
Fターム[4F212AH25]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 用途物品 (2,542) | 車両(←軽車両)部材 (2,396) | パネル(←コンソールボックス) (10)
Fターム[4F212AH25]に分類される特許
1 - 10 / 10
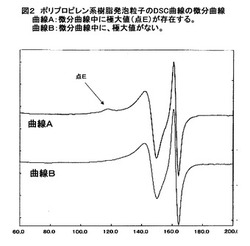
ポリプロピレン系樹脂発泡粒子、およびポリプロピレン系樹脂型内発泡成形体
【課題】型内発泡成形において、成形圧力を大幅に低下可能で、現状で汎用されている0.4MPa(ゲージ圧)耐圧仕様の成形機でも安定的に生産でき、剛性が高く、かつ表面美麗性の高い型内発泡成形体が得られるポリプロピレン系樹脂発泡粒子を提供する。特に、「融着困難部位」、及び/又は、肉厚部と薄肉部が混在する型内発泡成形体において、肉厚部の融着性と薄肉部の表面美麗性を両立させた型内発泡成形体が得られるポリプロピレン系樹脂発泡粒子の提供。
【解決手段】特定の1−ブテン含有量とエチレン含有量、及び特定の融点を有するポリプロピレン系樹脂を基材樹脂とし、ポリプロピレン系樹脂発泡粒子の示差走査熱量測定(DSC)により得られるDSC曲線において、低温側融解熱量領域と高温側融解熱量領域の2つの領域を有し、かつ、該低温側融解熱量領域のDSC曲線の微分曲線中に極大値を有するポリプロピレン系樹脂発泡粒子。
(もっと読む)
発泡充填具、その取付構造及び取付方法

【課題】複数の発泡部材又は複数の支持部材の相対的な位置を規定することが容易であり、かつ、構成部材を簡素化することの容易な発泡充填具、その取付構造及び取付方法を提供する。
【解決手段】発泡充填具11は、加熱されることで発泡体を形成する第1及び第2発泡部材12,13から構成されている。第1及び第2発泡部材12,13は、それぞれ第1及び第2取付部14,15を有している。第1発泡部材12には、嵌合凸部16が形成されるとともに、第2発泡部材13には嵌合凹部17が形成されている。発泡充填具11は、ピラーのリンフォースパネルに取り付けられる。このとき、嵌合凸部16及び嵌合凹部17の嵌合により、第1及び第2発泡部材12,13は連結されるとともに第1及び第2発泡部材12,13の離間が規制される。
(もっと読む)
発泡成形体の製造方法、発泡成形体及び該発泡成形体からなる車両用ラゲージボックス
【課題】 凹凸模様を有する成形金型を用いることなく、発泡成形体の表面の全域に凹凸を形成することができ、意匠性を向上させることができると共に、表面に傷等が付き難い発泡成形体を得ることができる発泡成形体の製造方法を提供することを課題とする。また、かかる方法によって成形された発泡成形体及び該発泡成形体からなる車両用ラゲージボックスを提供することを課題とする。
【解決手段】 成形金型内の成形空間に充填された複数の発泡樹脂粒子を型内成形して一次成形体を形成する発泡成形工程と、成形空間から取りだされた一次成形体を加温することで一次成形体の少なくとも表面を再膨張させて凹凸を形成する凹凸形成工程とを備えることを特徴とする。
(もっと読む)
中空構造体の補強方法
【課題】中空構造体と内部に配した補強部材に対して発泡樹脂を確実に接着させる。
【解決手段】フロントサイドメンバ10の内部に配置されるリインフォースメント16に取り付けられた第1の熱活性化発泡接着剤18Aが最初に発泡して、リインフォースメント16に取り付けられた可動支持部材22が押圧される。リインフォースメント16が車両内側にずれて配置されている場合、最初に内側の可動支持部材22が内壁11Aを押圧して反力によりリインフォースメント16が車両幅方向外側へ移動され、第2の熱活性化発泡接着剤18Bからフロントサイドメンバ内壁面まので間隔が車両内外側とで同一となり、内外の第2の熱活性化発泡接着剤18Bはフロントサイドメンバ10からの熱を同様受けて発泡する。このため、第1、第2の各発泡接着剤は中空構造体内面全体に接着されて発泡樹脂となり、フロントサイドメンバ10は確実に補強される。
(もっと読む)
膨張性充填挿入物および膨張性充填挿入物の製造方法
