
Fターム[4F212AA13]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 樹脂材料等(主成形材料) (837) | ポリスチレン系(←ABS、AS樹脂) (99)
Fターム[4F212AA13]に分類される特許
1 - 20 / 99
発泡樹脂容器及びその製造方法
【課題】軽量化と、容器を複数段積み上げての使用に耐えうる座屈強度を備えた発泡樹脂容器を提供することを課題とする。
【解決手段】24万〜35万の重量平均分子量Xを有する発泡ポリスチレン系樹脂粒子が充填された金型を蒸気圧Yの蒸気により加熱成形することで、上面に開口部を有する発泡樹脂容器を製造する方法であり、前記加熱成形が、下記式4.09X×10-7−0.0582≦Y≦3.64X×10-7−0.0273を満たす前記重量平均分子量Xと蒸気圧Yとの関係のもとで行われることを特徴とする発泡樹脂容器の製造方法により上記課題を解決する。
(もっと読む)
発泡体の成形方法
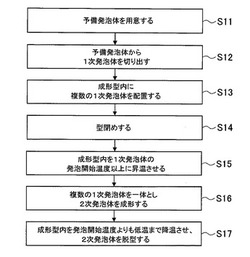
【課題】極めて複雑な形状を呈する発泡体の作製に際して、発泡体の充填不良と密度ばらつきを抑制することができ、所望の密度分布を備えた高品質の発泡体を得ることのできる発泡体の成形方法を提供する。
【解決手段】それぞれが固有の発泡倍率を備えた複数の1次発泡体11〜21を成形型K内に配置する第1の工程と、成形型K内を1次発泡体11〜21の発泡開始温度以上に昇温させて成形型K内の複数の1次発泡体11〜21を発泡させ、複数の1次発泡体11〜21を一体として2次発泡体100を成形する第2の工程と、からなる。
(もっと読む)
発泡体の成形方法

【課題】 熱可塑性樹脂を基材とする予備発泡ビーズを用いる型内発泡成形法において、加熱用蒸気の圧力制御の精度を向上することができる、すなわち、設定値に対する蒸気圧力のズレや振動を解消することができる、発泡体の成形方法を提供する。
【解決手段】 加熱用蒸気弁の弁開度の制御演算において、予め金型の熱容量に基づき求めた弁開度の上限値、下限値を設けることにより、予備発泡ビーズを用いる型内発泡成形法における加熱用蒸気の圧力制御の精度を向上することができる。
(もっと読む)
推力伝達材及びその製造方法
【課題】圧縮強度に優れた推力伝達材を提供する。
【解決手段】推進工法における推進管間に設置される推力伝達材が、
ポリスチレン系樹脂成分と、スチレン系単量体と分子中に3〜10個のビニル基とエステル基を有する単量体との共重合体に由来するトルエン不溶ゲル分とを含む複数の発泡樹脂粒子の融着体からなる発泡成形体であり、前記発泡成形体が、1〜70質量%の割合のトルエン不溶ゲル分を含み、ATR法赤外分光分析により測定された前記発泡樹脂粒子界面付近の赤外線吸収スペクトルから得られる1735cm-1及び1600cm-1での吸光度比(D1735/D1600)が0.1〜2の範囲であり、前記発泡樹脂粒子中心の吸光度比(D1735/D1600)が、前記発泡樹脂粒子界面付近の吸光度比(D1735/D1600)より、0.6以上低いことを特徴とする推力伝達材により上記課題を解決する。
(もっと読む)
発泡成形体及びその製造方法
【課題】圧縮弾性率に優れた発泡成形体を提供することを課題とする。
【解決手段】ポリスチレン系樹脂成分(A)と、分子中にエステル基と3〜10個のビニル基を有する単量体とスチレン系単量体の共重合体成分(B)とを含む複数の発泡樹脂粒子の融着体からなる発泡成形体であり、ATR法赤外分光分析により測定された前記発泡樹脂粒子の融着界面付近の赤外線吸収スペクトルから得られる1735cm-1及び1600cm-1での吸光度比(D1735/D1600)が0.06〜0.25の範囲であり、前記発泡樹脂粒子の表面のz平均分子量が、90万〜200万であり、密度が、0.010〜0.100g/cm3であり、且つ圧縮弾性率が1000KPa以上であることを特徴とする発泡成形体により課題を解決する。
