
Fターム[4F210AR09]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 調整制御量(制御の対象) (3,565) | 速度 (191) | 回転速度(←回転数) (28)
Fターム[4F210AR09]に分類される特許
1 - 20 / 28
延伸装置のクリップチェーン走行速度の制御方法
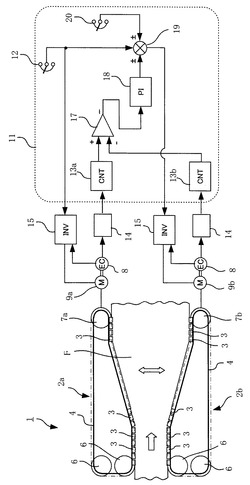
【課題】安価な装置によって、一対のクリップチェーンの走行速度を精度良く一致させることができるクリップチェーンの走行速度の制御方法を提供する。
【解決手段】延伸装置のクリップ装置1において、第1、2のクリップチェーン2a、2bを、エンコーダ8付の第1、2の駆動モータ9a、9bによって駆動される第1、2の駆動スプロケット7a、7bによって走行させる。エンコーダの出力パルスをカウントして第1、2のカウント値(Lp、Rp)を得、これらは第1、2の駆動スプロケットが1周する毎に0にリセットするようにする。そうすると、第1、2のカウント値(Lp、Rp)は第1、2の駆動スプロケットの回転角度を表すことになる。第1、2のカウント値(Lp、Rp)の偏差を求め、偏差が無くなるように第2の駆動モータの回転速度を補正する。
(もっと読む)
ポリエステルフィルム、及びその製造方法、太陽電池用バックシート、並びに太陽電池発電モジュール
【課題】延伸ムラが抑制されたポリエステルフィルムの製造方法を提供する。
【解決手段】シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含むポリエステルフィルムの製造方法。 (もっと読む)
(もっと読む)
延伸装置の制御方法

【課題】延伸装置において、手動介入後の自動運転復帰で、各セクションの速度到達時刻がバラツキ、製品の延伸率にバラツキがでるため、製品むらが大きくなっていた。
【解決手段】延伸装置において、複数の延伸ロールは各々が増減速機を介して電動機によって駆動され、前記各電動機は駆動電流を検出する電流検出器と回転速度を検出する回転速度検出器を備え、前記電流検出器および前記回転速度検出器の検出信号はそれぞれ前記各電動機の駆動制御を行う駆動制御器に入力され、前記駆動制御器には延伸制御器から各延伸ロールの回転速度制御信号が入力されており、前記駆動制御器は前記回転速度制御信号に基づいて電動機の回転制御を行い、手動介入後の自動運転復帰時には、各延伸ロールの回転速度および加減速度は再計算され、設定速度到達時間の最も遅いものの設定速度到達時刻に、各延伸ロールが同時に設定速度に達するように設定されていることを特徴とする。
(もっと読む)
光学フィルムの製造方法
【課題】光学フィルムの光学特性の均一性を向上させる
【解決手段】溶液製膜設備11は、流延室21と、テンタ部22とを備える。流延室21には、ドープ12を吐出する流延ダイ30と、周面31aにドープ12が流延される流延ドラム31と、エンコーダ33が備えられる。流延ドラム31には駆動装置34が接続され、駆動装置34にはコントローラ35が接続される。流延ドラム31から剥ぎ取られた流延膜13が湿潤フィルム14となってテンタ部22に搬送される。テンタ部22は、湿潤フィルム14の両側端部を保持し、駆動装置40の駆動により湿潤フィルム14を延伸搬送する。コントローラ35は、エンコーダ33の信号により検出された流延ドラム31の回転速度の変動に対応させるように駆動装置40のモータを駆動させる。
(もっと読む)
光学補償フィルム、光学補償フィルムの製造方法
【課題】本発明の目的は、光学軸をフィルム面法線方向から圧延処理によって傾斜させることにより、階調反転、黒つぶれ、白抜けがなく、視野角特性に優れたTN型液晶装置用のセルロースエステルフィルムである光学補償フィルムを提供することにある。
【解決手段】光学補償フィルムがセルロースエステルフィルムであり、特定の範囲のリターデーション値を有する圧延処理前のセルロースエステルフィルムを、1対のカレンダーローラを用いて、特定のフィルムの搬送張力、該カレンダーローラでニップする際の線圧、該カレンダーローラの2つのローラの周速比でフィルムに剪断力をかけ、特定のフィルムの搬送張力で圧延処理した後、カレンダーローラから特定の剥離張力で剥離することを特徴とする光学補償フィルムの製造方法。
