
Fターム[4F210QL20]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | テンター延伸に特有の装置、操作 (982) | その他 (60)
Fターム[4F210QL20]に分類される特許
21 - 40 / 60
延伸フィルムの製造方法
【課題】光学延伸フィルムの製法において、例えば、横延伸後のフィルム弛みによって発生するシワから発生する不具合(巻き取り時のフィルムの破断)がなく、長時間連続的に巻き取る事が出来るの製法を提供する。
【解決手段】熱可塑性樹脂フィルムの両横端部を、左右2列のクリップで掴み横延伸させた後、クリップから開放されたフィルムを巻き取る延伸フィルムの製法において、クリップから開放されたフィルムが、最初に接触する第1ロールにシワおよび/または弛みを解消する機構を有するロールを用いることを特徴とする延伸フィルムの製法である。光学用延伸フィルムの製造方法に適している。
(もっと読む)
ポリマーフィルムの性状調整方法及び装置、並びに光学フィルムの製造方法
【課題】シワの発生を抑えつつ、湿熱耐久試験の前後におけるレターデーションの変動が小さい位相差フィルムを製造する。
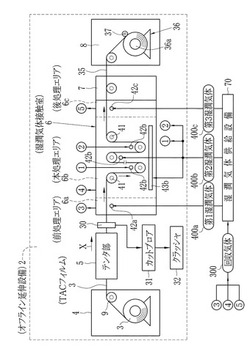
【解決手段】供給室4に収納されるTACフィルム3は、テンタ部5に送られる。テンタ部5は、TACフィルム3を幅方向に延伸する。テンタ部5から送り出されたTACフィルム3は、湿潤気体接触室6へ送られる。湿潤気体接触室6には各エリア6a〜6cが設けられる。各エリア6a〜6cには各湿潤気体400a〜400cが充満する。第1湿潤気体400a及び第3湿潤気体400cは、第2湿潤気体400bよりも湿度が低い。湿潤気体接触室6へ送られたTACフィルム3は、各エリア6a〜6cを順次通過する。エリア6aでは、第1湿潤気体400aがTACフィルム3と接触する。エリア6bでは、第2湿潤気体400bがTACフィルム3と接触する。エリア6cでは、第3湿潤気体400cがTACフィルム3と接触する。
(もっと読む)
膜延伸装置

【課題】延伸ムラやネックインが発生せず、薄膜化が容易な膜延伸装置を提供する。
【解決手段】膜材2を、幅方向端部を把持手段3によって把持しつつ一方向に搬送させることにより、把持手段3側において幅方向に広げて膜延伸を行う膜延伸装置であって、把持手段3を、外周に環状溝11が形成された延伸ロールR1と、膜材2の幅方向端部を挟み込んだ状態で環状溝11の適宜の回転角度範囲に亘ってその環状溝11内に円弧状に嵌挿される無端ワイヤ12とを備えて構成する。延伸ロールR1は、膜材2の搬送方向下流側に向かって末広がりに開く方向に傾けて配置され、膜材2を、延伸ロールR1と無端ワイヤ12とによって挟圧把持しつつ一方向に搬送させることにより幅方向に広げて膜延伸を行う。
(もっと読む)
フィルム延伸装置及び方法
【課題】安定してフィルムを延伸する。
【解決手段】フィルム入口37側には、上ガイド板51及び下ガイド板52が設けられている。上ガイド板51は、フィルム3の上側に位置するように配され、下ガイド板52は、フィルム3の下側に位置するように配されており、フィルム3は、上ガイド板51と下ガイド板52との間に入り込む。フィルム3が各ガイド板51,52間に入り込むと、側縁部3aの耳伸びが矯正される。側縁部3aの耳伸びが矯正されて平坦化されたフィルム3は、側縁部3aが台座31bとフラッパ下面32aとの間に確実に案内され、噛み外れすることなくクリップ30により確実に把持される。クリップ30で確実に把持されたフィルム3は、テンタ5で安定して延伸される。
(もっと読む)
フィルム延伸装置及び方法
【課題】安定してフィルムを延伸する。
