
Fターム[4F209AF07]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 表面の性状、外観に特徴ある成形品 (2,042) | シボ (12)
Fターム[4F209AF07]に分類される特許
1 - 12 / 12
成形品の成形方法
【課題】微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供する。
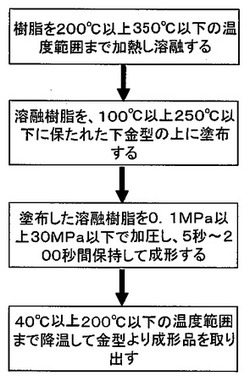
【解決手段】アスペクト比が0.5以上20.0以下、長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いる。
(もっと読む)
合成皮革製造用剥離フィルム

【課題】合成皮革の製造に用いることが可能であり、剥離性に優れ、合成樹脂フィルム等からなる基材を用いず単体であっても剥離フィルムとして使用でき、さらには合成皮革にシボ加工を施すことができる、合成皮革製造用剥離フィルムを提供する。
【解決手段】シンジオタクチック構造を有するスチレン系重合体を延伸して得られる合成樹脂フィルムからなる剥離層を有することを特徴とする合成皮革製造用剥離フィルム。
(もっと読む)
プラスチック成形品の製造装置及びその製造方法
【課題】プラスチック成形品の表面に低光沢性をもたせることができると共にウェルドラインやフローマークなどの外観不良を消すことができ、而も艶消し塗装の省略化が可能になる。
【解決手段】キャビティ21が形成された移動側金型22及び固定側金型23で構成されると共に、移動側金型22のキャビティ部位21aにはシボ面24が形成されたプレス成形用金型2で、射出成形により加工した第一次プラスチック成形品8Aをキャビティ21に挿入して型締めにより加圧している時に、超音波振動装置3でシボ面24が形成されたキャビティ部位21aを有する移動側金型22を超音波加振して、第一次プラスチック成形品8Aのシボ面24が転写される表面部分を再溶融化する。
(もっと読む)
エンボス装置、バックアップロール、および、加工品の製造方法
【課題】原反に凹凸柄を形成するエンボス装置であって、とりわけ、高い稼働率で効率的に原反に凹凸柄を形成することができるエンボス装置を提供する。
【解決手段】エンボス装置10は、原反に形成すべき凹凸柄55に対応した凹凸形状を有するエンボス型面25を、有するエンボスロール20と、エンボスロールに対向して配置され、エンボスロールとの間で原反を圧するようになるバックアップロール30と、を備える。バックアップロールは、心部材32と、心部材上に設けられ、エンボスロールのエンボス型面36と対面する表層部34と、を有する。表層部は、多孔質金属からなる多孔質金属層を含む。
(もっと読む)
合成樹脂表皮材及びその製造方法
【課題】合成樹脂表皮材によって製造される製品における絞模様が所定に位置に配置されて見栄えのよい製品を確実に製造することができる合成樹脂表皮材及びその製造方法を提供する。
【解決手段】合成樹脂シート10面に第1の絞模様と第2の絞形態を同時に形成する方法であって、第1の絞模様が合成樹脂シート10から製造される製品面に形成される絞模様であり、第2の絞形態が合成樹脂シート10から製造される製品における第1の絞模様が所定の位置に配置されるように合成樹脂表皮材22の成形加工機の加工時又は打ち抜き加工機の加工時の位置決めをするための絞形態である合成樹脂表皮材の製造方法であり、このとき得られる合成樹脂表皮材22である。
(もっと読む)
合成樹脂表皮材の製造方法
【課題】合成樹脂シートに対する絞転写性が高く、合成樹脂シートに連続的に絞付け加工するのに好適な合成樹脂表皮材の製造方法を提供する。
【解決手段】回転自在に設けられた第1の絞付エンドレスベルト10と、回転自在に設けられた第2のエンドレスベルト12と、加熱盤18と、加熱プレス盤22と、冷却盤20と、冷却プレス盤24を備えている。第1の絞付エンドレスベルト10と第2のエンドレスベルト12との間に合成樹脂シート30を搬送し、加熱プレス盤22と加熱盤18との間で合成樹脂シート30を挟圧して絞押する絞押工程と、絞押工程を経た合成樹脂シート30を冷却プレス盤24と冷却盤20との間で冷却する冷却工程とを有し、絞押工程と前記冷却工程を順次連続的に行う。
