
Fターム[4F210QM03]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | ローラ延伸に特有の装置、操作 (356) | 部品、付属装置、補助操作 (186) | 延伸ローラ (89)
Fターム[4F210QM03]に分類される特許
21 - 40 / 89
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】Rthが正であり、遅相軸方向の熱膨張係数が進相軸方向の熱膨張係数より大きいフィルムを提供する。
【解決手段】厚み方向のレターデーションRthが正であり、遅相軸方向の熱膨張係数が進相軸方向の熱膨張係数より大きいことを特徴とするフィルム。
(もっと読む)
位相差フィルムの製造方法
【課題】非晶性の熱可塑性樹脂からなるフィルムをロール縦延伸する位相差位相差フィルムの製造において、予熱ロールへの融着によるフィルムの破断や段状の面状欠陥(段ムラ)、延伸ムラのない平滑なフィルムを提供する。
【解決手段】非晶性の熱可塑性樹脂からなるフィルムを複数の予熱ロールを有するロール延伸装置で縦延伸する位相差フィルムの製造方法であって、前記ロール延伸装置の延伸直前の予熱ロールが表面に非粘着処理を行った予熱ロールであり、予熱温度が(Tg−10℃)以上(Tg+5℃)以下[但し、Tgは前記熱可塑性樹脂のガラス転移温度(℃)]である。
(もっと読む)
延伸熱可塑性樹脂シートの製造方法
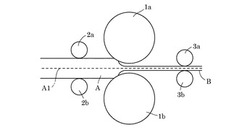
【課題】 本発明は、延伸倍率が厚み方向において略均一で且つ凹凸のない延伸熱可塑性樹脂シートを製造することができる延伸熱可塑性樹脂シートの製造方法を提供する。
【解決手段】 本発明の延伸熱可塑性樹脂シートの製造方法は、熱可塑性樹脂シートAを一対の引抜ロール1a、1b間に通して引抜延伸する延伸熱可塑性樹脂シートの製造方法であって、上記引抜ロール1a、1bの前方に前側支持部材2a、2bを配設すると共に、上記引抜ロール1a、1bの後方に後側支持部材3a、3bを配設し、上記前後支持部材2a、2b、3a、3bによって上記前後支持部材2a、2b、3a、3b間の上記熱可塑性樹脂シートAをその厚み方向の中間面A1が同一平面上に位置するように支持することを特徴とする。
(もっと読む)
偏光フィルム用ポリビニルアルコールフィルムおよびその製造方法、ならびにそれを用いた偏光フィルムの製造方法
【課題】高い偏光性能を有する偏光フィルムの作製に用いることができるポリビニルアルコールフィルムおよびその製造方法、ならびにそれを用いた偏光フィルムの製造方法を提供する。
【解決手段】本発明の偏光フィルム用ポリビニルアルコールフィルムは、流れ方向と光軸とがなす角度が70°〜110°の範囲にあり、幅方向の中央部における厚さ方向のレターデーションが15nm以上90nm以下である。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、傾斜軸と直交方向に伸張する筋が少ないフィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂を含み、傾斜構造を有し、傾斜軸と直交方向に伸張する筋が3本/3cm以下であることを特徴とするフィルム。
(もっと読む)
延伸シートの製造方法

【課題】 本発明は、塩化ビニル系樹脂などとの接着性に優れており、雨樋などの建材に好適に用いることができる延伸シートの製造方法を提供する。
【解決手段】 本発明の延伸シートの製造方法は、一対のロール1〜4を一組のロール対A、Bとして二組のロール対A、Bの間に熱可塑性樹脂シートCを配設し、一方のロール対Aよりも他方のロール対Bの外周の線速度を大きくすることによって熱可塑性樹脂シートCを上記二組のロール対A、B間においてロール延伸して延伸シートを製造する延伸シートの製造方法において、他方のロール対Bを構成している一対のロール3、4のうちの少なくとも一方のロールの表面に凹凸を形成して延伸シートの表面に凹凸を転写することを特徴とする。
(もっと読む)
光学フィルムの製造方法と製造装置