(もっと読む)
二軸延伸ポリエチレンテレフタレート系樹脂フィルムおよびその製造方法
【課題】寸法安定性が良好で、厚み斑がきわめて小さく、光学欠点となり得るキズが表面にほとんど存在しない二軸延伸ポリエチレンテレフタレート系樹脂フィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレート系樹脂フィルムは、厚み斑が0.5%以上4%以下であってキズの個数が10個/m2以下、平均HS150が0.40%以上0.70%未満である。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、傾斜軸と直交方向に伸張する筋が少ないフィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂を含み、傾斜構造を有し、傾斜軸と直交方向に伸張する筋が3本/3cm以下であることを特徴とするフィルム。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】液晶表示装置に使用した際に斜めから覗いた表示むらの発生が少ないフィルムを提供する。
【解決手段】熱可塑性樹脂を含み、下記式で表されるγの遅相軸方向の分布が0%〜10.5%であることを特徴とするフィルム。
γ=|Re[+40°]−Re[−40°]|
(式中、Re[+40°]はフィルム法線に対して傾斜方位側へ40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表し、Re[−40°]は該法線に対して傾斜方位側へ−40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表す。)
(もっと読む)
高靱性ポリオレフィンシート
圧伸による引き続く加工により高靱性、高配向ポリオレフィンシートを形成するのに適した、凝集した事実上最高密度のポリオレフィンを製造する方法であって、下記を含む該方法:
a)計量した量のポリオレフィン粉末を、2つの逆方向に回転する加熱したカレンダーロールの間のニップに供給し;
b)該粉末を、ポリオレフィンシートの凝集した最高密度のシートが生成するまで該ニップを通して圧延し;そして
c)凝集したポリオレフィンシートが一旦、該ニップを出ると、該ニップ内の温度を調節して、特定の靱性及び伸長性を得る。かかる方法を行うための装置もまた記載される。かかる方法は、別個の費用のかかる圧縮ステップの必要性を除くだけでなく、高い融解熱を有する高靱性、高配向ポリオレフィンシートを製造するための従来の工程に従って圧伸する準備ができた、凝集したポリオレフィンシートを生成する。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】 本発明は、表面にしわ状の凹凸のない平滑な延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性ポリエステル系樹脂シートの製造方法を提供する。
【解決手段】 本発明の延伸熱可塑性ポリエステル系樹脂シートの製造方法は、長尺状の非晶状態の熱可塑性ポリエステル系樹脂シートを一対の回転するロール間に供給して圧延した後、得られた圧延熱可塑性ポリエステル系樹脂シートを上記ロールの回転速度よりも大きく且つ上記ロールの回転速度の1.2倍以下の速度で牽引することを特徴とする。
(もっと読む)
金属缶用縦一軸延伸ポリエステルフィルム、その製造方法、樹脂ラミネート金属板
【課題】、絞り缶、絞りしごき缶などに適した特定の樹脂組成物をフィルムの構成とし、密着性、ラミネート適性、フィルムロール外観性に優れ、製膜工程で熱固定(ヒートセット)を不要にした金属缶用縦一軸延伸フィルム、及びその製造方法、及び、当該樹脂が被覆され、製缶性に優れた金属缶用樹脂ラミネート金属板の提供。
【解決手段】ジカルボン酸成分がテレフタル酸からなり、グリコール成分が1,4−ブタンジオールからなるポリエステル(a)50〜70重量%と、ジカルボン酸成分がテレフタル酸からなり、グリコール成分がエチレングリコールからなるポリエステル(b)50〜30重量%とからなるポリエステル樹脂組成物で構成された縦一軸延伸フィルムであって、
