
Fターム[4F209NK02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形操作及びそのための装置 (274) | マンドレルを用いるもの (86) | 自転する (9)
Fターム[4F209NK02]に分類される特許
1 - 9 / 9
樹脂段ボール板の罫線形成装置
【課題】長尺状の罫線であっても、効率的に罫線を形成する。また、加熱ローラを使用して罫線を形成する場合には、樹脂段ボール板に対する加熱ローラの移動量と該加熱ローラの回転量を等しくして回転抵抗が発生するのを回避し、罫線周縁の樹脂段ボール板が破断するのを防止する。
【解決手段】テーブル上に載置された樹脂段ボール板に対して罫線ローラを圧接しながら二次元方向へ移動して折り目になる罫線を形成する罫線形成装置において、罫線ローラには、樹脂段ボール板に対する罫線ローラの移動速度に同期した回転速度で回転する電動モータを駆動連結する。
(もっと読む)
導管及びその製造方法

【課題】公衆及び医療専門家に有効な選択肢を与える導管、特に呼吸回路の枝管を提供すること、このような導管の製造方法を提供すること。
【解決手段】本発明の導管を連続的に製造する方法は、薄いプラスチックの犠牲層17をオーバーラップするパターンで、導管を回転させ且つ前進させるフォーマ1の周りにつける工程と、オーバーラップしている層を互いに接合しながら、フォーマ上で犠牲層を覆って導管6を形成する工程と、接合後に犠牲層を導管の内側から除去する工程と、を備えていることを特徴とする。
(もっと読む)
製管装置
【課題】 過大な負荷のかかる接合機構部の外面ローラ周辺における剛性を高めるとともに既設管の内周面の凹凸や障害物等との接触を回避するように外面ローラを保護して、作業効率を高め、精度よく製管する。
【解決手段】 一実施形態としての製管装置1は、既設管200の内側に設置される成形フレーム2に、回転自在に軸支されて更生管130の内面に当接する複数の案内ローラ3と、巻回された帯状部材100の接合部同士を接合する接合機構部4とを備える。接合機構部4には、歯車機構を納めた箱体44に、帯状部材100を内側と外側とから挟み込む内面ローラ42及び外面ローラ43が片持ち状に軸支され、既設管200の内壁に接触して回転する送りローラ46が外面ローラ43と同軸上に設けられており、外面ローラ43の側部近傍には剛性を有する外装フレーム5が配設されている。
(もっと読む)
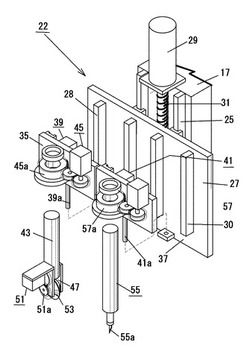
折曲げ装置
【課題】本発明は、損傷や白化を生ずることなく、樹脂板を目標角度にシャープに折曲げることができる折曲げ装置を提供する。
【解決手段】可撓性を有する樹脂板の折曲げ端部を突出させて固定する曲げ型31と、樹脂板を曲げ型31のウェッジ部35aに沿って所定の角度に塑性変形するように折曲げる折曲げ機構部32と、から成る折曲げ装置3であって、折曲げ機構部32は、ウェッジ部35aに対して平行に対峙する曲げローラ37と、曲げローラ37をウェッジ部35aに倣って移動させて折曲げ動作させる曲げ動作機構34と、曲げローラ37を回転駆動するローラ駆動機構55と、折曲げ動作において、曲げローラ37と樹脂板との接触面において相対速度がゼロとなるように、ローラ駆動機構55を制御する制御手段と、を備える。
(もっと読む)
油圧ホースの製造方法
【課題】帯状部材に掛けるテンションを一定値に、高い精度で維持できる油圧ホースの製造方法を提供する。
【解決手段】ドラム42に巻回された帯状部材28の、ドラム42の半径方向における位置を検出する検出手段50を設ける。制御装置52は、マンドレル30に巻回される帯状部材28にかかるテンションが一定となるように、検出手段50の検出結果に基づいてドラム42に与える制動力を調節する。この結果、帯状部材28のドラム42上での直径の変化に拘わらず、マンドレル30に巻回される帯状部材28にかかるテンションが一定値に、高い精度で維持される。したがって、帯状部材28に形成された巻き癖の内径が一定に保持された状態で、スパイラル補強層の形成がなされ、したがって、均一な性状の油圧ホース10を得る上で有利となる。
