
Fターム[4F210QM11]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | ローラ延伸に特有の装置、操作 (356) | 加熱 (39)
Fターム[4F210QM11]に分類される特許
1 - 20 / 39
熱可塑性材料からフィルムウェブを形成するための方法および装置、ならびにそれにより形成されるフィルム
【課題】従来技術を改良する、あるいは従来技術に対して代替形態を提供する。
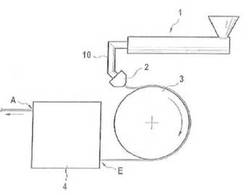
【解決手段】熱可塑性材料でできたフィルムウェブを形成するための方法および装置に関し、熱可塑性材料が、プラスチック溶融物として押出し方向にワイドスリットノズル2から少なくとも1つの層に押し出され、その後、少なくともローラ3の上を先に進むように誘導され、押出し方向、および押出し方向に対して横向きに張力が行使されることで、フィルムウェブを長手方向と横方向に延伸させ、張力を押出し方向、および押出し方向に対して横向きに加える際のフィルムウェブの温度は、少なくともその溶融温度に相当する。
(もっと読む)
光学フィルムの製造方法及び製造装置、光学フィルム、偏光板並びに液晶表示装置

【課題】フィルムの破断時に、延伸区間内にあるフィルムが延伸区間内に配置した加熱装置に接触することを防止する。
【解決手段】光学フィルムの製造方法は、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程を有する。前記工程では、搬送経路上にあるフィルムFが破断したときに加熱ロール32と延伸ロール33との間の延伸区間内にあるフィルムFが延伸区間内に配置された加熱装置37に接触することを防止しつつロール間延伸を行う。
(もっと読む)
ポリエステルフィルム及びその製造方法、太陽電池用バックシート、及び太陽電池モジュール
【課題】傷の発生を抑制し、耐加水分解性及び耐電圧性に優れたポリエステルフィルムが得られる製造方法を提供する。
【解決手段】溶融したポリエステル樹脂を押出機から溶融押出しする押出工程と、
溶融押出しされたポリエステル樹脂をキャスティングドラム上で冷却固化することにより、厚みが2.5mm以上5.0mm以下の未延伸ポリエステルフィルムを形成する未延伸フィルム形成工程と、
形成された未延伸ポリエステルフィルムを、平均温度T1(℃)が下記式(1)で示す関係を満たし、且つ、表面温度が中心温度よりも0.3℃以上15℃未満高くなるように加熱した後、少なくとも一方向に延伸する延伸工程と、
を有するポリエステルフィルムの製造方法。
Tg−20<T1<Tg+25 ・・・式(1)
[式(1)中、Tgは前記未延伸ポリエステルフィルムのガラス転移温度(℃)を表す。]。
(もっと読む)
延伸フィルムの製造方法及び製造装置
【課題】ネッキングの位置を制御してネッキング延伸を行うことができ、かつネッキングの安定性を制御して延伸ムラの少ない延伸フィルムを得ることができ、更にネックイン比を小さくできる延伸フィルムの製造方法及び延伸フィルムの製造装置の提供。
【解決手段】フィルムに対し張力を付与し、張力が付与された該フィルムの一部を、フィルムの幅が変化しない温度からネッキングが生ずる温度に昇温させることにより、前記フィルムをネッキング延伸する延伸フィルムの製造方法である。
(もっと読む)
位相差フィルムの製造方法
【課題】高い軸精度と均一な位相差値を有するポリプロピレン系樹脂位相差フィルムの製造方法を提供する。
【解決手段】ポリプロピレン系樹脂からなる原反フィルムに対して、(A)縦延伸する工程と、(B)0〜40℃の間の温度T℃の環境下で養生する工程と、(C)横延伸する工程とをこの順に施し、かつ、上記の養生する工程(B)は、養生期間をD日として、式:D≧−0.4T+20を満たすように行い、ポリプロピレン系樹脂位相差フィルムを製造する方法が提供される。典型的には、ポリプロピレン系樹脂からなる原反フィルムに対して、(A)縦延伸する工程と、(B)温度20〜30℃の環境下で10日以上養生する工程と、(C)横延伸する工程とをこの順に施して、位相差フィルムが製造される。