【課題】フィルムの表面に擦り傷を発生させることなくフィルム内に歪み変形を与えることで、表示装置に用いても輝点欠陥がなく、フィルム内の歪み変形量のバラツキの小さい光学フィルムの製造が可能であり、かつフィルム面に傾斜方向に安定して延伸することが可能な光学フィルムの製造方法を提供する。また、当該製造方法に適した製造装置を提供する。
【解決手段】特定条件を満たす工程1及び工程2を有する、樹脂フィルムを連続的に搬送して光学フィルムを製造する光学フィルムの製造方法であって、前記工程1において当該樹脂フィルムの厚さ方向の屈折率と進行方向に直交する方向の屈折率との間に差を発生させ、前記工程2において当該樹脂フィルムの屈折率が最小の方向が、当該樹脂フィルム面の法線方向から傾斜した方向となるように調整することを特徴とする光学フィルムの製造方法。
(もっと読む)
長さ方向に対して角度をなして延伸されているポリマーフィルムの製造のための方法および装置
柔軟なチューブ状のフィルム(10)が螺旋状に切断されて平坦なストリップにされる。これはタンブリング巻出機(1)により平坦な形態でチューブ状のフィルムが巻出され、平坦なフィルムチューブがチューブエクスパンジョンゾーン(17)へ進み、ここで平坦なチューブが円筒状のチューブに膨張され、膨張されたチューブの直径よりも若干小さい外径を有する中空マンドレル(14)の上を軸方向に通過し、ナイフ(18)により螺旋状に切断され、平坦なストリップとされ、マンドレルの軸と角度をなして回収される。平坦なチューブは、タンブリング巻出機により振動される延伸ローラー(107−112)により長さ方向に延伸される。装置はさらにマンドレルから引き出された後に螺旋状に切断されたフィルムストリップに、タンブリング延伸ローラーにより加えられた配向を安定化するための安定化手段を含む。 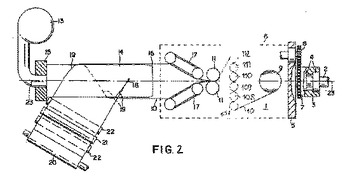 (もっと読む)
(もっと読む)
アクリルフィルム、その製造方法、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】MD方向およびTD方向の熱膨張係数が低く、液晶表示装置に組み込んだ際に温度変動による色味変化が小さいアクリルフィルムおよびその製造方法を提供する。さらに、該アクリルフィルムを用いた、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置を提供する。
【解決手段】40℃〜90℃におけるフィルム長手方向(MD)と幅方向(TD)の熱膨張係数がともに40〜100ppm/℃であること特徴とするアクリルフィルム。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】引抜延伸によって外観の優れた延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性樹脂シートの製造方法を提供する。
【解決手段】延伸熱可塑性ポリエステル系樹脂シートの製造方法は、熱可塑性樹脂シートを一対のロール間を通して引抜延伸する延伸熱可塑性樹脂シートの製造方法であって、上記熱可塑性樹脂シートを上記一対のロールの中間面と4°以上の角度を持って上記一対のロール間に供給することを特徴とする。
(もっと読む)
フローティング式縦延伸装置および熱可塑性樹脂フィルムの製造方法
【課題】 優れた厚み精度を有する熱可塑性樹脂フィルムを製造可能なフローティング式縦延伸装置を提供すること。
【解決手段】 熱可塑性樹脂シートを延伸するための一対の延伸ロールと、これら延伸ロール間に配置された加熱炉とを備えたフローティング式縦延伸装置であって、前記加熱炉は熱可塑性樹脂シートを加熱するための複数のエアーノズルを備えると共に、これらエアーノズルの少なくとも一部が対向するように配置されたフローティング式縦延伸装置とする。
(もっと読む)
1軸配向ポリマー基材フィルム
