
Fターム[4F211TW23]の内容
プラスチック等のライニング、接合 (31,000) | 成形品の後処理・後加工 (334) | 機械的処理 (125) | 切断 (73)
Fターム[4F211TW23]に分類される特許
1 - 20 / 73
溶着ユニット及び前記溶着ユニットを備えた包装装置
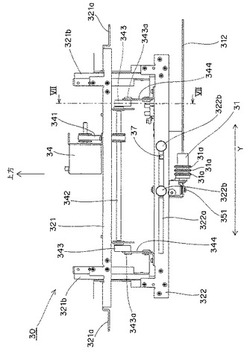
【課題】簡単な構成で、溶着部材が被溶着部材に一定の押圧力を付与できる溶着ユニットを提供する。
【解決手段】被溶着部材101を熱溶着させる溶着部材31と、溶着部材31を、弾性部材36を介して支持する、支持部材32と、溶着部材31が被溶着部材101に接触したことを検知する検知手段37と、溶着部材31が被溶着部材101に対して接離する方向に移動するよう、支持部材32を移動させる駆動手段34と、駆動手段の作動を制御する制御手段と、を備え、前記制御手段は、検知手段37が溶着部材31が被溶着部材101に接触したことを検知すると、被溶着部材101に向けて支持部材32を所定距離だけ移動させるように、駆動手段34を制御することを特徴とする。
(もっと読む)
表皮材付き製品の製造方法

【課題】基材の表面に表皮材を接着して成る表皮材付き製品の製造方法であって、表皮材を、基材の端末部の裏面に自動的に巻き込んで接着できる方法を提案する。
【解決手段】型10上に基材2をセットし、その基材2の表面に表皮材3を接着した後、可動体4を下方に移動させて、表皮材3の表面を空気圧で加圧して、その表皮材3を基材2の端末部20の裏面に巻き込んで、当該表皮材3を基材2の裏面に接着する。
(もっと読む)
フィルム同士の熱溶着接合方法及び接合装置並びに光学フィルムの製造方法
【課題】フィルム同士の後端部と先端部とを熱溶着した後に皺が発生したり、テール部分が長くなったりしないようにできる熱溶着接合方法を提供する。
【解決手段】第1フィルム36aと第2フィルム40aとを重ね合わせた接合領域部分の両側にそれぞれ対向配置され、平坦な吸着面を有する吸引ボックス88,101と、吸引ボックス88,101同士及び接合領域部分を互いに接近移動及び離間移動させる昇降部78と、吸引ボックス88,101同士をそれぞれフィルム長手方向に移動させるスライド部92,96と、吸引ボックス88,101の吸着面に吸引力を付与する吸引力発生手段と、第1及び第2のフィルム36a,40aをそれぞれ切断して接合領域部分に後端部と先端部を形成する切断刃89,102と、第1フィルム36aの後端部と第2フィルム40aの先端部とを重ね合わせた接合部Aを熱溶着する熱溶着手段85と、を少なくとも備えた。
(もっと読む)
樹脂フロー溢れ出し防止方法および積層成形装置
【課題】ステージ内での積層品の加熱・加圧処理によって積層品からはみ出した熱硬化性樹脂フローがPETフィルムの端から外部に溢れ出して設備に固着して設備を停止させる、といったことが起きないようにした熱硬化性樹脂フローの流出防止方法を提供する。
【解決手段】上下2枚の搬送用PETフィルム10・20の間に加工処理対象の積層品W0を挟んで搬送して、真空ラミネート装置の中へ搬入することにより積層品W0を加工処理する積層品の加工成形方法において、真空ラミネート装置に搬入される前の上流において上下搬送用PETフィルム10・20の両端部をそれぞれ上下で互いに加熱ローラ50で熱圧着して、2枚の搬送用PETフィルム10・20の各両端を長さ方向にシールすることにより、真空ラミネート装置内で樹脂フローFが搬送用PETフィルム20の端部から溢れ出ることを防止した。
(もっと読む)
包装材の製造方法
【課題】汎用の自動包装機を用いて、包装後のガス殺菌の可能な包装を行うことができる包装方法に用いる長尺の包装材の製造方法を提供する。
