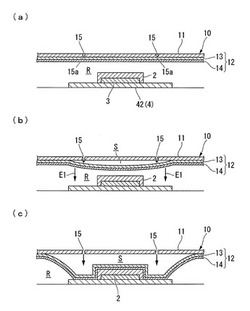
熱板加熱による熱成形装置および熱成形方法
【課題】基材形状にかかわらず高品質な成形を実現することができ、さらに基材形状に対する印刷シートの位置合わせを可能とし、また成形にかかるサイクルタイムを短縮して成形の効率化を図ることができ、生産性を向上させるようにした。
【解決手段】下枠2の枠上縁部2aにシート4を設け、熱板3を下枠2に密接する第1工程と、熱板3を減圧し、その加熱面3aにシート4を吸着させて加熱する第2工程と、第2工程と並行してシート4の下側の収容空間R内を減圧する第3工程と、この第3工程の減圧動作を維持した状態でシート4の吸着動作を停止し、熱板3とシート4との間を大気開放する又は加圧する第4工程とを有することで、シート4を熱成形して基材10に接着させるようにした。
(もっと読む)
ブロー成形品
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該ボスが成形時のブローアップによって引き伸ばされ、特に該ボスの平らな環状の溶着面が非常に薄肉となって溶着時の押圧力により大きく変形するため、溶着端と溶着面との片当りによって溶着部位が非常に限られた範囲になってしまう点である。
【解決手段】
平らな環状の溶着面と該溶着面の内側のフランジテーパー部分とを有するボス部を具備するブロー成形品の該溶着面に任意の相手部品を溶着することにより前記課題を解決した。
(もっと読む)
合成樹脂製カップ状容器
【課題】 本発明は、目的に応じてフランジの所定部分を熱結晶化領域として必要な耐熱性、蓋材のシール性、外観性等を有したカップ状容器を提供することを課題とするものである。
【解決手段】 合成樹脂製カップ状容器において、フランジの、全厚さに亘る範囲や、上面側部分や、下面側部分や、中間部分を除いた上面側部分と下面側部分等の所定部分を熱板での予熱とその後のレーザー光照射による熱結晶化領域とする。
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
圧空成型装置
【課題】成型加工性の悪い材料から容器を成型するのに好適な圧空成型装置を提供する。
【解決手段】圧空成型装置の熱板10のエアを噴射する圧空孔11として、合成樹脂シートの送り方向および送り方向に直交する方向に正格子形に並列する定格孔11aに加え、送り方向に対して傾斜する方向に隣接する定格孔11aを結ぶ対角線の各交点上に追加孔11bを新たに形成した。圧空孔11の数および密度が従来の約2倍となるため、全体的なエア噴射力が増し、シートは熱板10で軟化された状態から速やかに金型へと押し付けられる。シート軟化状態から金型押し付けまでのタイムスパンが小さいため、成型性が従来よりも良好となり、二軸延伸ポリエステルのような成型加工性の悪い材料でも良好な成型性が得られる。
(もっと読む)
1 - 12 / 12
[ Back to top ]