(もっと読む)
位相差フィルムの製造方法
【課題】非晶性の熱可塑性樹脂からなるフィルムをロール縦延伸する位相差位相差フィルムの製造において、予熱ロールへの融着によるフィルムの破断や段状の面状欠陥(段ムラ)、延伸ムラのない平滑なフィルムを提供する。
【解決手段】非晶性の熱可塑性樹脂からなるフィルムを複数の予熱ロールを有するロール延伸装置で縦延伸する位相差フィルムの製造方法であって、前記ロール延伸装置の延伸直前の予熱ロールが表面に非粘着処理を行った予熱ロールであり、予熱温度が(Tg−10℃)以上(Tg+5℃)以下[但し、Tgは前記熱可塑性樹脂のガラス転移温度(℃)]である。
(もっと読む)
アクリル樹脂系フィルムの製造方法
【課題】光学用途の逐次二軸延伸フィルムの製造工程に関して、ロール縦延伸工程ではネックインによって、縦延伸フィルムの両端部の厚みは中央部よりも厚くなる。このような縦延伸フィルムに関して、特にアクリル系樹脂フィルムのような脆い樹脂フィルムでは、続く横延伸工程において、チャック部分からフィルムが破断しやすくなり、安定な生産が困難となる。以上の問題点を解決するために、縦延伸工程においてフィルム幅方向の厚みムラの発生を軽減し、且つ傷が無く外観美麗なフィルムを製造する方法を提供する。
【解決手段】未延伸の溶融押出アクリル系樹脂フィルムをロール縦延伸する工程において、フィルム挟持部間の距離を大きく設定し且つ、低周速ロールと高周速ロールの間において、搬送中の前記フィルム両端部の温度をTe、中央部の温度をTcとした際、Te>Tcとなるようにフィルム幅方向に温度勾配をつけながらロール縦延伸を行う。
(もっと読む)
長さ方向に対して角度をなして延伸されているポリマーフィルムの製造のための方法および装置
柔軟なチューブ状のフィルム(10)が螺旋状に切断されて平坦なストリップにされる。これはタンブリング巻出機(1)により平坦な形態でチューブ状のフィルムが巻出され、平坦なフィルムチューブがチューブエクスパンジョンゾーン(17)へ進み、ここで平坦なチューブが円筒状のチューブに膨張され、膨張されたチューブの直径よりも若干小さい外径を有する中空マンドレル(14)の上を軸方向に通過し、ナイフ(18)により螺旋状に切断され、平坦なストリップとされ、マンドレルの軸と角度をなして回収される。平坦なチューブは、タンブリング巻出機により振動される延伸ローラー(107−112)により長さ方向に延伸される。装置はさらにマンドレルから引き出された後に螺旋状に切断されたフィルムストリップに、タンブリング延伸ローラーにより加えられた配向を安定化するための安定化手段を含む。 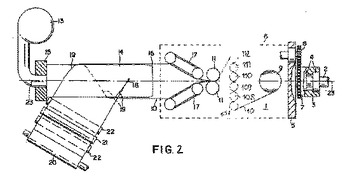 (もっと読む)
(もっと読む)
アクリルフィルム、その製造方法、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】MD方向およびTD方向の熱膨張係数が低く、液晶表示装置に組み込んだ際に温度変動による色味変化が小さいアクリルフィルムおよびその製造方法を提供する。さらに、該アクリルフィルムを用いた、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置を提供する。
【解決手段】40℃〜90℃におけるフィルム長手方向(MD)と幅方向(TD)の熱膨張係数がともに40〜100ppm/℃であること特徴とするアクリルフィルム。
(もっと読む)
フローティング式縦延伸装置および熱可塑性樹脂フィルムの製造方法
【課題】 優れた厚み精度を有する熱可塑性樹脂フィルムを製造可能なフローティング式縦延伸装置を提供すること。
【解決手段】 熱可塑性樹脂シートを延伸するための一対の延伸ロールと、これら延伸ロール間に配置された加熱炉とを備えたフローティング式縦延伸装置であって、前記加熱炉は熱可塑性樹脂シートを加熱するための複数のエアーノズルを備えると共に、これらエアーノズルの少なくとも一部が対向するように配置されたフローティング式縦延伸装置とする。