【解決手段】本発明の包装材の製造方法は、菌を通さないガス透過性の帯状材1と、包装材Wの全巾に等しい巾を有する熱溶着の可能な合成樹脂フィルム2を連続して供給し、帯状材1の上に合成樹脂フィルム2を双方の中心線同士が一致するように重ねて、帯状材1の両側縁との重なり部分を残して合成樹脂フィルム2を中心線の両側で切断し、帯状材1の両側縁と合成樹脂フィルム2の重なり部分を熱溶着して一体化してから、合成樹脂フィルム2の切断された中央部分を除去することで容易に包装材Wを作製できるものである。この製造方法によって作製された包装材Wは、汎用の自動包装機を用いて効率良く被包物3を包装することができ、包装後、帯状体1を通して殺菌ガスを包装内部に供給して殺菌することができる。
(もっと読む)
ラッピング品製造ライン
【課題】作業者が効率的な作業を行え、かつ、化粧シートへの接着剤の塗布量が不適となるのを防止できるラッピング品製造ラインを提供する。
【解決手段】モルダ装置2と、搬送手段3と、基材Aに紙製の化粧シートBを貼り付けるラッピング装置5とが平面視においてコ字状に配置されており、ラッピング装置5より上流でかつ上方に、化粧シートBに接着剤を塗布するとともに、この接着剤が塗布された化粧シートBを前記ラッピング装置5に供給する塗布装置4が設けられ、塗布装置4は、上下方向に向けられた化粧シートBに横方向から接着剤を塗布する塗布部20を備えているので、作業者が効率的な作業を行え、かつ、化粧シートへの接着剤の塗布量が不適となるのを防止できる。
(もっと読む)
ヒートシール装置
【課題】ヒートシールの強度を安定させるとともに、シール加工部間のクリアランスの幅の変更を容易に行う。
【解決手段】ヒートシール装置1は、互いに平行な中心軸J1,J2aを中心としてそれぞれ回転するドラム2および回転部31を備え、ドラム2および回転部31のそれぞれは、中心軸に平行に伸びるシール加工部、および、シール加工部の長手方向両側に位置する当接部を有する。回転部31はドラム2の回転に同期して回転し、2つのシール加工部間に連続シート9が挟まれてヒートシール加工が行われる。このとき、中心軸J1,J2aを結ぶ面を、シール加工部が通過する直前から通過完了時まで2つの当接部が継続して当接することにより、2つのシール加工部間のクリアランスの幅が一定となり、ヒートシールの強度が安定する。一方の当接部がシール加工部に対して取り替え可能な当接ブロックであることにより、クリアランスの幅の変更が容易に行われる。
(もっと読む)
感光性積層体の製造装置及び製造方法
【課題】簡単な工程及び構成で、長尺状感光性ウエブの感光材料層を基板の所望の部位に正確に貼り付けすることを可能にする。
【解決手段】製造装置20は、ウエブ送り出し機構32、加工機構36、ラベル接着機構40、リザーバ機構42、剥離機構44、基板搬送機構45及び貼り付け機構46を備えるとともに、前記貼り付け機構46の上流近傍には、感光性ウエブ22の境界位置を直接検出する検出機構47が配設され、前記検出機構47による検出情報に基づいて、貼り付け位置における前記境界位置と前記ガラス基板24との相対位置を調整する制御が行われる。
(もっと読む)
チューブ容器の製造方法
【課題】簡易な構成で、歪みを矯正することができ、かつ清潔な製造方法を提供する。
【解決手段】原反シートの両端部を溶着して筒状に形成する工程と、スリーブを一定間隔に切断する工程4と、スリーブの一端に口部および肩部を有する頭部成形体を溶着する工程5等からなるチューブ容器の製造方法1において、形成された筒状のスリーブの外周に、100〜200℃の水蒸気を吹き付ける工程3を備え、高温の水蒸気を吹き付けることにより、筒状のスリーブの溶着部付近に発生する歪みを開放し、断面形状を真円に近づけるチューブ容器の製造方法1。
(もっと読む)
合成樹脂シートのシール加工方法、袋の製造方法、シール加工装置、及び袋製造設備
【課題】内部に空洞を形成するための立体構造を有した合成樹脂シートシール加工方法、袋の製造方法、シール加工装置及び袋の製造設備を提供する。
【解決手段】内部に空洞を形成するための立体構造を有してなる合成樹脂シートを重ね合わせ、その重ね合わせた合成樹脂シートの接合すべき部位S1に超音波を作用させて前記合成樹脂シートの素材の一部を発熱させ溶融させるとともに、その接合すべき部位S1に前記空洞が潰れる方向の機械的な圧縮力を加えることによって前記合成樹脂シートの接合すべき部位S1を接合させる。
