
Fターム[4F210QD13]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 延伸成形−延伸条件・方法 (2,025) | 特定温度条件下での延伸 (341)
Fターム[4F210QD13]の下位に属するFターム
融点以上の温度下 (5)
溶融、半溶融状態下 (4)
異なる温度条件下(例;多段延伸時の温度が相違するもの) (18)
Fターム[4F210QD13]に分類される特許
61 - 80 / 314
二軸延伸ポリエチレンテレフタレート系樹脂フィルムおよびその製造方法
【課題】寸法安定性が良好で、厚み斑がきわめて小さく、光学欠点となり得るキズが表面にほとんど存在しない二軸延伸ポリエチレンテレフタレート系樹脂フィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレート系樹脂フィルムは、厚み斑が0.5%以上4%以下であってキズの個数が10個/m2以下、平均HS150が0.40%以上0.70%未満である。
(もっと読む)
ポリイミドフィルムの製造法
【課題】 幅方向の線膨張係数を長さ方向の線膨張係数よりも小さく制御したポリイミドフィルムの製造法であり、フィルム端部の把持部の破れなどのトラブルが少なく安定した連続生産方法を提供することを目的とする。
【解決手段】 ポリイミド前駆体の溶媒溶液を支持体上にキャストし、該溶液中の溶媒を除去し自己支持性フィルムとして支持体から剥離し、溶媒含有量が25〜45%であり、イミド化率が5〜40%の自己支持性フィルムを初期加熱温度80〜240℃で幅方向に延伸を開始し、その後最終加熱温度350〜580℃で加熱することを特徴とするポリイミドフィルムの製造方法に関する。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】液晶表示装置に使用した際に斜めから覗いた表示むらの発生が少ないフィルムを提供する。
【解決手段】熱可塑性樹脂を含み、下記式で表されるγの遅相軸方向の分布が0%〜10.5%であることを特徴とするフィルム。
γ=|Re[+40°]−Re[−40°]|
(式中、Re[+40°]はフィルム法線に対して傾斜方位側へ40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表し、Re[−40°]は該法線に対して傾斜方位側へ−40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表す。)
(もっと読む)
位相差フィルムの製造方法及びその製造設備
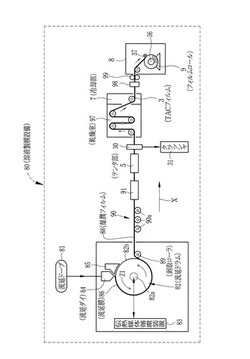
【課題】湿熱耐久試験の前後における面内レターデーションRthの変動が小さいフィルムを製造する。
【解決手段】流延ダイ84は流延ドープ81を流延ドラム82に吐出する。流延ドラム82上では、吐出した流延ドープ81から流延膜86が形成される。冷却により自己支持性を有するものとなった流延膜86は、流延ドラム82から剥ぎ取られ、湿潤フィルム88としてテンタ部5に送られる。テンタ部5は、湿潤フィルム88を幅方向に延伸する。テンタ部5から送り出された湿潤フィルム88は、湿潤気体接触室、乾燥室97へと順次送られる。湿潤気体供給設備は湿潤気体を所定の条件に調節し、湿潤気体接触室へ供給する。湿潤気体は湿潤気体接触室に充満する。湿潤フィルム88が湿潤気体接触室内を通過すると、湿潤気体と接触する。
(もっと読む)
熱収縮性フッ素樹脂チューブの製造方法

【課題】溶融押出成形において1段の操作により成形され、外径のばらつきが低減される熱収縮性のフッ素樹脂チューブ等を提供する。
【解決手段】溶融したフッ素樹脂材料を金型20によりチューブ状に押し出す押出工程と、金型から押し出されたチューブ状のフッ素樹脂材料を一定の引き取り速度で連続的に引き取りつつ、金型の近傍においてチューブ状のフッ素樹脂材料の内周面を円筒形状の冷却部材30の外周面に接触させて、チューブ状のフッ素樹脂材料Fを170℃以下の温度に冷却する冷却工程により、フッ素樹脂チューブを製造する。
(もっと読む)
位相差フィルムの製造方法
【課題】ヘイズの値が0.5以下であり、50nm以上であるReを有する位相差フィルムを製造する。
【解決手段】ドープを流延ドラムに流延する。この流延ドラムにより流延膜を冷却する。流延膜を固化する。溶媒が多く含まれた状態の流延膜をフィルム12として剥ぎ取る。フィルム12をテンタ15で乾燥する。溶媒残留率が60重量%となるまでフィルム12を乾燥する。溶媒残留率が10重量%になるまで、温度が105℃以下の気体を吹き付けてフィルム12を乾燥する。溶媒残留率が10重量%のフィルム12のセルロースアシレートのガラス転移点をTg℃とする。フィルム12が(Tg+10)℃以上(Tg+60)℃以下の温度範囲のときにフィルム12を拡幅して、位相差フィルム14を得る。
(もっと読む)
光学補償フィルムとその製造方法
【課題】Reの波長分散とRthの波長分散を自由かつ独立に制御でき、ReおよびRthの値を自由に制御でき、かつReの波長分散とRthが共に逆波長分散か、共に順波長分散であるようなフィルムの製造方法を提供する。