中空空間または空洞(2)を充填または封止するための、キャリアが存在しない膨張性充填挿入物(10)を提供する。挿入物は、ポリマーおよび/またはポリマー前駆体ならびに在性発泡剤を含有するポリマーマトリックスを、異形押出成形または射出成形することによって製造されてよい、自立連続構造体(11)を含んで成る。膨張性充填挿入物は、例えば、自立連続構造体と一体化してよい取付要素(12)を用いて、車両ピラー(1)の内側面に固定され、その後ポリマーマトリックスは加熱によって活性化し膨張する。 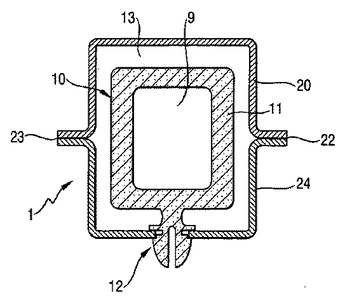 (もっと読む)
(もっと読む)
輸送機械用骨格構造部材及びその製造方法
輸送機械の骨格部材(11)内及び/又は骨格部材とその周囲のパネル部材とで囲まれる空間に、複数の粉粒体(18)を結合して固めた固形化粉粒体(16)を配置した骨格構造部材(12)が提供される。固形化粉粒体は、各粉粒体同士が表面融解にて結合するとともに膨張により内圧を発生させる。 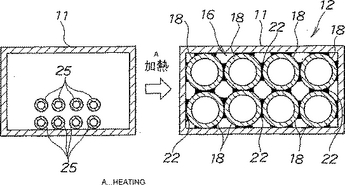 (もっと読む)
(もっと読む)
発泡充填部材
【課題】 2つの空間に、発泡基材を効率よく配置することのできる、発泡充填部材を提供すること。
【解決手段】 中板金41によって仕切られる第1空間S1および第2空間S2を充填するために、第1支持部5、第2支持部6およびクリップ部7を一体的に備えるホルダ部材4を用意し、第1支持部5の支持板8に第1発泡基材2を支持させた後、第1支持部5を第1空間S1に配置し、中板金41にクリップ部7を固定するとともに、中板金41の貫通孔42を介して第2支持部6を第2空間S2に配置して、その後、第2支持部6に第2発泡基材3を支持させて、第1発泡基材2および第2発泡基材3を、加熱により発泡させる。
(もっと読む)
発泡充填具
【課題】 取着位置の設定に対する自由度を高めることができる発泡充填具を提供する。
【解決手段】 発泡充填具11は、外部加熱により発泡する発泡部材12と、その発泡部材12を支持する支持部13とを備えている。支持部13は、第1支持部14及び第2支持部15を備えて構成される。第1支持部14の基端部及び第2支持部15の基端部には、各支持部14、15を連結する連結部材19が設けられている。第1支持部14及び第2支持部15は、それらの先端部が離間する方向へ延びるようにそれぞれ連結部材19に連結されている。第1支持部14が有する第1支持面と、第2支持部15が有する第2支持面とは、非同一平面に配設されている。この発泡充填具11は、ピラー31における内部の空隙に発泡体を充填するものであり、この発泡体によってピラー31の吸音性、遮音性、制振性、防塵性等が高められる。
(もっと読む)
吸音材の製造方法とその吸音材および吸音構造
【課題】 型内成形法によって成形されたスチレン改質ポリエチレン系樹脂発泡成形体に高い吸音性能を付与する。
【解決手段】 型内成形法によって成形されたスチレン改質ポリエチレン系樹脂発泡成形体を、圧縮比率P=(L1−L2)/L1×100(ただし、L1は圧縮前の圧縮方向の長さ、L2は最大圧縮時の圧縮方向の長さ)としたときに、圧縮比率Pが25%〜70%の範囲となるように圧縮し、その後、圧縮を止め復元させる。圧縮処理を施すことにより、圧縮処理を行わないものと比較して吸音性能は大きく改善される。
(もっと読む)
中空構造物の中空室遮断具
【課題】 中空構造物の中空室内に遮断具本体をしっかりと固定することのできる中空構造物の中空室遮断具を提供する。
【解決手段】 加熱により発泡して発泡体となる発泡性基材24と、前記発泡性基材24の表裏両面のうち少なくとも一方の面に配設されるホルダプレート21,22によって遮断具本体20が構成されるとともに、前記遮断具本体20を中空構造物の中空室内に固定するための固定手段を備える中空構造物の中空室遮断具10であって、前記固定手段は、前記中空構造物の壁面を間に挟んで前記遮断具本体20と反対側に配設される固定具本体30と、前記中空構造物の壁面に設けられた取付孔55a,55bを貫通するとともに、前記固定具本体30と前記遮断具本体20とを連結する連結部材40によって構成されている。これにより、中空構造物の中空室内に遮断具本体20がしっかりと取り付けられる。
(もっと読む)
1 - 10 / 10
[ Back to top ]