
Fターム[4F208MH17]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (717) | 機械的処理 (58) | 粗面化、凹凸の付与 (13)
Fターム[4F208MH17]に分類される特許
1 - 13 / 13
気泡シート製造装置用のプラグ、及びその製造方法
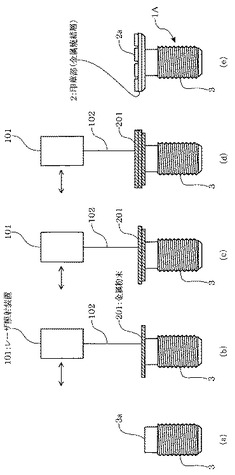
【課題】気泡シートに良好な視認性を有する識別表示を押印する気泡シート製造装置用のプラグ、及びその製造方法を提供する。
【解決手段】周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されるキャップフィルムと、キャップフィルムに接合され、前記突起内の空気を封止するバックフィルムと、を備える気泡シートを製造する気泡シート製造装置において、キャビティの底面に連通するキャビティより小径の吸引孔を通気可能に塞ぐプラグ1Aであって、キャビティの底面となるプラグ上面に、真空成形時の吸引力によって所定の識別表示をキャップフィルムの突起頂面に凹設及び/又は凸設成形する印章部2を備え、印章部2は、所定の金属粉末をレーザ照射により焼結させた金属焼結層によって形成された構成としてある。
(もっと読む)
積層板及びその製造方法

【課題】金属合金層と樹脂層が強固に接合しており、且つ加工性の良い積層板を提供する。
【解決手段】新NMTの3条件を満たすようにSUS304ステンレス板とAZ31Bマグネシウム板を表面処理する。2mm厚のAZ31Bマグネシウム板の両面にPA6フィルムを面接着させ、さらにこれらのPA6フィルムの外面に0.15mm厚SUS304ステンレス鋼薄板を面接着した交互積層板(SUS304/PA6/AZ31B/PA6/SUS304)は厚さ2.3mm、比重2.5以下であり、超軽量ながらも最外層がステンレスであるため耐食性に優れ、外観は金属質(ステンレスそのもの)であり、曲げ弾性率も高かった。
(もっと読む)
熱成形用加飾シート及び加飾成形体の製造方法
【課題】真空成形同時加飾法等の熱成形において、エンボス等の物理的な方法を必要とせずに、加飾後の加飾表面に凹凸を有する加飾成形体を再現よく得る方法を提供する。
【解決手段】結晶化処理された熱収縮性を有する樹脂シート3上に赤外線吸収インキ4、5又は赤外線反射インキで絵柄を設けてなり、電磁波による加熱方式を用いた熱成形により凹凸が発現する熱成形用加飾シート、及び、前記熱成形用加飾シートを、保持した状態で、赤外線2照射により前記熱収縮性を有する樹脂シート3を非晶化する温度以上で加飾熱成形することにより加飾表面に凹凸を有する加飾成形体の製造方法。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】溶融状態の熱可塑性樹脂製シートを二次成形に適した所望の厚み分布が実現可能な樹脂成形品の成形方法及び成形装置の提供。
【解決手段】熱可塑性樹脂を溶融混練する段階と、所定量貯留する段階と、間欠的に押し出す段階を有し、それにより、押出スリット34から溶融状態のシート状樹脂が下方に押し出され、ローラー30A,Bの回転駆動により下方へ送り出す段階と、ローラーにより送り出された溶融状態のシート状樹脂を下方に配置された金型32A,Bの側方に配置する段階と、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に沿った形状に成形する段階とを有し、外表面に凹凸状のシボを設けた前記一対のローラーへ供給される該シート状樹脂の厚みに係わらず、押圧しつつ、前記一対のローラーを回転駆動させる段階を有することを特徴とする樹脂成形品の成形方法。
(もっと読む)
真空成型用シート
【課題】 三次元被覆成型品の裏面凹凸によるエアー混入がなく、耐熱外観性等に優れた真空成型用シートを提供すること。
【解決手段】 表層にエンボス加工を施した表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、特定の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものであり、かつ表層フィルム(ア)に接着している面とは逆の面100に1以上の溝を有し、該溝は、該接着剤層の該逆の面の内側のみに存在して該接着剤層の側面まで通じてはいない溝、および該逆の面において側面まで通じている溝をさらに有することを特徴とする真空成型用シート。
(もっと読む)
真空成型用シート
【課題】 三次元被覆成型品の表面にドラグラインを発生させず、耐熱外観性、生産性等に優れた真空成型用シートを提供すること。
【解決手段】 表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、特定の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものであり、かつ表層フィルム(ア)に接着している面とは逆の面100に1以上の溝を有し、該溝は、該接着剤層の該逆の面の内側のみに存在して該接着剤層の側面まで通じてはいない溝、および該逆の面において側面まで通じている溝をさらに有することを特徴とする真空成型用シート。