【解決手段】フィルム入口37側には、矯正ローラ41、巻付けローラ42が設けられている。矯正ローラ41は、中心軸部41a、側縁軸部41bからなり、側縁軸部41bは、中心軸部41aよりも大径で形成されている。フィルム3は、巻付けローラ42により、矯正ローラ41に巻き付けられ、側縁部3aが側縁軸部41bに巻き付けられる。これにより、フィルム3は、側縁部3aの耳伸びが矯正されて平坦化される。側縁部3aの耳伸びが矯正されて平坦化されたフィルム3は、噛み外れすることなくクリップ30により確実に把持される。クリップ30で確実に把持されたフィルム3は、テンタ5で安定して延伸される。
(もっと読む)
フィルム延伸装置及び方法
【課題】安定してフィルムを延伸する。
【解決手段】フィルム入口37側には、上ベルトコンベア51及び下ベルトコンベア52が設けられている。上ベルトコンベア51は、フィルム3の上側に位置するように配され、下ベルトコンベア52は、フィルム3の下側に位置するように配されており、フィルム3は、上ベルトコンベア51と下ベルトコンベア52との間で挟持される。各ベルトコンベア51,52間に入り込んだフィルム3は、側縁部3aの耳伸びが矯正されて平坦化される。側縁部3aの耳伸びが矯正されて平坦化されたフィルム3は、側縁部3aが台座31bとフラッパ下面32aとの間に確実に案内され、噛み外れすることなくクリップ30により確実に把持される。クリップ30で確実に把持されたフィルム3は、テンタ5で安定して延伸される。
(もっと読む)
フィルム延伸機テンタクリップ用ガイドローラ軸受
【課題】高いヤング率に起因した寿命の低下を抑制しつつ、耐摩耗性や耐食性を向上することが可能なフィルム延伸機テンタクリップ用ガイドローラ軸受を提供する。
【解決手段】フィルム延伸機のテンタクリップとテンタクリップに対向して配置されるガイドレールとの間にガイドレールに接触して配置され、テンタクリップをガイドレールに沿って案内するガイドローラ軸受1を構成する玉13は、Si6−ZAlZOZN8−Zの組成式で表され、0.1≦z≦3.5を満たすβサイアロンを主成分とし、残部不純物からなる焼結体から構成され、ヤング率が180GPa以上270GPa以下となっている。
(もっと読む)
セルロースエステルフィルムおよびその製造方法
【課題】プロピオニル基が実質的に置換されていないセルロースエステルを使用しても、フィルム破断やヘイズ上昇を引き起こすことなく、広幅化されたセルロースエステルフィルムを製造する方法を提供すること。
【解決手段】アセチル基の置換度が2.80〜3.00であり、かつプロピオニル基が実質的に置換されていないセルロースエステルを含む溶液を金属支持体上に流延・乾燥し、フィルムを剥離した後、加熱下で幅方向に20%以上延伸して保持する延伸工程Aを行うセルロースエステルフィルムの製造方法であって、延伸工程A後に得られるセルロースエステルフィルムのヘイズをHz(%)、表面粗さをD(nm)および表面摩擦係数をμとしたとき、以下の関係式;0<Hz×D×μ≦0.8;を満たすように、延伸工程Aで延伸温度および保持時間を調整することを特徴とするセルロースエステルフィルムの製造方法。
(もっと読む)
延伸機
【課題】簡単な構成で加熱領域室で覆われる延伸機側のシート状物の搬送入口及び延伸後出口からの熱量流出を減少させて、エネルギー損出の減少と、加熱領域の適正な温度維持ができるようにした延伸機を提供する。
【解決手段】熱可塑性を有するシート状物の端部を把持する複数のリンクを閉じた経路に沿って案内して前記シート状物を入口側から出口側に搬送しつつ延伸する延伸機において、シート状物を延伸する加熱領域室のシート状物搬送入口側、延伸後出口の少なくても一方の室外側に搬送されるシート状物面に対向した上下面の板状の緩衝帯を設ける。
(もっと読む)
エア噴出ノズルおよびそれを用いたテンターオーブン
【課題】噴流の噴き出し方向が曲がらない、樹脂フィルム幅方向の伝熱効率の均一性が良好で、テンターオーブンに用いて好適なエア噴出ノズルを提供する。
