
Fターム[4F209NA03]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形、管端部の成形の区分 (319) | 曲げ又は折り畳み (166) | 端部の (14)
Fターム[4F209NA03]に分類される特許
1 - 14 / 14
ウレタン基材を含む積層成形品における端末処理方法
【課題】ウレタン基材を含む積層成形品における端末処理方法において、端材を発生させることなく、工程数を短縮化することで加工コストを低減させる。
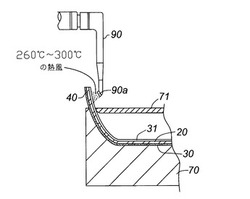
【解決手段】成形天井10は、半硬質ウレタン21の両面にガラス繊維マット22を積層したウレタン基材20の表面に表皮30、裏面に裏面不織布31を積層一体化して構成されており、サンルーフ用開口11周縁部の巻き込み条片40の端末処理方法としては、半硬質ウレタン21の溶融温度(200〜300℃)に着目し、裏面不織布31の融点とラップする最適温度域(ポリエステル繊維不織布の場合260〜300℃)の熱風を巻き込み条片40の裏面に吹き付け、半硬質ウレタン21を軟化させるとともに、裏面不織布31を溶融させ、その後、巻き込みユニット80における巻き込み駒81の動作により巻き込み条片40の巻き込み処理を行なう。
(もっと読む)
金属複合体の製造方法

【課題】
金属材同士、又は金属材と他の構造材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、金属材の複雑形状への加工性と短時間での複合化を容易に達成し、且つ、接着強度に優れる金属複合体を製造可能な、製造方法を提供すること。
【解決手段】
金属材と該金属材に沿って設けられた樹脂硬化層とを備える金属複合体を製造する方法であって、特定の熱硬化性樹脂を含有するシート状基材を加熱して熱硬化性樹脂を半硬化させる第1−1の工程と、金属材をその表面温度が180℃を超えて400℃以下となるように予熱する第1−2の工程と、表面温度が180℃以下である成形金型内に、第1−1の工程を経たシート状基材と、第1−2の工程により予熱された金属材とを接するように配置または積層し、加圧により金属複合体に成形する第2の工程と、を備える、金属複合体の製造方法。
(もっと読む)
カール成形治具およびカール成形装置
【課題】紙製もしくは、樹脂製のカップ上端部を外側にカールさせる成形治具に関し、潤滑剤を使用しないカール成形治具およびカール成形装置を提供する。
【解決手段】胴部と底面部が結合されているカップの上端開口部の周縁部分を、カール成形治具に施されている曲面状の溝部に沿って外側にガイドさせながら巻き込むことによりトップカール部を成形するトップカール成形装置において、前記カップの上端開口部の周縁部分を外側にカール成形する曲面溝部を有するカール成形部と、前記カール成形部の下部に設けられ前記カップの開口部から挿入される円筒状のガイド部と、前記ガイド部先端から前記カップ内部へ圧縮空気を送り込むことが可能な圧縮空気流路と、を有することを特徴とするカール成形治具。
(もっと読む)
折曲げ装置
【課題】本発明は、損傷や白化を生ずることなく、樹脂板を目標角度にシャープに折曲げることができる折曲げ装置を提供する。
【解決手段】可撓性を有する樹脂板の折曲げ端部を突出させて固定する曲げ型31と、樹脂板を曲げ型31のウェッジ部35aに沿って所定の角度に塑性変形するように折曲げる折曲げ機構部32と、から成る折曲げ装置3であって、折曲げ機構部32は、ウェッジ部35aに対して平行に対峙する曲げローラ37と、曲げローラ37をウェッジ部35aに倣って移動させて折曲げ動作させる曲げ動作機構34と、曲げローラ37を回転駆動するローラ駆動機構55と、折曲げ動作において、曲げローラ37と樹脂板との接触面において相対速度がゼロとなるように、ローラ駆動機構55を制御する制御手段と、を備える。