(1)面内の屈折率差(フィルムの縦方向の屈折率と横方向の屈折率の差)ΔNが60×10−3以上、
(2)結晶化分率が50%以下、
(3)150℃×30分の条件における加熱収縮率が、フィルムの縦方向(MD方向)で25%以下、フィルムの横方向(TD方向)で8%以下、
であることを特徴とする金属缶用縦一軸延伸ポリエステルフィルム。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】引抜延伸によって外観の優れた延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性ポリエステル系樹脂シートの製造方法を提供する。
【解決手段】延伸熱可塑性ポリエステル系樹脂シートの製造方法は、非晶状態の熱可塑性ポリエステル系樹脂シートをガラス転移温度以上に予熱した後、シートのガラス転移温度よりも20℃低い温度以上で且つ上記シートのガラス転移温度未満に維持された一対のロール間に上記シートを供給して引抜延伸する延伸熱可塑性ポリエステル系樹脂シートの製造方法であって、上記一対のロールを、上記熱可塑性ポリエステル系樹脂シートの送り速度より大きく且つ上記熱可塑性ポリエステル系樹脂シートの送り速度の1.5倍よりも小さい回転速度で上記一対のロールの対向面が引抜方向に回転するように回転させることを特徴とする。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】フィルムの傷の発生を抑制し、管理コストの増大を防ぎ、かつフィルム製造装置の複雑化を防ぎ、広い適用範囲を実現する、安定で効率的な熱可塑性樹脂フィルムの製造方法を提供する。
【解決手段】フィルム製造方法は、シート状熱可塑性樹脂FLを縦方向に延伸する工程と、形成されたシート状熱可塑性樹脂FLを横方向に延伸する工程と、縦方向および横方向に延伸されたシート状熱可塑性樹脂FLを熱固定する工程とを含み、シート状熱可塑性樹脂FLを縦方向に延伸する工程は、第1のロール群RA1〜RA3を比例制御により回転させてシート状熱可塑性樹脂FLを送ることにより、シート状熱可塑性樹脂FLを予熱する工程と、各々のロールの回転速度が異なる第2のロール群RB1〜RB3を比例積分制御で回転させることにより、予熱されたシート状熱可塑性樹脂FLを延伸する工程とを含む。
(もっと読む)
ポリプロピレン系樹脂積層フィルム、およびその製造方法
【課題】気相法によって安価に効率的に製造されるポリプロピレン系樹脂からなり、耐ブロッキング性に優れており、滑り性が良好であり、ロール状に巻き取ったときにフィルムロールに皺が入りにくく、製袋加工時や印刷加工時における加工性の良好で、内容物が色の鮮やかなものである場合の視認性が良好なポリプロピレン系樹脂フィルムを提供する。
【解決手段】ポリプロピレン系樹脂を主体とする基層の表裏両面にポリオレフィン系樹脂を主体とするシール層が積層されているポリプロピレン系樹脂積層フィルム。また、基層およびシール層を構成するポリプロピレン系樹脂が、気相法によって形成されている。そして、40℃の雰囲気下で測定した動摩擦係数、空気抜け指数、ヘイズ値、および狭角拡散透過率が所定の条件を満たすように調整されている。
(もっと読む)
偏光子の製造方法、偏光子、偏光板、光学フィルムおよび画像表示装置
【課題】 大型で高配向の偏光子を得ることができ、且つ偏光子の光学特性の光学低下が抑制された偏光子を製造可能な偏光子の製造方法を提供する。
【解決手段】 親水性ポリマーフィルム1の幅方向の両端を把持手段2により把持し、前記把持手段2を前記フィルム1の長手方向に進行させると共に、前記フィルム1の両端を把持する前記把持手段2の少なくとも一方を前記フィルム1の幅方向の外側にも移動させることで前記フィルム1を幅方向に延伸する幅方向延伸工程と、前記フィルム1を二色性物質により染色処理する染色工程とを有し、前記幅方向延伸工程を、前記染色工程および前記染色工程とは別の工程の少なくとも一つの工程において実施する偏光子の製造方法であって、さらに、前記フィルム1を長手方向に収縮する長手方向収縮工程を有し、前記幅方向延伸工程後、前記長手方向収縮工程を実施し、前記長手方向収縮工程を前記フィルム1の局所加熱により実施する。