(もっと読む)
延伸合成樹脂シートの成形方法
【課題】O−PETシート等を使用して凹陥部を有する容器を成形する方法を提案する。
【解決手段】加熱装置によって軟化させた延伸合成樹脂シートを雌金型の上に配置し、前記雌金型の内側凹部面と対向する外側凸部面が前記雌金型の凹部面形状と同じ形状の凸部面形状を有する雄金型を前記雌金型に圧入させ、前記外側凸部面で前記延伸合成樹脂シートの全面を均等に押圧する成形方法であって、前記雄金型を弾性部材で形成するようにした。また、雄金型を雌金型に圧入する工程の前に、予め真空成形法によって延伸合成樹脂シートを雌金型の内側凹部面に沿わせる工程を含むこともある。そして、雄金型の一部を構成する支持部材に対し、雄金型の外側凸部の表面に、弾性部材が所望厚さの層を有するように取り付けた。また、延伸合成樹脂シートはO−PETシートで、弾性部材は、シリコン系ゴムまたはフッ素系ゴムからなる。
(もっと読む)
ポリエチレン系樹脂発泡シートおよび発泡成形品
【課題】表面の光沢度が低く、つや消し状で紙(和紙)のような風合いを持ち意匠性に優れていると共に、その表面が高い撥水性を有し、洗浄容易性、防汚性にも優れたポリエチレン系樹脂発泡シートと発泡成形品の提供。
【解決手段】少なくとも一方の面の光沢度(但し、該光沢度はJIS K7105に記載の方法に従って測定された光沢度である。)が10以下であり、且つ水の接触角が85度以上であることを特徴とするポリエチレン系樹脂発泡シート。
(もっと読む)
自動車用内装材及びその製造方法
【課題】自動車内装用部品の表皮材の凹凸パターン又は凹凸パターン及び絞深さを表皮材全面にわたってほぼ均一とした自動車用内装材及びその製造方法を提供。
【解決手段】凸引き真空成形によるテスト成形で得られた成形体表面の複数領域のそれぞれの展開率に基づいて成形後の凹凸パターン又は凹凸パターン及び絞深さが複数領域において均一になるように各領域の凹凸パターン又は凹凸パターン及び絞深さを設定する第1の工程と、第1の工程で設定された凹凸パターン又は凹凸パターン及び絞深さに基づいて絞ロール又は絞板を製造する第2の工程と、第2の工程で製造された絞ロール又は絞板を用いて表皮材に絞を形成する第3の工程と、第3の工程で得られた表皮材を凸引き真空成形する第4の工程と、を含む自動車用内装材の製造方法とこの製造方法で得られた自動車用内装材。
(もっと読む)
保護フィルム製造用金型構造体
本発明は、保護フィルム製造用金型構造体に関し、より詳細には、直径が異なる二つの薄い円板からなるプレートを交互に積層して結合し、大きな直径を有するプレートの外周面と小さな直径を有するプレートの外周面との間の高さ差によって、その外周面に密着される透明な合成樹脂フィルムに谷構造を形成できる保護フィルム製造用金型構造体と、このような金型構造体によって形成された透明な合成樹脂フィルムの谷構造に有色インキを充填し、その外周面にポリエチレンテレフタレート(PET)など透明な合成樹脂フィルムをコーティングして、容易で精密に製造された保護フィルムと、に関する。
 (もっと読む)
(もっと読む)
熱可塑性フィルムの製造方法
三次元的な模様付型押表面を有する熱可塑性フィルムの製造方法が開示される。該フィルムは、後続の加工工程における造形処理の前に、電子ビーム架橋処理に付される。該架橋処理においては、該フルムの個々の表面領域は異なる架橋度で架橋されるので、変形過程中においてより高い延伸度の変形を受ける領域は、その隣接領域とは異なる架橋度で架橋される。 (もっと読む)
食品収納容器若しくは蓋体の製造方法
【課題】実用的な強度を有し、しかも工業的に安価に製造し得る植物性繊維材料製食品収納容器の製造方法を提供する。
【解決手段】パルプ及びパルプ以外の植物性繊維材料の1種若しくは2種以上から所定の大きさの厚紙状物に形成する工程と、ヒートシール能を有する熱可塑性樹脂をコーティングする工程と、前記厚紙状物の四隅に隣接する側面片を連結する折込片を形成する工程と、このようにして得た厚紙状物を凹凸一対のプレス金型で加熱プレスして食品収納容器若しくは蓋体を形成する工程とを具備し、前記一方の対向する側面片は、他方の対向する側面片よりも先に起立するように構成して、加熱プレスにより折込片を四隅に重合貼着させた容器を形成する。
(もっと読む)
どんぶり型紙製容器
【課題】 どんぶり型紙製容器及びその製造方法を提供する。
【解決手段】 一枚の板紙原紙から深絞り成形によって形成される紙製容器であって、底面部と、該底面部に接続する側壁部と、該側壁部の上端位置にブリムとを備え、容器開口内径対容器高さの比率が1.5:1〜2.5:1であることを特徴とするどんぶり型紙製容器。
(もっと読む)
1 - 13 / 13
[ Back to top ]