【解決手段】一方向に搬送される樹脂フィルムに、空気を吹き付けるエア噴出ノズルであって、
前記エア噴出ノズルは、前記樹脂フィルム表面と対向する面に噴出孔を複数設けてあり、
前記噴出孔の配列は、樹脂フィルム搬送方向に直交する方向の複数の噴出孔から形成される列が、樹脂フィルム搬送方向に4列以上でかつ偶数列となるn列配列であり、
前記n列の孔列は、フィルム搬送方向上流側から1列目、2列目以後3、4、・・・・・n列目とし、2列目と3列目、・・・・・、n−2列目とn−1列目の間隔が、1列目と2列目、3列目と4列目、・・・・・、n−1列目とn列目の間隔より広いことを特徴とするエア噴出ノズル。
(もっと読む)
ポリマーフィルムの延伸方法
【課題】両面テープの露出を防ぎつつ、オフライン延伸を行う。
【解決手段】先行フィルム3aの後端部と後行フィルム3bの先端部とを重なり合わせ、重ね合わせ部54を形成する。両面テープ55はフィルム3a、3bを接合する。両面テープ55のA方向の長さは、重ね合わせ部54のA方向の長さよりも短い。重ね合わせ部54を構成するフィルム3a、3bの端部には、両面テープ55と接合しない余剰代56a、56bが設けられる。余剰代56aのA方向長さGaは、フィルム3aの収縮量は最大値のΔLfa以上となるように設けられる。余剰代56bのA方向長さGbは、フィルム3bの収縮量は最大値のΔLfb以上となるように設けられる。
(もっと読む)
フィルムの延伸設備及び延伸方法
【課題】フィルムの接合方式を切り替え可能にすること。
【解決手段】オフライン延伸設備の接合部12に、ヒートシーラ装置50と、テープ接合装置60とを備える。切替スイッチ74aを操作して熱溶着接合方式に設定した場合にはヒートシーラ装置50が駆動し、テープ接合方式に設定した場合にはテープ接合装置60が駆動する。製品として大量製造するときには熱溶着接合方式に切り替え、試験的に少量製造するときにはテープ接合方式に切り替える。
(もっと読む)
二軸延伸フィルムの製造方法
【課題】
従来の二軸延伸ポリプロピレンフィルムに比べ、強度、耐熱性が向上した二軸延伸ポリプロピレンフィルムの提供。
【解決手段】
少なくとも一方向に延伸されたプロピレン系フィルムを更に同時二軸延伸することを特徴とするプロピレン系二軸延伸フィルムの製造方法。また、タテ方向に一軸延伸されたプロピレン系フィルム又は二軸延伸されたプロピレン系フィルムを更に同時二軸延伸するプロピレン系二軸延伸フィルムの製造方法。さらに、同時二軸延伸する際に、タテ方向に1.5〜5倍、ヨコ方向に0.8〜10倍延伸する。
(もっと読む)
二軸延伸フィルムの製造方法
【課題】
従来の二軸延伸ポリプロピレンフィルムに比べ、強度、耐熱性が向上した二軸延伸ポリプロピレンフィルムの提供。
【解決手段】
プロピレン系フィルム又はシートをテンター延伸するに際して、その長尺の両端のテンタークリップで把持される部分の強度をそれ以外の部分の強度より強くして、テンター延伸することを特徴とするプロピレン系延伸フィルムの製造方法。プロピレン系フィルム又はシートの両端に、それらの引張弾性率より高い引張弾性率を持つ短幅フィルムを押圧し、その短幅フィルムの押圧部をテンタークリップが把持してテンター延伸する。
(もっと読む)
耐熱高分子フィルムの製造装置および耐熱高分子フィルムの製造方法
【課題】 300℃以上の高温で稼動させても騒音が小さく、かつ得られるフィルムの金属ダスト量を大幅に低減可能な耐熱高分子フィルムの製造装置を提供する。
【解決手段】 耐熱高分子フィルムまたはその前駆体フィルムに対して、熱処理などの処理を行うフィルム端部固定式テンターにおいて、フィルム端部把持機構をフィルム搬送方向に駆動するための駆動機構部の摺動部に固体潤滑作用を有する耐熱性化合物を作用させてなることを特徴とする耐熱高分子フィルム製造装置であり、300℃以上の温度で3時間稼動させた後のフィルム搬送時に生ずる摩擦音の基本周波数が3kHz以下である高分子フィルムの製造装置。