(もっと読む)
発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体
【課題】機械強度に優れた発泡成形体を製造可能であり、かつ型内発泡成形における成形サイクルを短縮化でき、生産性にも優れた発泡性ポリスチレン系樹脂粒子の提供。
【解決手段】重量平均分子量(Mw)26万未満のポリスチレン系樹脂35〜65質量部と、重量平均分子量(Mw)26万以上のポリスチレン系樹脂65〜35質量部とを混合し、発泡剤を含有させてなる発泡性ポリスチレン系樹脂粒子。
(もっと読む)
予備発泡装置およびそれを用いた予備発泡方法
【課題】予備発泡粒子の粒子径のばらつきを小さく抑えることができる予備発泡装置およびそれを用いた予備発泡方法を提供すること。
【解決手段】発泡性樹脂粒子が投入される発泡室10と、この発泡室10内に重力に沿った方向に加熱媒体を噴出して前記発泡性樹脂粒子を予備発泡させる加熱媒体噴出部20とを備え、前記加熱媒体噴出部20は、重力に沿った方向から見た前記発泡室10内の外周領域R3への単位容積当たりの加熱媒体による供給熱量が中央領域R1への単位容積当たりの加熱媒体による供給熱量よりも多くなるよう加熱媒体を噴出する構成を有することを特徴とする予備発泡装置。
(もっと読む)
防蟻剤を含有する発泡樹脂複合構造体およびその製造方法並びに発泡樹脂複合構造体を用いた白蟻防除方法
【課題】発泡樹脂製の母材の連通孔に防蟻剤を含有する充填材料を充填して成る発泡樹脂複合構造体であって、難燃性が損なわれ難く優れた防蟻効果を有する発泡樹脂複合構造体およびその製造方法並びに発泡樹脂複合構造体を用いた白蟻防除方法を実現する。
【解決手段】独立気泡構造が形成された発泡ビーズ1c間に空隙1dが形成されるとともに空隙1d間が連通することにより一の面1aから他の面1bに連通した連通孔1eが存在し、かつ、酸素指数が21より大きい母材1と、酸素指数が21より大きく防蟻剤が含有された充填材料4を母材1の空隙1dおよび連通孔1eに充填する充填装置10とを用意し、充填材料4の母材1に対する充填率を充填材料4の種類に応じて0.1〜4.5vol%の範囲から決定し、その決定した充填率にて充填材料4を充填装置10を用いて母材1の空隙1dおよび連通孔1eに充填する。
(もっと読む)
積層体の製造方法及び積層体
【課題】異なる素材からなる複数の層同士の接着強度を向上させることによって、各層間の剥離が容易に発生するのを防止することができる積層体の製造方法を提供する。
【解決手段】異素材層2を形成するに際し、成形体1の表面における異素材層2との接触領域1aを、成形体1の軟化温度の80%以上の温度で加熱することにより、該接触領域1aを形成する発泡性樹脂粒子1bを軟化させると共に膨張させて接触領域1aに凹凸を形成し、該凹凸の凹部に入り込むように異素材層2が形成されることを特徴とする。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】走行によって色が落ちることのないタイヤを簡単に製造する。
【解決手段】タイヤ10の骨格部材であるタイヤケース17を、着色剤を含んで色が付けられた第1の熱可塑性材料でインジェクション成形する。走行によって色が落ちることのないタイヤを簡単に製造できる。
(もっと読む)
防蟻性ポリスチレンフォーム断熱材およびその製造方法
【課題】 防蟻・防虫薬剤の一部が熱履歴で熱分解されることなく、また接着剤を添加することなく効率よくポリスチレンフォームに防蟻・防虫薬剤を保持させ、長時間防蟻・防虫効果が持続する防蟻性ポリスチレンフォーム断熱材、およびそれを合理的に製造することができる製造方法を提供することにある。
【解決手段】 発泡剤を含有する発泡性ポリスチレン樹脂からなる原料ビーズを、成形品として必要とされる発泡倍率の85%から95%の発泡倍率となるように予備発泡させた後、
