
Fターム[4F208AK11]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 加熱冷却手段の具体的な特徴 (312) | 電気的手段の特徴 (47) | 誘導加熱装置の特徴 (10)
Fターム[4F208AK11]に分類される特許
1 - 10 / 10
キャリアテープの製造方法およびキャリアテープ
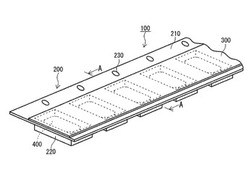
【課題】本発明の課題は、キャリアテープにヒーターマークが形成されず、かつ、ポケットを設計通りの形状に成形しやすいキャリアテープの製造方法、およびキャリアテープを提供することである。
【解決手段】本発明にかかるキャリアテープ200の製造方法は、加熱工程と、成形工程とを備える。加熱工程では、樹脂組成物シート210の所定の箇所が、電磁波および超音波の少なくとも一方で加熱される。成形工程では、加熱工程において加熱された樹脂組成物シート210の所定の箇所にポケット220が成形される。
(もっと読む)
生分解性容器の製造方法およびその製造方法により製造された生分解性容器

【課題】表面が生分解性フィルムで被覆された生分解性容器を生産性よく製造できる生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵すると共に真空引きするための真空引き孔が形成された嵌合可能な一対の雄型4と雌型5とからなる発泡成形用の金型を用い、雄型4と雌型5の表面にそれぞれ生分解性フィルム3を真空引きにより密着させてプレフォームしつつ生分解性材料を介在させて前記雄型4と雌型5を嵌合させ、前記雄型4と雌型5が嵌合した金型内で生分解性材料を加熱して発泡・焼成することにより発泡基材層の成形と同時に前記基材層の表面を前記生分解性フィルム3で被覆する工程を備える。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
中空成形品の製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形により形成された自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するに際し、ドリルによる切りくずの発生を防止できないという点である。
【解決手段】
電磁誘導加熱コイルにより該熱可塑性樹脂の融点以上に被加熱部を昇温させた該リーンフォース・パイプの該被加熱部を該デッキボードに押し付け、該デッキボードを溶融、軟化させて突き破り、該デッキボード内の空隙に該リーンフォース・パイプを挿入することにより前記課題を解決した。
(もっと読む)
パリソン加熱装置
【課題】2軸延伸ブロー成形(コールドパリソン法)におけるパリソンを効率よく加熱する。
【解決手段】パリソン(P)を被せた複数本の被加熱部材(1)を誘導加熱用コイル(2)に入れる。誘導加熱用コイル(2)に高周波電流を流し、複数本の被加熱部材(1)を電磁誘導により一括して発熱させる。
【効果】パリソン(P)を内部から効率よく加熱できる。複数のパリソン(P)を一括して加熱できる。誘導加熱用コイル(2)が自己発熱してパリソン(P)を外部から加熱すると共に、パリソン(P)の外部への放熱を防ぐため、パリソン(P)を外部からも効率よく加熱できる。
(もっと読む)
パリソン加熱装置
【課題】2軸延伸ブロー成形(コールドパリソン法)におけるパリソンを効率よく加熱する。
【解決手段】被加熱部材(1)を誘導加熱用コイル(2)から出し、誘導加熱用コイル(2)の内部にパリソン(P)を入れ、パリソン(P)の内部に被加熱部材(1)を入れる。そして、誘導加熱用コイル(2)に高周波電流を流し、被加熱部材(1)を電磁誘導により発熱させる。
【効果】パリソン(P)を内部から効率よく加熱できる。さらに、誘導加熱用コイル(2)が、自己発熱してパリソン(P)を外部から加熱すると共に、パリソン(P)の外部への放熱を防ぐため、パリソン(P)を外部からも効率よく加熱できる。
(もっと読む)
予備成形物加熱装置
可塑性ボトル又は容器を製造するプロセスにおけるブロー成形段階の前に、予備成形物を精密及び強く局所的に加熱することが可能な予備成型品加熱装置。この装置は新規性のある構成をしており、したがって、非常に早い速度で加熱要素における計画の温度に到達するために、必要とされるエネルギーを著しく減少させるので、高い効率性を実現することが可能である。インダクタは直接的に予備成形物を加熱するのではなく、放射及び対流によってPETを順に加熱する特定の形状をした伝導性材料を用いて、電流の流れによって生み出された電磁流を集中させることで温度を得る。 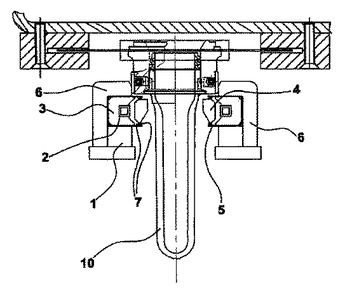 (もっと読む)
(もっと読む)
熱可塑性樹脂プレス成形型物の製造方法
【課題】 生産性の低下を最小限にできるとともに、転写性に優れ、高品質外観を有する熱可塑性樹脂プレス成形型物が得られる成型方法を提供する。
【解決手段】 熱可塑性樹脂シートをプレス成型する際に、加熱時の金型温度(Th)をプレスする熱可塑性樹脂の熱変形温度より0℃〜100℃高くなるように設定し、冷却後の取出し時の金型温度(Tc)を熱可塑性樹脂の熱変形温度より0℃〜100℃低くなるように設定する(ただしTh>Tc)ことを特徴とする、
高品質外観を有する熱可塑性樹脂プレス成形型物の製造方法。
(もっと読む)
複数層の成形型および電極を備えた流動成形装置
複数層の成形型および電極を備えた流動成形装置(10)が開示される。好適実施形態において装置(10)は、中間電極(16)が両者間に位置された頂部電極(12)および底部電極(14)を有する。頂部電極(12)と中間電極(6)との間には第1成形型(18)が配設され、底部電極(14)と中間電極(16)との間には第2成形型(20)が配設される。好適には、装置(10)を閉成位置に固定するために頂部電極(12)および底部電極(14)に対しては金属製の繋止用固定具(26a、26b、26c、26d、26e、26f)が取付けられる。頂部電極(12)および底部電極(14)は接地され、中間電極(16)は高電圧を担持する如く、各電極に対して電磁エネルギ源(22)が作用的に接続される。故に、加熱サイクルの間において第1成形型(18)および第2成形型(20)の各々と交差する交流電界が確立され得る。  (もっと読む)
(もっと読む)
シートの熱成形方法
【課題】シートの予熱や加熱に常圧の過熱水蒸気を用いることにより、加熱コストが安価となり、大気の汚染発生もないと共に、シートの加熱時にドローダウンの発生がなく、良質の成形品を成形することができるシートの熱成形方法を提供する。
【解決手段】熱可塑性樹脂シートを加熱し、次いで、このシートを金型に圧接して成形するシートの熱成形方法において、常圧で100℃未満の飽和水蒸気を電磁誘導加熱法で発熱させた発熱体で高速昇温させて常圧の過熱水蒸気を作成し、この過熱水蒸気を用いてシートを成形温度に加熱する。
(もっと読む)
1 - 10 / 10
[ Back to top ]