(もっと読む)
延伸フィルムの製造方法
【課題】歩留まりにきわめて優れた延伸フィルムの製造方法を提供すること。
【解決手段】本発明の延伸フィルムの製造方法は、フィルムを横延伸する工程を有し、該フィルムの幅方向中央部が第1の樹脂組成物で形成され、該フィルムの幅方向端部が第2の樹脂組成物で形成され、該第2の樹脂組成物のガラス転移温度(Tg2)が、該第1の樹脂組成物のガラス転移温度(Tg1)よりも高い。
(もっと読む)
偏光板離型用ポリエチレンテレフタレート系樹脂フィルムおよびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好な実用性の高い偏光板離型用ポリエチレンテレフタレート系樹脂フィルムを提供する。
【解決手段】偏光板離型用ポリエチレンテレフタレート系樹脂フィルムは、フィルムの巻き終わりから、フィルムの巻き長を9等分した長さ毎に試料切り出し部を設けるとともに、フィルムの巻き始めから2m以内に最終の切り出し部を設けることによって、合計10個の試料切り出し部を設けたとき、各切り出し部において、左右両端際のHS150がいずれも所定の範囲内の値となり、左右両端際のHS150の差が所定の範囲内の値となるように調整されている。
(もっと読む)
フイルム延伸緩和方法及び溶液製膜方法
【課題】所望のレタデーションを有し、且つ光軸ずれや光学ムラのない高品質なポリマーフイルムを製造する
【解決手段】クリップテンタ14は、延伸エリア161においてフイルム20をZ2方向に延伸する。フイルム20の残留溶媒量は0.03重量%以上10重量%以下である。延伸エリア161を経たフイルム20は、緩和エリア162において緩和率Y(%)で延伸緩和される。緩和率Y(%)は(L2−L3)/L3で表される。延伸エリア161に入る5秒前のフイルム20の膜面温度をTp(℃)、延伸エリア161の長手方向中央部におけるフイルム20の膜面温度をTs(℃)、延伸エリア161を出て5秒後のフイルム20の膜面温度をTh(℃)とする。クリップテンタ14では、6≦((−1/12)・Tp)+((−1/5)・Ts)+((1/3)・Th)+(Y)≦18となるように、膜面温度Tp,Ts,Th及び緩和率Yが制御される。
(もっと読む)
位相差フィルムの製造方法
【課題】薄膜でありながら光学特性に優れた非晶性熱可塑性樹脂からなる位相差フィルムの製造方法を提供すること。
【解決手段】長尺フィルムの長手方向に遅相軸を有し、特定の厚みと面内リターデーション値(Re)を有する非晶性熱可塑性樹脂フィルムを使用して、該樹脂フィルムのガラス転移温度Tg〜Tg+25℃の雰囲気下に、長手方向に収縮させつつ短手方向に延伸する。
(もっと読む)
ポリマーフィルムの延伸方法
【課題】熱緩和後のフィルム接合領域でのシワ発生を防止する。
【解決手段】オフライン延伸装置2は、フィルム供給室4、テンタ部5、熱緩和室6、冷却室7、巻取室8を備える。フィルム供給室4は、接合部11を有する。接合部11では、先行フィルム3aの後端部と、後行フィルム3bの先端部とを重ね合わせて、ヒートシーラ装置20を用いて熱溶着により接合する。接合されたTACフィルム3は、テンタ部5で延伸され、熱緩和室6で熱緩和される。熱緩和後には、TACフィルム3は、フィルム幅方向Bに収縮する。先行フィルム3aの後端部と後行フィルム3bの先端部とを、ヒートシーラ装置20により熱溶着して接合することにより、接合領域28の収縮量と周辺領域の収縮量とを同一になり、接合領域28でのシワ発生が防止され、周辺領域におけるフィルム破れの発生が防止される。
(もっと読む)
21 - 40 / 60
[ Back to top ]