
Fターム[4F211TW21]の内容
プラスチック等のライニング、接合 (31,000) | 成形品の後処理・後加工 (334) | 機械的処理 (125)
Fターム[4F211TW21]の下位に属するFターム
バリ取り(脱型後の) (15)
切断 (73)
切削、研磨 (8)
穿孔、開口 (9)
変形、形状調整(←圧縮) (12)
Fターム[4F211TW21]に分類される特許
1 - 8 / 8
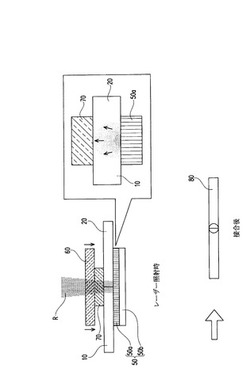
樹脂フィルム接合体の製造方法
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を作製し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して前記樹脂フィルム部材よりも光吸収率が高く、算術平均粗さ(Ra)が0.5μm未満である表面を有する光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
樹脂フィルム接合体の製造方法

【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を簡便に製造し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して前記樹脂フィルム部材よりも光吸収率が高く、水に対する接触角が60°以上である表面を有する光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
基板ラミネート方法
【課題】本発明は板厚偏差の大きい基板に対してのドライフィルムレジストと基板の密着不足を解消することができる。
【解決手段】上記課題を解決するために、ラミネーターにてドライフィルムレジストを基板にラミネート後に基板表面形状及び板厚偏差に、鉄芯の形状を合わせ表面のゴムはフラットとなっているロールを使用しゴム厚の差と弾性を利用し追加圧着を行なう方法とラミネーターにてドライフィルムレジストラミネートを行なう時に基板表面形状及び板厚偏差に鉄心の形状を合わせ表面のゴムはフラットのロールを使用しゴム厚の差と弾性を利用し追加圧着を行なう方法。
(もっと読む)
遮水型常温収縮性チューブの製造方法
【課題】火気あるいは電源等の使用が制限される場所や狭い場所でも使用することができ、また防水保護すべき対象物の設置場所や大きさにとらわれず、さらに作業性が良好で防水保護性能に優れた遮水型常温収縮性チューブの製造方法を提供する。
【解決手段】筒状コアの上に常温収縮性チューブ層を弾性的に拡径された状態で支持させ、次に内外面に粘着層20が付着された金属箔18aを、前記常温収縮性チューブ層14の外周面に周方向へ筒状に巻き、次に、この遮水層18上の粘着層20の外周面に外側の常温収縮性チューブ層16を拡径状態で被せて、粘着層20で遮水層18と外側の常温収縮性チューブ層16とを密着させることを特徴とする遮水型常温収縮性チューブの製造方法。
(もっと読む)
ウオームホイールの製造方法及びウオームホイール
【課題】本発明は、芯金と歯車部とからなる嵌合部材の生産性を高める技術を提供することを課題とする。
【解決手段】重ね工程において、嵌合工程で得た嵌合部材34における芯金11と歯車部15の継ぎ部51が、隣の嵌合部材34の継ぎ部51と密着しないように、継ぎ部51間に隙間52を保った状態で、複数個の嵌合部材34を重ねる。具体的には、軸部材42の鍔部46を下方に向け、ねじ部47を上方に向けて配置し、軸部材42にワークとしての嵌合部材34の内周ボス部14を嵌め、この嵌合部材34の上にワッシャ部材43を嵌め、このワッシャ部材43の上に別の嵌合部材34を嵌め、以降、ワッシャ部材43と嵌合部材34を交互に嵌め、ねじ部47にナット45を締め付ける。
(もっと読む)
フレキシブル金属箔積層体の製造方法
【課題】複数組の積層体を別組に分離する工程を、各組の積層体が平面平滑性を損なわないように円滑に行なうこと。
【解決手段】熱圧着性有機フィルムと金属箔とを熱圧着して得られる金属箔積層体A,Bを同時に形成する熱圧着工程P1と、該熱圧着工程P1から一緒に送り出されてくる金属箔積層体A,Bを別組に分離する分離工程P2と、を行なう。前記分離工程P2においては、接触した状態の金属箔積層体A/Bを冷却しながら行なうことにより、各組の積層体の表面平滑性を損なわないようにする。
(もっと読む)
樹脂部材の嵌合構造
【課題】本発明は、樹脂部材の嵌合構造において、低い挿入荷重でありながら、嵌合力を高めることを目的とする。
【解決手段】取付け対象物14の嵌合孔14Aに第1部材12の爪部16を挿入して嵌合させ、更に第2部材22の楔部30を爪部16に挿入して嵌合させることで、各々の挿入荷重を高めることなく、嵌合孔14Aに対する爪部16の嵌合力を高めることができ、第1部材12及び第2部材22を取付け対象物14に対して強力に嵌合させて取り付けることができる。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、薄肉ヒンジ部24を形成し、その後、シリンダ駆動される巻込み駒81により巻込みシロ25を起立させるとともに、加熱治具70に当接させて加熱軟化させた後、巻込み駒81をスライドさせて巻込みシロ25の巻込み処理を行ない、剛性並びに見栄え上、好ましい端末処理部Aを形成する。
(もっと読む)
1 - 8 / 8
[ Back to top ]