(もっと読む)
油圧ホースの製造方法および油圧ホースならびにスパイラル補強層形成用帯状部材
【課題】安価な装置により製造できる油圧ホースの製造方法および油圧ホースならびにスパイラル補強層形成用帯状部材を提供すること。
【解決手段】第1乃至第4スパイラル補強層14,16,18,20を形成するための第1乃至第4帯状部材28A、28B,28C、28Dをそれぞれ製造する。帯状部材28は、厚さよりも大きい一定の寸法の幅を有して延在する帯状の未加硫のコートゴム24と、コートゴム24に保持された複数のスチールコード26で構成されている。マンドレル40に、最内層用のチューブ12を被せ、マンドレル40を回転し、帯状部材28をドラム52から繰り出し、走行台50を走行させて第1乃至第4帯状部材28A、28B,28C、28Dをチューブ12の上に螺旋状に順番に巻き付けていく。そして、第4スパイラル補強層20をカバー22で覆う。
(もっと読む)
油圧ホースの製造方法
【課題】本発明の目的は、安価な装置により製造できる油圧ホースの製造方法を提供すること。
【解決手段】帯状部材28がマンドレル30の端部に到達したならば、帯状部材28を掛止部材46、48に掛止し、マンドレル30の回転を逆向きにして、帯状部材28を連続してマンドレル30に巻回してスパイラル補強層を形成する。そして、繰り出し部44を、両端の掛止部材46、48毎に逆向きに180度回転させる。そのため、繰り出し部44とドラム42との間では、180度ねじられ、また、180度逆転されてもとの状態に戻され、の状態が繰り返され、帯状部材28を掛止部材46、48に掛止させる毎に帯状部材28がどんどんねじられていき、破損されることが防止され、高価なスパイラルマシンを用いる必要もなくなり、安価な装置を用いてスパイラル補強層を簡単に効率良く製造できる。
(もっと読む)
断熱ホース及びその製造方法
【課題】曲げた際にも可撓性内管の内層がホース内部にはみ出さず、流体の流動抵抗の増加が少ないような断熱ホース及びその製造方法を提供する。
【解決手段】断熱ホースの製造方法において、軟質樹脂により円筒状の内層を形成する工程A、内層に対してホース外周側に突出する硬質樹脂製の補強体を、内層に螺旋状に捲回一体化し、内層と硬質樹脂補強体により可撓性内管を形成する工程B、に引き続き、可撓性内管の外側に、弾力性を有する断熱性条帯を螺旋状に捲回し、その断面がホース軸方向と略平行となり、その隣接する側縁同士が互いに対向し、断熱性条帯の内周面と前記内層の外周面との間には空隙部が形成され、かつ、硬質樹脂補強体と接する部分の断熱性条帯が厚み方向に圧縮されるように断熱層を形成する工程C、最外側に断熱性条帯を固定する外層を形成する工程Dによって断熱ホースを製造する。
(もっと読む)
高圧用ホースの製造装置および製造方法
【課題】高圧用ホースを製造する簡単な構成で安価な製造装置および高圧用ホースを簡単な構成で安価に製造できる製造方法を提供すること。
【解決手段】チャック1402が回転されることでマンドレル12が回転され、帯状部材8が、張力が付与された状態でドラム16から繰り出され、マンドレル12に螺旋状に巻回されていく。帯状部材8がマンドレル12上で隙間なく螺旋状に巻回されるように、帯状部材8がマンドレル12に巻回される箇所の移動に連動して、ドラム16が駆動部24、ドラム用支持台18を介して移動され、また、連結部材34、オムニホイール用支持台28を介して4つのオムニホイール26も移動される。そして、帯状部材8の張力がマンドレル12に作用し、マンドレル12は撓もうとするが、帯状部材8が巻回される箇所の両側でマンドレル12に当接する合計4つのオムニホイール26により阻止される。
(もっと読む)
1 - 9 / 9
[ Back to top ]