(もっと読む)
自動車用内装材及びその製造方法
【課題】自動車内装用部品の表皮材の凹凸パターン又は凹凸パターン及び絞深さを表皮材全面にわたってほぼ均一とした自動車用内装材及びその製造方法を提供。
【解決手段】凸引き真空成形によるテスト成形で得られた成形体表面の複数領域のそれぞれの展開率に基づいて成形後の凹凸パターン又は凹凸パターン及び絞深さが複数領域において均一になるように各領域の凹凸パターン又は凹凸パターン及び絞深さを設定する第1の工程と、第1の工程で設定された凹凸パターン又は凹凸パターン及び絞深さに基づいて絞ロール又は絞板を製造する第2の工程と、第2の工程で製造された絞ロール又は絞板を用いて表皮材に絞を形成する第3の工程と、第3の工程で得られた表皮材を凸引き真空成形する第4の工程と、を含む自動車用内装材の製造方法とこの製造方法で得られた自動車用内装材。
(もっと読む)
金型表面の凹凸模様加工方法
【課題】耐食皮膜の形成に要する時間、ひいては凹凸模様の形成に要する時間を大幅に短縮することのできる金型表面の凹凸模様加工方法を提供する。
【解決手段】突部及び凹部からなる微細な凹凸模様を金型の表面に加工する方法である。この加工方法では、金型の表面(可動型21における成形凹部22の内底面27)について凹凸模様の突部が形成される予定の箇所に耐食皮膜34を形成し、上記表面(内底面27)について耐食皮膜34により被覆されず露出している箇所をエッチングにより腐食除去した後、洗浄により耐食皮膜34を溶解除去する。上記耐食皮膜34の形成に際しては、インクジェットのインクヘッド47のノズル群48から耐食皮膜形成用の溶剤61を噴射させ、同溶剤61を、前記表面(内底面27)について前記凹凸模様の突部が形成される予定の箇所に付着させる。
(もっと読む)
しぼ加工表面を有する樹脂成形品
【課題】良好な外観や触感を与え、かつ従来のしぼ加工部分による不都合がなく、表面にしぼ加工された部分を有する樹脂成形品を提供する。
【解決手段】表面にしぼ加工された部分と、しぼ加工されていない部分の表面を有する樹脂成形品であって、しぼ加工部分2の凹凸の頂点4が、しぼ加工されていない部分の表面と、ほぼ同一の平面上にある樹脂成形品。該しぼ加工部分の凹凸の頂点と、しぼ加工されていない部分の表面の平均高低差が、0.1mm以下であることが好ましい。該樹脂成形品により、外観と実用性に優れた樹脂製トレイが得られる。
(もっと読む)
しぼ付きプラスチック成形品の製造方法及び該プラスチック成形品
しぼを付与する雌型熱成形の後に明瞭なしぼ/立体的表面構造を有するプラスチック成形品を製造するための方法であり、このプラスチック成形品は、予熱され、次いで、付与しようとする立体的表面構造の雌型を成す雌金型内/雌金型上にプレスされ、該プラスチック成形品の、その後で得られるしぼ面と反対側の部分は、予熱及びしぼを付与する雌型熱成形の前に、電子線架橋処理に付される。 (もっと読む)
マット−グロス調模様が混在する構造物およびその成形体
【課題】本発明は、特殊な加工を必要とせず複雑な工程を経ずに簡易な方法で形成できる、マット−グロス調模様が混在する構造物およびその成形体を提供することを目的とする。
【解決手段】基材上に、マット化剤が含有する硬化型結着樹脂を主体とする塗工層を設け、前記結着樹脂を硬化せしめたマット調塗工層を部分的に磨耗などの物理的手段によりグロス調模様を形成してなることを特徴とするマット−グロス調模様が混在する構造物およびその構造物を用いた成形体である。
(もっと読む)
装飾体、及び装飾体の製造方法
【課題】スエード調加工処理を施した表面に、シボ模様等の模様を形成した装飾体を提供する。
【解決手段】自動車用ウェザーストリップ10のオープニングシール部14を構成する装飾体1の表面に、ショットブラスト処理、バフ掛け処理、又はシボローラー処理により、微細な凹凸を形成するスエード調加工処理を施し、スエード調加工処理後の装飾体1の表面にレーザー光501を照射することによりシボ模様等の模様を形成する。
(もっと読む)
1 - 12 / 12
[ Back to top ]