(もっと読む)
ガスバリアフィルムと電子素子の貼り合わせ方法、電子素子およびその製造方法
【課題】連続して供給されるガスバリアフィルムを傷つけずに、簡略、かつ、高い生産効率を達成することができるガスバリアフィルムと電子素子の貼り合わせ方法を提供する。
【解決手段】支持体とガスバリア層を有するガスバリアフィルムと、接着剤層とを含むフィルム複合体10を連続的に供給する工程と、連続的に供給されたフィルム複合体の一部を打ち抜き加工101またはスリット加工して配線取り出し部分を形成する工程と、電子素子が形成された基板上に配線取りだし部分形成後のフィルム複合体を連続的にロール貼り合わせする工程を含み、前記フィルム複合体供給工程と前記配線取り出し部形成工程と前記ロール貼り合わせ工程をインラインで行うガスバリアフィルムと電子素子の貼り合わせ方法。
(もっと読む)
合成樹脂製中空板の側端部封止装置、及び側端部が封止された合成樹脂製中空板の製造方法
【課題】合成樹脂製中空板の側端部に熱融着によって封止材を接合するにあたり、その作業効率をよりいっそう高める。
【解決手段】合成樹脂製中空板4の側端部に、熱融着によって封止材5を接合する合成樹脂製中空板の側端部封止装置1であって、封止材5を中空板4の側端部に沿って押圧可能に保持するとともに、中空板4の側端部に対して接離可能とされた封止材供給機構400と、中空板4の側端部と封止材5とに接触して、両者の接合される部位を溶融する長尺状の発熱体303と、発熱体303を中空板4の側端部と封止材5とに接触するように両者の間に位置させて、しかる後に当該位置から発熱体303を退避させる発熱体支持機構300とを備える。
(もっと読む)
切除機構
【課題】合成樹脂製中空板の側端部を封止する際に、その側端部に接合された封止材の中空板の厚み方向にはみ出す余剰部位を精度よく切り取る。
【解決手段】中空構造をなすための立体加工が施されたコア材2の表裏両面に、平板状の外装材3を積層してなる合成樹脂製中空板1の側端部に、封止材5を接合して当該側端部を封止するにあたり、中空板4の側端部側を挟み込むように付勢されながら、中空板4の側端部の長手方向に沿って移動する上下一対の切断刃503,504によって、中空板4の側端部の厚み方向にはみ出した封止材5の余剰部位を切り取る。
(もっと読む)
フィルムを切断するためのテープを使用してフィルムで物体を包む方法
車両は、印刷された接着性フィルムによって包まれ、そこで、フィルムは、被覆されないことが意図されるドアおよび他の領域上にも適用される。フィルムは、前部表面上に剥離被覆を有し、および前部側面の中央に沿ってフィラメントを保持するテープを接着的に付着させることによって、ドアの端部で、およびその領域にわたって切断される。印刷されたフィルムは、ドア、被覆されない領域、およびテープ上に適用され、ドアの端部のフィルムのストリップおよびその領域上のフィルムを取り除くことができるように、テープからフィラメントを引くことによって、ドアの端部に沿って、およびその領域の周りで切断される。フィルムは、伸びることができ、適切な取り付けのために再適用するために、テープを引き離すことができる。 (もっと読む)
超音波接合方法及びその装置
【課題】 ポリアリレートを主体とする難成形性のマトリックス樹脂にカーボンブラック等の導電性フィラーを分散させてなる組成物のような難成形性樹脂からエンドレスベルトを製造する方法及び装置を提供する。
【解決手段】 導電性フィラーを含有する樹脂フィルムからエンドレスベルトを製造する装置は、(a) 平坦な上面21aに円環状溝22を有し回転する第一の超音波ホーン21と、円環状溝22に係合して従動するロール24と、第一の超音波ホーン21の接線方向に可動な搬送台26とを具備する超音波溶接溶断装置と、(b) 平坦な上面41aを有する当接台41及び第二の超音波ホーン42を具備する超音波装置とを具備する。回転する第一の超音波ホーン21の円環状溝22と従動ロール24との間に樹脂フィルムFの突出部を通して樹脂フィルムFの突出部を線状に超音波溶接するとともに溶断した後、超音波溶断部を平坦化する。