当該予備発泡粒子に、常温において油状液体、かつ、水に不溶または難溶性である脂溶性防蟻・防虫薬剤を付着させて乾燥して、
この脂溶性防蟻・防虫薬剤が付着した予備発泡粒子を金型に入れ本発泡して、板状またはブロック状に成型するという技術的手段を採用した。
(もっと読む)
発泡成形体及びその製造方法
【課題】水蒸気の使用量を低減でき、融着率及び加熱寸法安定性の向上した発泡成形体の製造方法を提供することを課題とする。
【解決手段】ポリプロピレン系樹脂とポリスチレン系樹脂とを含む予備発泡粒子を、成形型内で、任意に成形型加熱工程(I)と一方加熱工程(II)と逆一方加熱工程(III)、及び両面加熱工程(IV)に付すことにより得られ、前記両面加熱工程(IV)が、密閉系で20秒以上行われ、前記工程(I)〜(IV)が、式a+b+c<d(式中、aは前記成形型加熱工程(I)に要する時間、bは前記一方加熱工程(II)に要する時間、cは前記逆一方加熱工程(III)に要する時間、dは前記両面加熱工程(IV)に要する時間を意味する)の条件を満たすことを特徴とする発泡成形体の製造方法により上記課題を解決する。
(もっと読む)
複合熱可塑性樹脂粒子の製造方法、発泡性複合熱可塑性樹脂粒子、複合熱可塑性樹脂発泡粒子、及び複合熱可塑性樹脂発泡粒子成形体
【課題】空隙率が高く、発泡粒子相互の融着性、及び強度に優れた複合熱可塑性樹脂発泡粒子成形体を型内成形にて製造できる、オレフィン系樹脂とスチレン系樹脂とを含有する筒形状の複合熱可塑性樹脂粒子の製造方法、発泡性複合熱可塑性樹脂粒子、複合熱可塑性樹脂発泡粒子、及び複合熱可塑性樹脂発泡粒子成形体を提供すること。
【解決手段】水性媒体中に特定の筒形状のオレフィン系樹脂種粒子1を分散させて種粒子分散液を得る。次いで、オレフィン系樹脂種粒子1にスチレン系モノマーを含浸させると共にスチレン系モノマーを重合開始剤の存在下で特定の温度範囲内にて加熱することにより重合させて筒形状の複合熱可塑性樹脂粒子を得る。また、複合熱可塑性樹脂粒子に発泡剤を含浸してなる発泡性複合熱可塑性樹脂粒子、これを発泡してなる複合熱可塑性樹脂発泡粒子、及びこれを成形してなる複合熱可塑性樹脂発泡粒子成形体である。
(もっと読む)
断熱材とその製造方法
【課題】断熱性能に優れていると共に、曲げ強度、圧縮強度、耐衝撃性などの機械強度及び断熱性にも優れたポリスチレン系樹脂発泡成形体製の断熱材とその製造方法の提供。
【解決手段】ポリスチレン系樹脂粒子中に発泡剤を含む発泡性ポリスチレン系樹脂粒子を加熱して得られたポリスチレン系樹脂予備発泡粒子を成形型のキャビティ内に充填し加熱し、型内発泡成形して得られたポリスチレン系樹脂発泡成形体からなる断熱材において、前記発泡性ポリスチレン系樹脂粒子を加熱して嵩発泡倍数50倍に発泡させた予備発泡粒子の状態で、内部平均気泡径が35〜140μmの範囲内であり、表層部平均気泡径/内部平均気泡径の値が0.80〜1.20の範囲内であり、かつ連続気泡率が10%以下である気泡構造を有することを特徴とする断熱材。
(もっと読む)
発泡樹脂成形型および発泡樹脂成形品
【課題】成形用キャビティ内に従来のものよりもさらに均一に蒸気を送り込むことができるようにした発泡樹脂成形型を提供する。
【解決手段】第1の成形面3には原料フィーダー10が備えられ、第1と第2の成形面4には複数の蒸気穴8が形成されていて、成形用キャビティ6に原料フィーダー10から発泡性樹脂粒子を充填し、複数の蒸気穴8を介して充填した発泡性樹脂粒子に蒸気を接触させることで発泡樹脂成形品を成形するようにした発泡樹脂成形型において、第1の成形面3に原料フィーダー10を配置する場合、第2の成形面4における原料フィーダー10の原料投入口11に対面する場所には、必ず蒸気穴8が存在するように設計する。
(もっと読む)
発泡樹脂複合構造体およびその製造方法