(もっと読む)
金型を閉じた状態で実行される折り曲げ工程を含む熱成形部品の製造方法、及びこの方法を適用するための金型
熱成形部品を製造するための方法は、熱可塑性材料からなる加熱されたシート(L)を、該シートを変形させるようにして金型内に閉じ、該シートを完全な固化が達成されるまで金型の内部で冷却するステップと、冷却中に前記シートを該シートの少なくとも1つのエッジ部(E)に沿って切断し、この切断工程によって金型内の当接面(1s)に当接するように前記エッジ部の折り曲げを生じさせるステップと、該変形後のシートの固化が達成されると、上側金型半部を下側金型半部から取り外すステップとを含む。金型の内部での前記シートの冷却中に、前記切断工程に続いて折り曲げ工程が実行され、この折り曲げ工程は、前記当接面を前記シートの前記エッジ部から離間するように移動させるステップと、金型内の前記シートの支持面(2s)に向かって前記エッジ部の折り曲げを再開させるようにして、前記エッジ部を処理するステップとを含む。  (もっと読む)
(もっと読む)
パイプの三次元方向への加工方法及び装置ならびにパイプ
【課題】設置場所や作業範囲に広い面積を必要とせず、ランニングコストも安価で、少数のパイプを三次元加工するのにも適したパイプの三次元方向への加工方法及び装置を提供する。
【解決手段】加熱して軟化したパイプ11を、板状部材13に設けたU字型ガイド部材14を構成する一対の帯状鋼板17・18間に挟みこむようにして二次元方向のU字型に曲成する。その後三次元方向への曲成加工用の固定部15の両鉤型部材21・21を起こし、鉤型部材21と両鉤型部材21・21間に渡って装着される横桟材22を差し入れた後、パイプ11の両端を持って所望の高さ位置(角度)に持ち上げて曲成する。
(もっと読む)
成形体の製造方法及び製造装置
【課題】ワークの端部が加熱により軟化した際に倒れることを防止することができる成形体の製造方法及び製造装置を提供する。
【解決手段】本発明の成形体の製造方法は、ワーク2の端部2aの一面を加熱する加熱手段3と、前記端部の他面を支持する支持部材4と、を備えた装置1により成形体を製造する成形体の製造方法であって、支持部材4により端部2aを支持した状態で加熱手段3により端部2aを加熱する加熱工程と、端部2aが加熱により軟化した後、支持部材4端部2aを折り曲げる折曲工程と、を備える。
(もっと読む)
成形体の製造方法及び製造装置
【課題】端部を180度折り返した際にも折り返した後の端部の頂点の高さが一定となる成形体の製造方法及び製造装置を提供する。
【解決手段】本発明の成形体の製造方法は、ワーク2の端部2aを加熱手段3により加熱する加熱工程と、第1ブロック5が押圧することによりワークの端部を略垂直に折り曲げる1次折曲工程と、第2ブロック6が押圧することにより略垂直に折り曲げられた部位2bを更に折り曲げて折り返す2次折曲工程と、を備えた成形体の製造方法であって、2次折曲工程において、略垂直に折り曲げられた部位の角部2cに規制部材7を押し当てることにより、更に折り曲げる際に規制部材7が折り曲げられた部位2bの角部2cを押圧して角部2cの高さを規制することを特徴とする。
(もっと読む)
フィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法
【課題】容器に積層されたフィルムを見栄えよく且つ頑強に容器に接合させ、自動連続的にフィルムの接合工程を行うことができるフィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法を提供する。
【解決手段】本発明によるフィルムカーリング装置は、対象体に積層されたフィルムが上記対象体の端部を取り囲むようにカールするフィルムカーリング装置であって、前記対象体とかみ合いながら前記対象体を移動させる搬送部、及び上記搬送部と所定の間隔をあけて離間配置され、前記搬送部によって移動する前記対象体を案内するカーリングレールを含む。ここで、上記カーリングレールには、前記対象体の端部が挿入され前記フィルムがカールされるようにするガイド溝が形成される。