【解決手段】セルロースアシレートフィルムをTc≦T<Tm0の条件を満たす温度Tで熱処理する工程と、熱処理後のセルロースアシレートフィルムをD=A(平行)/A(直交)で定義される二色比Dの値が1以上となった後さらに波長550nmにおける面内レターデーションが0nmとなる以前までの範囲で延伸する工程とを含む光学補償フィルムの製造方法(但し、フィルムの前記延伸前の配向方向に対して、A(平行)は平行方向に、A(直交)は直交方向に、それぞれ振動する直線偏光により測定されたスペクトルにおけるカルボニル吸収バンドの面積を表す)。
(もっと読む)
位相差フィルムの製造方法
【課題】厚み、Re、Rthが幅方向で均一な長尺の位相差フィルムを製造する。
【解決手段】テンタ部12は、搬送方向Z1の上流側から順に、予熱エリア36、延伸エリア37、緩和エリア38、冷却エリア39とされている。予熱エリア36では、フィルム20の耳部20aから幅方向Z2の中央に向かうに従い温度が高くなるように、フィルム20を加熱する。これにより、延伸エリア37におけるフィルム20の幅方向Z2での応力が幅方向で一定になる。耳部20aと中央との温度差は2℃以上20℃以下の範囲とする。延伸エリア37では、予熱エリア36で得られた幅方向Z2における温度分布を保持しながらフィルム20を拡幅する。
(もっと読む)
延伸フィルム
【課題】
可撓性に優れ、複屈折がほとんど発生しないフィルム、およびその製法を提供する。
【解決手段】
下記条件(i)、(ii)を同時に満足する事を特徴とする、非晶性の熱可塑性樹脂を含む延伸フィルム。および、その製法。
(i)偏向ラマンスペクトル測定における面内配向度Dplが0.3以上3.0以下。
(ii)偏向ラマンスペクトル測定における厚み配向度Dthが0.1以上0.25以下、或いは4以上10以下。
(もっと読む)
アクリル延伸フィルムの製造方法、光学部材および画像表示装置
【課題】主鎖に環構造を有するアクリル重合体を主成分する、耐熱性に優れるアクリル延伸フィルムの製造方法であって、従来にない延伸方法により、さらに当該フィルムの引き裂き強度を併せて向上できる方法を提供する。
【解決手段】主鎖に環構造を有するアクリル重合体を主成分とし、ガラス転移温度が110℃以上であるアクリル樹脂フィルムを延伸する工程を含み、前記工程において、前記樹脂フィルムのガラス転移温度Tg(℃)、延伸温度Te(℃)および延伸速度Y(%/分)が、13.5×Log(Y)−19≦Te−Tg≦13.5×Log(Y)−10で示される式を満たすように前記樹脂フィルムを延伸する。
(もっと読む)
延伸フィルムの製造方法
【課題】延伸フィルムの製法において、厚み精度がよくないフィルムでも延伸後の厚みムラを充分小さくすることのできる方法を提供する。
【解決手段】下記条件(i)、(ii)を含む特徴とする延伸フィルムの製法である。
(i)フィルム状のアクリル系重合体の表面温度が、ガラス転移温度(Tg)を超えてから全工程における最高温度となるまでに、全延伸倍率の50〜95%の延伸を行う。
(ii)フィルム状のアクリル系重合体の表面温度が全工程における最高温度に達した後、表面温度を下げながら全延伸倍率の5〜50%の延伸を行う。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】主収縮方向である長手方向への収縮性が高く、幅方向における機械的強度が高い上、製造されたフィルムロールにシワが入りにくく、ミシン目開封性が良好な熱収縮性ポリエステルフィルムを提供する。
【解決手段】本発明の熱収縮性ポリエステル系フィルムは、主収縮方向が長手方向になっている。そして、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率、長手方向の厚み斑、40℃65%RHの雰囲気下で700時間以上エージングした後の自然収縮率が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】主収縮方向である長手方向への収縮性が高く、幅方向における機械的強度が高い上、製造されたフィルムロールにシワが入りにくく、ミシン目開封性が良好な熱収縮性ポリエステルフィルムを提供する。
【解決手段】本発明の熱収縮性ポリエステル系フィルムは、主収縮方向が長手方向になっている。そして、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率、溶剤接着強度、40℃65%RHの雰囲気下で700時間以上エージングした後の自然収縮率が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
セルロースエステルフィルムおよびその製造方法
【課題】プロピオニル基が実質的に置換されていないセルロースエステルを使用しても、フィルム破断やヘイズ上昇を引き起こすことなく、広幅化されたセルロースエステルフィルムを製造する方法を提供すること。