(もっと読む)
延伸フィルムの製造方法
【課題】従来よりも高い遅相軸精度を有し、かつ平面性が良好な延伸フィルムを製造する方法の提供。
【解決手段】熱可塑性樹脂フィルム1を、予熱ロール2−3による予熱工程、フロート方式の加熱装置4による加熱工程、除熱ロール5−3による除熱工程をこの順に通過させ、前記予熱ロールと除熱ロールとの周速の差を利用して流れ方向に縦一軸延伸することにより延伸フィルムを製造する方法であって、前記フロート方式の加熱装置が、フィルムの流れ方向に連なる3つ以上の区画に分かれており、各区画内の温度が下流にいくに従って高くなるようにし、さらに前記フロート方式の加熱装置の上流からk番目の区画における温度とk+1番目の区画における温度との差が特定範囲となるようにし、前記フロート方式の加熱装置の最上流の区画における温度と熱可塑性樹脂フィルムを構成する熱可塑性樹脂のガラス転移温度との差が、特定範囲となるようにする。
(もっと読む)
熱可塑性樹脂フィルムの縦延伸方法および縦延伸装置
【課題】長スパン型の縦延伸方法であっても、延伸後のフィルムにスジバリが発現することのない熱可塑性樹脂フィルムの縦延伸方法及び装置を提供する。
【解決手段】熱可塑性樹脂フィルム2を一対のローラ16、16a、17、17aの周速差で引っ張ることにより長手方向に延伸する熱可塑性樹脂フィルム2の縦延伸方法において、一対のローラ16、16a、17、17a間を、フィルム2を、気体を吐出するノズル19を有する複数の円筒状ロール18と非接触で支持し、曲率半径25mm以上150mm以下で、湾曲させながら円筒状ローラ18を通過させ、フィルム2をノズル19から吐出する熱風により長手方向に延伸する延伸工程と、長手方向に延伸したフィルム2を、ノズル19から吐出する冷風により冷却・固化する冷却・固化工程と、を有することを特徴とする熱可塑性樹脂フィルムの縦延伸方法である。
(もっと読む)
熱可塑性樹脂フィルムの加熱延伸方法および加熱延伸装置
【課題】延伸機が緊急停止しても、加熱器を瞬時に退避させ、余熱がフィルムを加熱しないようにし、軟化した熱可塑性樹脂フィルムが加熱器および遮熱板に接触、融着、発火を防ぐことが可能な熱可塑性樹脂フィルム加熱延伸方法および加熱延伸装置を提供する。
【解決手段】熱可塑性樹脂フィルムを加熱器および延伸機により加熱延伸する工程において、延伸機が停止した際に、加熱器をフィルムから加熱器までの距離がフィルムの延伸距離の30%以上になるように退避させることを特徴とする熱可塑性樹脂フィルムの加熱延伸方法。
(もっと読む)
延伸フィルムの製造方法
【課題】従来よりも高い遅相軸精度を有し、かつ平面性が良好な延伸フィルムを製造する方法を提供すること。
【解決手段】熱可塑性樹脂フィルムを、予熱ロールによる予熱工程、フロート方式の加熱装置による加熱工程、除熱ロールによる除熱工程をこの順に通過させ、予熱ロールと除熱ロールとの周速の差を利用して流れ方向に縦一軸延伸することにより延伸フィルムを製造する方法であって、フロート方式の加熱装置が、フィルムの流れ方向に連なる3つ以上の区画に分かれており、各区画内の温度が特定の関係を満たし、さらに前記フロート方式の加熱装置の上流からk番目の区画における温度、及びk+1番目の区画における温度が特定の関係を満たし、加熱工程と除熱工程との間にフィルムの幅方向に10〜500N/mの張力を与える工程を有し、その際のフィルム温度及び前記フロート方式の加熱装置の最下流の区画における温度が、特定の関係を満たすようにする。
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法
【課題】表面欠点が少なく、厚みの均一性に優れた二軸延伸ポリアミドフィルムを効率的に製造できる方法を提供する。