(もっと読む)
接着材射出装置
【課題】 被接合部材に接着材を低秤量で均一に塗布する。
【解決手段】 射出機構111は、ポンプ131と、ポンプ制御部132と、分配管133と、絞り部134と、接着材ノズル135a〜135cとを有し、ポンプ制御部132は、ポンプ131による取込量を増減させる制御を行い、分配管133は、供給部によって供給された接着材のうち所定量の接着材を接着材ノズル135a〜135cに送るとともに、供給された接着材のうち所定量を除く残りの接着材を送出パイプ114bに送る。絞り部134は、分配管133と送出パイプ114bとの間に配置され、パイプ113に戻る接着材の量を規制する。
(もっと読む)
切断装置、ラミネーター、切断方法及び切断プログラム
【課題】ラミネート動作を継続しながら、高い切断精度及び貼付位置精度で、ラミネートフィルムを切断することが可能な切断装置を提供する。
【解決手段】ロボットアーム(2)に接続されたカッターローラー(1)とエンコーダー(3)がラミネートフィルム(20)の前端部から所定の長さを計測したときに、カッターローラー(1)を上昇させながら、サーボモーター(4)により、残りの後端部までの長さ分の位置にカッター刃を固定し、カッターローラー(1)を基板(21)の移動速度に合わせて下降させながら、ラミネートフィルム(20)を切断する。
(もっと読む)
可撓性樹脂製品の金型、および、その金型を用いた樹脂製品の製造方法
【課題】小ロットであっても金型の製造にかかる費用を抑えることができ、低コストかつ短時間で樹脂製品を製造できるようにするとともに、一度の作業でデザイン性のすぐれた樹脂製品を製造できるようにする。
【解決手段】樹脂製品5における直線状の縁部51を形成するように樹脂シートを溶断するための第一溶断刃41を保持する第一刃保持部31と、前記直線状の第一溶断刃41と直交する方向に樹脂シートを溶断する第二溶断刃42を保持する第二刃保持部32とを備える。そして、第一刃保持部31を当該第一刃保持部31と直交する方向にスライドさせるとともに、第二刃保持部32を当該第二刃保持部32と直交する方向にスライドさせる。これによって、第一溶断刃41から第二溶断刃42までを連続させるようにする。
(もっと読む)
超音波溶着機
【課題】熱溶融性の被溶着物を簡単な作業で固定でき、しかも小型化して取り扱いも容易で長時間の作業でも疲労しにくくし、安全に使用できるようにする。
【解決手段】手指によって握持可能な握持部2と、被溶着物Tを超音波にて溶着する溶着部10とを一体にした溶着機本体1を形成する。溶着部10内部にはホーン先端を溶着機本体1に外出してある超音波ホーン11を配し、超音波ホーン11下方には超音波ホーン11に対して被溶着物Tを挟み込ませて超音波ホーン11と共に溶着するアンビル14を設ける。アンビル14は、溶着機本体1に設けた操作手段20で揺動させて超音波ホーン11に近接、離反させるようにする。操作手段20は、上下方向でスライド貫挿した操作バー21の下端を揺動アーム16の後端に、上端を操作ボタン24にそれぞれ連結し、操作ボタン24を外出付勢させる弾性部材27を操作バー21に装着する。
(もっと読む)
シートの加工方法及び加工装置
【課題】熱シール加工及び/又は弾性部材の切断加工を高精度に安定して行うことのできる、シートの加工方法及びシート接合装置を提供する。
【解決手段】シートの加工方法は、対向配置された2本のロール7A,8間で、シートに対する加工を行うシートの加工方法であり、シートに対する加工は、シートのプレス、シート間の熱シール及びシート間に配された弾性部材の切断の少なくとも1つであり、少なくとも一方のロール8の外周部の温度を、該ロールの軸方向に並んだ複数の加熱領域で個別に制御しながら、前記シートに対して前記加工を行う。
(もっと読む)
1 - 20 / 73
[ Back to top ]