【解決手段】アセチル基の置換度が2.80〜3.00であり、かつプロピオニル基が実質的に置換されていないセルロースエステルを含む溶液を金属支持体上に流延・乾燥し、フィルムを剥離した後、加熱下で幅方向に20%以上延伸して保持する延伸工程Aを行うセルロースエステルフィルムの製造方法であって、延伸工程A後に得られるセルロースエステルフィルムのヘイズをHz(%)、表面粗さをD(nm)および表面摩擦係数をμとしたとき、以下の関係式;0<Hz×D×μ≦0.8;を満たすように、延伸工程Aで延伸温度および保持時間を調整することを特徴とするセルロースエステルフィルムの製造方法。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】主収縮方向である長手方向への収縮性が高く、幅方向における機械的強度が高い上、製造されたフィルムロールにシワが入りにくく、ミシン目開封性が良好な熱収縮性ポリエステルフィルムを提供する。
【解決手段】本発明の熱収縮性ポリエステル系フィルムは、主収縮方向が長手方向になっている。そして、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率、長手方向の最大熱収縮応力値、40℃65%RHの雰囲気下で700時間以上エージングした後の自然収縮率が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
零(0)の波長分散性を有し、面内位相差の値が均一な位相差フィルム及び正(+)の波長分散性を有する積層光学フィルム
【課題】零(0)の波長分散性を有し、面内位相差の値が均一な位相差フィルム及び正(+)の波長分散性を有する積層光学フィルムを提供する。
【解決手段】アイソタクチックインデックス(isotactic index)が85%以上であるホモポリプロピレン樹脂で製造されて零(0)の波長分散性を有し、特定部位における面内位相差(Re)値が平均値に比べて±5nm範囲内の均一性を有することを特徴とする。また、このように零(0)の波長分散性を有する位相差フィルムに負(−)の波長分散性を有する他の位相差フィルムを積層させて正(+)の波長分散性を有する積層光学フィルムを製造する。
(もっと読む)
アクリルフィルム、その製造方法、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】MD方向およびTD方向の熱膨張係数が低く、液晶表示装置に組み込んだ際に温度変動による色味変化が小さいアクリルフィルムおよびその製造方法を提供する。さらに、該アクリルフィルムを用いた、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置を提供する。
【解決手段】40℃〜90℃におけるフィルム長手方向(MD)と幅方向(TD)の熱膨張係数がともに40〜100ppm/℃であること特徴とするアクリルフィルム。
(もっと読む)
セルロースアシレートフィルムおよびその製造方法、位相差フィルム、偏光板、並びに、液晶表示装置
【課題】製造工程におけるエネルギー効率が高く、且つ、着色の少ない無色透明性に優れ、回収性の高いセルロースアシレートフィルムを得ることができるセルロースアシレートフィルムの製造方法を提供する。
【解決手段】セルロースアシレートを含有するポリマー溶液を流延してウェブを形成する流延工程と、前記流延工程において形成された前記ウェブを搬送しながら搬送方向に延伸する延伸工程と、前記延伸工程において延伸された前記ウェブに、下記式の条件を満たす熱処理温度T(単位:℃)で熱処理を施す熱処理工程と、を含み、前記延伸工程における前記ウェブの延伸開始時の残留溶媒量が20〜300質量%であることを特徴とするセルロースアシレートフィルムの製造方法。
式:Tg0<T<Tm0
[式中、Tg0は熱処理前のセルロースアシレートフィルムのガラス転移温度(単位:℃)を表し、Tm0は熱処理前のセルロースアシレートフィルムの融点(単位:℃)を表す。]
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板、液晶パネルおよび液晶表示装置
【課題】 光学フィルムの製造において、特に原反幅方向の両端部の偏光度のバラツキを改善し、液晶パネルに使用した場合に優れたコントラスト特性を得る光学フィルムの製造方法を提供する。
【解決手段】 透明フィルムと複屈折層とを含み、前記複屈折層が、nx=ny>nzの屈折率分布を有する光学フィルムの製造方法であって、前記透明フィルムを幅方向に1.05〜1.25倍の範囲の延伸倍率で延伸する配向軸の均一化工程と、前記延伸した透明フィルム上に、複屈折層を形成する工程とを含むことを特徴とする。本製造方法により、例えば、図6に示すように、原反幅方向の両端部における偏光度のバラツキが改善される。
(もっと読む)
プロピレン系ポリマーフィルムまたはシートの加熱方法および延伸フィルムの製法
【課題】プロピレン系ポリマーフィルムまたはシートの幅方向の均一加熱方法を提供し、それをさらに長手方向に延伸する延伸フィルムの製法を提供し、厚さの均一性の高い延伸フィルムを提供する。
【解決手段】長手方向に連続的に移動するプロピレン系ポリマーフィルムまたはシートの幅方向に、レーザーを照射して加熱するに際し、照射されるレーザーが到達するフィルムまたはシートの幅方向の表面において、その光線強度を均一化して照射することを特徴とするプロピレン系ポリマーフィルムまたはシートの幅方向の均一加熱方法。および、この加熱方法にて加熱されたプロピレン系ポリマーフィルムまたはシートを、引き続き長手方向に延伸することを特徴とする延伸フィルムの製法およびそれにより得られた延伸フィルム。
(もっと読む)
61 - 80 / 314
[ Back to top ]