(もっと読む)
湾曲された熱可塑性複合材料の形成プロセス
【課題】直線の材料積層体またはスプールから、湾曲した熱可塑性複合部品を形成する製造方法を提供する。
【解決手段】プロセスは、所定の長さの直線状の熱可塑性材料を供給する工程802、直線状の熱可塑性材料を選択された断面形状へ予備成形する工程804、予備成形した熱可塑性材料に熱および圧力を加える加圧工程806、加圧された熱可塑性材料を湾曲部に通過させることによって任意の所望の長さおよび曲率半径にする湾曲工程808からなる。
(もっと読む)
角隅部が強化されたサンドイッチ構造から物体を製造するための方法およびこのタイプの物体
本発明は、2つのカバー層(16)(そのうちの少なくとも1つがプラスチックカバー層である)間に配置される熱可塑性のコア層(18)を含むサンドイッチ構造から作製される物体の角隅部を製造し、かつそれを強化するための方法に関し、本方法は、2つの物体部分間に角隅部を含む物体を形成する工程と;さらなる繊維強化熱可塑性層(26)がコア部分(24)の露出された表面を実質的に覆うように、角隅部に適合させた形状を有する熱可塑性のコア部分(24)およびさらなる繊維強化熱可塑性層(26)を角隅部に位置決めする工程と;サンドイッチ構造のカバー層(16)をさらなる繊維強化熱可塑性層(26)に結合する工程とを含む。 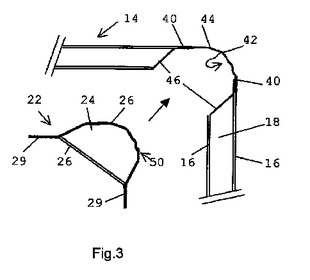 (もっと読む)
(もっと読む)
不正開封表示密閉器上の停止フランジを反転させるための装置及び方法
不正開封表示密閉器、特に、不正開封表示密閉器の不正開封バンド上の停止フランジを反転させる装置及び方法を提供する。成形時の軸線方向外側に向いた位置から使用のための軸線方向内側に向いた位置に不正開封表示密閉器(12)上の停止フランジ(74)を反転させるための装置は、成形時の停止フランジが支持基部から離間してそこから離れる方向に向くように密閉器を支持するための支持基部(20)を含む。台座(28)は、支持基部から離間した位置で支持基部によって移動可能に担持されている。位置決めリング(40)は、台座によって担持され、かつ台座と共に移動可能であり、支持基部によって担持された密閉器上の停止フランジに係合し、停止フランジを半径方向内側に曲げる。反転リング(64)は、位置決めリングを通って移動し、位置決めリングによって半径方向内側に曲げられた停止フランジに係合してそれを反転させる。 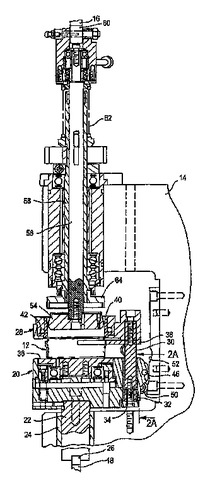 (もっと読む)
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなる。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、その後、巻込み駒81により巻込みシロ24を起立させるとともに、加熱治具70として屈折構造、巻込み駒81として回動機構を採用し、巻込みシロ24を加熱しながら巻込み処理するとともに、ヒーター77を巻込みシロ24から垂直方向に離脱させることで、溶融面の凹凸を解消し、円滑で迅速な巻込み処理操作を行なう。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、薄肉ヒンジ部24を形成し、その後、シリンダ駆動される巻込み駒81により巻込みシロ25を起立させるとともに、加熱治具70に当接させて加熱軟化させた後、巻込み駒81をスライドさせて巻込みシロ25の巻込み処理を行ない、剛性並びに見栄え上、好ましい端末処理部Aを形成する。
(もっと読む)
1 - 14 / 14
[ Back to top ]