【課題】発泡樹脂製の母材の連通孔に充填材料を充填して成る発泡樹脂複合構造体であって、難燃性が損なわれ難い発泡樹脂複合構造体を実現する。
【解決手段】隣接する発泡ビーズ1c同士が融着することにより独立気泡構造が形成されており、発泡ビーズ1c間に空隙1dが形成されているとともに空隙1d間が連通することにより一の面1aから他の面1bに連通した連通孔1eが存在し、かつ、酸素指数が21より大きい母材1と、酸素指数が21より大きい充填材料4を母材1の空隙1dおよび連通孔1eに充填する充填装置10とを用意し、充填材料4の母材1に対する充填率を充填材料4の種類に応じて0.1〜4.5vol%の範囲から決定し、その決定した充填率にて充填材料4を充填装置10を用いて母材1の空隙1dおよび連通孔1eに充填する。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】製造される吸水性発泡成形品の吸水率を従来の吸水性発泡成形品よりも向上させ得る吸水性発泡成形品の製造方法を提供すること。
【解決手段】連続気泡層を有する樹脂発泡シートの表面に樹脂フィルムをラミネートしたフィルム積層発泡シートに前記樹脂フィルム側から該樹脂フィルムを貫通して前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程と、該吸水孔の形成されたフィルム積層発泡シートを2次発泡させる2次発泡工程と、該2次発泡工程後のフィルム積層発泡シートを熱成形する熱成形工程とを実施する吸水性発泡成形品の製造方法であって、前記樹脂フィルムとして延伸フィルムを用いるとともに前記吸水孔の穿設においては、該穿設に用いる刃によって前記延伸フィルムの一部を破断させ、該破断した断片を吸水孔の底部に侵入させることを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】製造される吸水性発泡成形品の吸水率を従来の吸水性発泡成形品よりも向上させ得る吸水性発泡成形品の製造方法を提供すること。
【解決手段】連続気泡層を有する樹脂発泡シートの表面に樹脂フィルムをラミネートしたフィルム積層発泡シートに前記樹脂フィルム側から該樹脂フィルムを貫通して前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程と、該吸水孔の形成されたフィルム積層発泡シートを2次発泡させる2次発泡工程と、該2次発泡工程後のフィルム積層発泡シートを熱成形する熱成形工程とを実施する吸水性発泡成形品の製造方法であって、前記2次発泡工程において前記吸水孔の開口部を広げる方向に前記樹脂フィルムに張力を発生させることにより該2次発泡工程前よりも大きく開口された吸水孔を備えた吸水性発泡成形品を作製することを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
部品梱包材
【課題】低温から常温においても十分な強度や緩衝性を保持できる部品梱包材を提供する。
【解決手段】密度931〜950kg/m3の高密度ポリエチレン系樹脂100重量部とポリスチレン系樹脂100〜500重量部とを含む複合樹脂の発泡体であり、+23℃での破断点変位量Q1と−50℃での破断点変位量Q2との比Q1/Q2が1.5以下であることを特徴とする部品梱包材。
(もっと読む)
自動車用内装材
【課題】温度に関係なくほぼ一定の衝撃エネルギー吸収能力を有する自動車用内装材を提供する。
【解決手段】密度931〜950kg/m3の高密度ポリエチレン系樹脂100重量部とポリスチレン系樹脂100〜500重量部とを含む複合樹脂の発泡体であり、+23℃での破断点変位量Q1と−50℃での破断点変位量Q2との比Q1/Q2が1.5以下であることを特徴とする自動車用内装材により上記課題を解決する。
(もっと読む)
1 - 20 / 99
[ Back to top ]