(もっと読む)
偏光子の製造方法、偏光子、偏光板、光学フィルムおよび画像表示装置
【課題】 大型の原反フィルムおよび延伸機を必要とすることなく、大型で高配向の偏光子を得ることができ、且つ、偏光子の光学特性の光学低下が抑制された偏光子を製造可能な偏光子の製造方法を提供する。
【解決手段】 連続的に供給される親水性ポリマーフィルム1の幅方向の両端を把持手段2により把持し、前記把持手段2を前記フィルム1の長手方向に進行させると共に、前記フィルム1の両端を把持する前記把持手段2の双方を前記フィルム1の幅方向の外側にも移動させることで前記フィルム1を幅方向に延伸する幅方向延伸工程と、前記フィルム1を二色性物質により染色処理する染色工程とを有し、前記幅方向延伸工程を、前記染色工程および前記染色工程とは別の工程の少なくとも一つの工程において実施するする偏光子の製造方法において、さらに、前記幅方向延伸工程後、前記フィルム1を長手方向に収縮する。
(もっと読む)
積層成形体
【課題】 延伸熱可塑性ポリエステル系樹脂シートと熱可塑性樹脂との接着性が優れ、線膨張係数が低く、軽量で、耐衝撃性、耐久性、作業性、生産性等が優れている積層シート、特に、雨樋等の外装建材として好適に使用できる積層成形体を提供する。
【解決手段】 非晶状態の熱可塑性ポリエステル系樹脂シートを、該熱可塑性ポリエステル系樹脂のガラス転移温度−20℃〜該熱可塑性ポリエステル系樹脂のガラス転移温度+20℃の温度で引抜延伸した延伸熱可塑性ポリエステル系樹脂シートの両面に、放電プラズマ処理が施された後に熱可塑性樹脂層が積層されている積層成形体。
(もっと読む)
積層成形体
【課題】 本発明は、延伸熱可塑性ポリエステル系樹脂シートと熱可塑性樹脂との接着性が優れ、線膨張係数が低く、軽量で、耐衝撃性、耐久性、作業性、生産性等が優れている積層シート、特に、雨樋等の外装建材として好適に使用できる積層成形体を提供する。
【解決手段】 非晶状態の熱可塑性ポリエステル系樹脂シートを、該熱可塑性ポリエステル系樹脂のガラス転移温度−20℃〜該熱可塑性ポリエステル系樹脂のガラス転移温度+20℃の温度で引抜延伸した後、引抜延伸温度より高い温度で一軸延伸して得られた延伸熱可塑性ポリエステル系樹脂シートの両面に、放電プラズマ処理を施された後に熱可塑性樹脂層が積層されていることを特徴とする積層成形体。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】 本発明は、引抜延伸により、引張弾性率の優れた延伸熱可塑性ポリエステル系樹脂シートを製造する方法を提供する。
【解決手段】非晶状態の熱可塑性ポリエステル系樹脂シートを、該熱可塑性ポリエステル系樹脂のガラス転移温度以上の温度に予熱した後、該熱可塑性ポリエステル系樹脂のガラス転移温度未満、該熱可塑性ポリエステル系樹脂の「ガラス転移温度−20℃」以上の温度の一対のロール間を通して引抜延伸する延伸熱可塑性ポリエステル系樹脂シートの製造方法であって、該ロールを延伸熱可塑性ポリエステル系樹脂シートの送り速度と実質的に同一速度以下の速度で該ロールを引抜方向に回転させることを特徴とする延伸熱可塑性ポリエステル系樹脂シートの製造方法。
(もっと読む)
横延伸システム
【課題】ポテンショメータやリミットスイッチが不要であり、レール支持部材の移動中に屈曲角が許容角度幅に達してしまうことがない横延伸システムを提供する。
【解決手段】シャフト(Si)をサーボモータ(Mi)で駆動し、エンコーダ(Gi)からのフィードバック信号(pi)により現在幅wiを求める。フィードバック信号(pi)に基づいて求めた現在幅wiが適正か否かを判定して、適正でないならサーボモータ(Mi)を停止させる。現在幅wiと目標幅Wiの差Xiが多いシャフトでは高い回転速度とし、少ないシャフトでは低い回転速度とする。
【効果】ポテンショメータやリミットスイッチを備える必要がなくなり、メンテナンス性が向上する。レール支持部材(Pai,Pbi)の移動中の屈曲角が小さく保たれ、許容角度幅に対する余裕が大きくなる。
(もっと読む)
1 - 20 / 28
[ Back to top ]