【解決手段】未延伸ポリアミドフィルムを逐次二軸延伸する二軸延伸ポリアミドフィルムの製造方法において、ロール方式縦延伸機の最上流側の低速回転ロールの上流側3m以内の範囲で該未延伸ポリアミドフィルムを加熱して表面温度を30〜60℃にしてロール方式縦延伸機の最上流側の低速回転ロールに導いて縦方向に延伸した後、該一軸延伸ポリアミドフィルムをテンターに導いて横方向に延伸した後、熱固定することを特徴とする二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】フィルムの傷の発生を抑制し、管理コストの増大を防ぎ、かつフィルム製造装置の複雑化を防ぎ、広い適用範囲を実現する、安定で効率的な熱可塑性樹脂フィルムの製造方法を提供する。
【解決手段】フィルム製造方法は、シート状熱可塑性樹脂FLを縦方向に延伸する工程と、形成されたシート状熱可塑性樹脂FLを横方向に延伸する工程と、縦方向および横方向に延伸されたシート状熱可塑性樹脂FLを熱固定する工程とを含み、シート状熱可塑性樹脂FLを縦方向に延伸する工程は、第1のロール群RA1〜RA3を比例制御により回転させてシート状熱可塑性樹脂FLを送ることにより、シート状熱可塑性樹脂FLを予熱する工程と、各々のロールの回転速度が異なる第2のロール群RB1〜RB3を比例積分制御で回転させることにより、予熱されたシート状熱可塑性樹脂FLを延伸する工程とを含む。
(もっと読む)
熱可塑性樹脂製位相差フィルムの製造方法
【課題】傷が少なくかつ光軸や位相差のばらつきの少ない熱可塑性樹脂製位相差フィルムの提供
【解決手段】各ノズル20のスリット20aから噴き出させた熱風を吹き付けて熱可塑性樹脂製フィルムFを加熱及びフローティングさせると共に、ニップロール30A,30B,32A,32Bの回転速度を互いに異ならせることにより熱可塑性樹脂製フィルムFを縦延伸する工程を含む。各ノズル20のスリット20aは熱可塑性樹脂フィルムFの幅方向に延在し、各ノズルの各スリットについて、スリットから噴き出される熱風の風速A(m/s)と、該スリットのスリット幅B(m)との積をC(m2/s)とし、一本のノズルに設けられている全スリットについてのCの総和をQとし、各ノズルについて、Qが3×10−2m2/s〜1×10−1m2/s、かつ、各スリットから噴出される熱風の風速Aが2m/s〜15m/sである。
(もっと読む)
環状オレフィン系樹脂フィルム及びその製造方法
【課題】未延伸の中間ベースフィルムの脆性を改善し、安定して環状オレフィン系樹脂フィルムを製造できる方法を提供する。
【解決手段】環状オレフィン系樹脂を押出し温度230〜260℃、溶融粘度が500〜3000Pa・Sでフィルム状に押出機14でダイ16から溶融押出し、溶融押出されたフィルム12Aをキャスティングすると同時に分子配向処理し、フィルム12Aを巻取機26で巻き取る。次いで、送出機32からフィルム12Bを送出し、縦延伸部34及び横延伸部40でフィルム12Bを延伸して、レターデーションを発現させて光学フィルム12Cを製造する。
(もっと読む)
透明ポリマーフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】Reの湿度依存性が大きくて、Reが小さい透明ポリマーフィルムを提供すること。
【解決手段】セルロースアシレートフィルムを(Tc−30)≦T<Tcを満たす温度Tで延伸する[Tcは前記セルロースアシレートフィルムの結晶化温度(単位;℃)を表す。]。
(もっと読む)
自動車天井材用基材
【課題】 本発明は、線膨張率が小さく、機械的強度、耐熱性等が優れた自動車天井材用基材及びそれを用いた線膨張率が小さく、防音性、断熱性、機械的強度、耐熱性等が優れた自動車天井材を提供する。
【解決手段】 非晶状態の熱可塑性ポリエステル系樹脂シートを、該熱可塑性ポリエステル系樹脂のガラス転移温度−20℃〜該熱可塑性ポリエステル系樹脂のガラス転移温度+20℃の温度で引抜延伸した後、該引抜温度より高い温度で一軸延伸して得られた延伸熱可塑性ポリエステル系樹脂シートが2枚以上積層されてなる積層シートからなることを特徴とする自動車天井材用基材。
(もっと読む)
1 - 20 / 39
[ Back to top ]