本発明は、低密度ポリエチレンをベースにしたポリマーから実質的になる、熱機械的に安定なヒートシール性1軸配向ポリマー基材フィルム(12)に関する。本発明はさらに、そのような蒸着コーティング基材フィルム、特に金属化されたそのようなフィルムに関する。本発明は、蒸着コーティングポリマー基材フィルムを含む包装ラミネートと、そのような包装ラミネートから製造された包装容器とにも関する。本発明はさらに、熱機械的に安定なヒートシール性ポリマー基材フィルムを生成するための方法と、このフィルムを蒸着コーティングする方法とに関する。 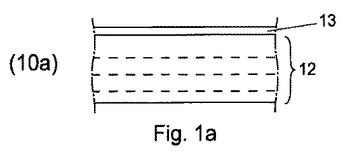 (もっと読む)
(もっと読む)
光学フィルム加圧装置
【課題】延伸されるべき光学フィルムを安定的に保持することを可能にする光学フィルム加圧装置を提供する。
【解決手段】光学フィルム加圧装置40は、ベルトユニット52およびユニット支持部51を備える。ベルトユニット52は、中心軸80、複数のガイドローラ43〜50、無端ベルト38、および端部固定部材70を備える。中心軸80は、延伸部18において光学フィルム11の進行方向と直交するように水平に配置される。複数のガイドローラ43〜50は、中心軸80に平行に、かつ、中心軸80の周りに配置される。無端ベルト38は、複数のガイドローラ43〜50に張架されるように配置される。端部固定部材70は、無端ベルト40の端部を取り付け可能に構成されるとともに、無端ベルト40の移動に伴って中心軸80を中心に回転可能に構成される。
(もっと読む)
熱可塑性樹脂フィルムの縦延伸方法および縦延伸装置
【課題】長スパン型の縦延伸方法であっても、延伸後のフィルムにスジバリが発現することのない熱可塑性樹脂フィルムの縦延伸方法及び装置を提供する。
【解決手段】熱可塑性樹脂フィルム2を一対のローラ16、16a、17、17aの周速差で引っ張ることにより長手方向に延伸する熱可塑性樹脂フィルム2の縦延伸方法において、一対のローラ16、16a、17、17a間を、フィルム2を、気体を吐出するノズル19を有する複数の円筒状ロール18と非接触で支持し、曲率半径25mm以上150mm以下で、湾曲させながら円筒状ローラ18を通過させ、フィルム2をノズル19から吐出する熱風により長手方向に延伸する延伸工程と、長手方向に延伸したフィルム2を、ノズル19から吐出する冷風により冷却・固化する冷却・固化工程と、を有することを特徴とする熱可塑性樹脂フィルムの縦延伸方法である。
(もっと読む)
延伸フィルムの製造方法
【課題】従来よりも高い遅相軸精度を有し、かつ平面性が良好な延伸フィルムを製造する方法を提供すること。
【解決手段】熱可塑性樹脂フィルムを、予熱ロールによる予熱工程、フロート方式の加熱装置による加熱工程、除熱ロールによる除熱工程をこの順に通過させ、予熱ロールと除熱ロールとの周速の差を利用して流れ方向に縦一軸延伸することにより延伸フィルムを製造する方法であって、フロート方式の加熱装置が、フィルムの流れ方向に連なる3つ以上の区画に分かれており、各区画内の温度が特定の関係を満たし、さらに前記フロート方式の加熱装置の上流からk番目の区画における温度、及びk+1番目の区画における温度が特定の関係を満たし、加熱工程と除熱工程との間にフィルムの幅方向に10〜500N/mの張力を与える工程を有し、その際のフィルム温度及び前記フロート方式の加熱装置の最下流の区画における温度が、特定の関係を満たすようにする。
(もっと読む)
光学フィルム加圧装置
【課題】 この発明の目的は、延伸されるべき光学フィルムを安定的に保持することを可能にする光学フィルム加圧装置を提供する。
【解決手段】 光学フィルム加圧装置30は、フレーム部34およびベルトユニット36を少なくとも備える。フレーム部34は、延伸部18に取り付け可能に構成される。ベルトユニットは、加圧ローラ183に圧接するようにフレーム部34に支持される。ベルトユニット36は、光学フィルム11を介して加圧ローラに圧接するように配置される無端ベルト38と、この無端ベルト38を張架する複数のガイドローラ(40、42、44、46、48、50、52)とを備える。この結果、ニップロール方式のように加圧ローラ同士が圧接するのではなく、無端ベルト38が光学フィルム11を介して加圧ローラ183に圧接するようになる。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】フィルムの傷の発生を抑制し、管理コストの増大を防ぎ、かつフィルム製造装置の複雑化を防ぎ、広い適用範囲を実現する、安定で効率的な熱可塑性樹脂フィルムの製造方法を提供する。
【解決手段】フィルム製造方法は、シート状熱可塑性樹脂FLを縦方向に延伸する工程と、形成されたシート状熱可塑性樹脂FLを横方向に延伸する工程と、縦方向および横方向に延伸されたシート状熱可塑性樹脂FLを熱固定する工程とを含み、シート状熱可塑性樹脂FLを縦方向に延伸する工程は、第1のロール群RA1〜RA3を比例制御により回転させてシート状熱可塑性樹脂FLを送ることにより、シート状熱可塑性樹脂FLを予熱する工程と、各々のロールの回転速度が異なる第2のロール群RB1〜RB3を比例積分制御で回転させることにより、予熱されたシート状熱可塑性樹脂FLを延伸する工程とを含む。
(もっと読む)
光学フィルム、及びその製造方法
【課題】 樹脂溶融物の押出し工程でフィルムの幅手方向端部に厚膜部を作ることなく、別の工程でこれらの厚膜部を作ることにより、タッチロール方式により広幅の光学フィルムを円滑に製造する。しかもフィルムをテンターでこれの幅手方向にTD延伸するとき、クリップで保持されるフィルム端部の厚みを厚くすることで、フィルム端部の延伸条件が不均一とならず、歩留まりが向上し、製造コストの低減を果たし得る、光学フィルム、及びその製造方法を提供する。
【解決手段】 溶融流延製膜法による光学フィルムの製造方法は、MD延伸工程において、未延伸フィルムを、実質延伸スパン50mm以上、300mm以下で、1.01倍以上、3.0倍以下にMD延伸して、フィルム幅手方向の両端部に厚膜部(凸部)を形成し、ついで、TD延伸工程において、該フィルムの幅手方向両端部の厚膜部を把持して、幅手方向に1.1〜3.1倍、TD延伸する。
(もっと読む)
熱可塑性のフィルム材料の長さ方向の延伸配向のための方法および装置
ネッキングを生ずることなく長さ方向での延伸を許容するために、長さ方向延伸ゾーンの上流に幅リダクションゾーンを含み、それを通ってフィルムの幅が徐々に低減される、熱可塑性フィルム材料(4)を長さ方向に延伸する方法およびそのための装置。幅リダクションゾーンは少なくとも1つ、好ましくはいくつかのペアの互いにかみ合う溝を有するプリーツ加工ローラー(16,17)、またはディスクを含み、材料をプリーツ加工する。幅リダクションゾーンの長さは好ましくはフィルムの当初の幅の3倍未満である。幅リダクションゾーンは上流ローラー(14)および下流ローラー(15)またはローラーアセンブリを含む。これらは曲がった軸を有し、任意に滑らかな幅の低減のためにコンベアベルトを有する。長さ方向の延伸は好ましくは少なくとも2つ、好ましくは2よりも多いペアの延伸ローラー(9,10,11,12)で行われこれらは互いに接近している。プリーツは数段階で設けられ、段階ごとにプリーツは増加し、ガイド手段は好ましくはすべてのプリーツを一方向に寝かせる。この方法は高い引張強度、降伏点、引き裂き伝播抵抗、および孔開け抵抗性を、特にポリエチレンおよびポリプロピレンフィルムに与える。 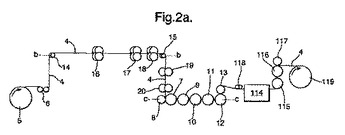 (もっと読む)
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シート及びその製造方法
【課題】線膨張係数が低く、軽量で、弾性率が高く、耐熱性、耐衝撃性、耐久性、加工性、作業性、生産性等が優れ且つ延伸方向と垂直方向の破断伸びが大きく二次加工の際に割れにくく曲げ加工性の優れた熱可塑性ポリエステル系樹脂シートの提供。
【解決手段】JIS K 7113の引張試験方法に準拠して測定した、延伸方向の弾性率が9GPa以上であり、無張力下で180℃で2分間加熱したときの延伸方向の収縮率が4%未満、無張力下で75℃で100時間加熱したときの延伸方向の収縮率が0.1%未満、延伸方向と直角方向の破断伸びが5%以上である延伸熱可塑性ポリエステル系樹脂シート。
(もっと読む)
21 - 40 / 89
[ Back to top ]