
Fターム[4F212VP38]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形に特有の装置、部品 (1,524) | 金型 (231) | 中子(コア) (96)
Fターム[4F212VP38]に分類される特許
1 - 20 / 96
空気入りタイヤの製造方法
【課題】乗り心地を維持しつつ、高速耐久性能及び耐ノイズ性能を向上しうる。
【解決手段】空気入りタイヤ1の製造方法である。この製造方法は、ショルダー帯状プライ11Pを巻回してショルダーバンド層11を形成する工程と、センター帯状プライ12Pを巻回してセンターバンド層12を形成する工程とを含む。そして、ショルダーバンド層11のエンズEs(本/5cm)とショルダーバンドコード11cの1.5%伸張時の荷重Ls(N)との積、及びセンターバンド層12のエンズEc(本/5cm)とセンターバンドコード12cの1.5%伸張時の荷重Lc(N)との積を、所定の範囲に限定する。
(もっと読む)
空気入りタイヤ

【課題】軽量で、かつ操縦安定性に優れた空気入りタイヤの提供。
【解決手段】このタイヤは、トロイダル状の中子の外面において組み立てられ、モールドとこの中子との間に形成されたキャビティ内で加圧及び加熱されることにより形成される。このタイヤは、トレッドの半径方向内側においてカーカスと積層されるベルト12を備えている。このベルト12は、並列された多数のスチールコード38とトッピングゴム40とを有している。このスチールコード38は、第一コード38aと、この第一コード38aの外径D1よりも小さな外径D2を有する第二コード38bとを含んでいる。この第二コード38bは、この第一コード38aに隣接している。このトッピングゴム40は、基材ゴム及び短繊維を含むゴム組成物が架橋されたものからなる。
(もっと読む)
空気入りタイヤの製造方法、及びそれによって形成された空気入りタイヤ
【課題】剛性中子を用いた製造方法において、高速耐久性能を向上させる空気入りタイヤの製造方法、及びそれによって形成された空気入りタイヤを提供する。
【解決手段】剛性中子20上にタイヤ構成部材を順次貼り付けることにより生タイヤを形成する生タイヤ形成工程を具え、生タイヤ形成工程は、バンドコード、又はバンドコードをトッピングゴムで被覆した小巾帯状のストリップからなるバンド形成部材15を、剛性中子20上で螺旋状に巻き付けることによりバンドプライ9Aを形成するバンドプライ9A形成ステップを含む。バンドプライ9A形成ステップでは、バンド形成部材15を、100℃以上に加熱しながら0.5%以上伸張させた状態にて螺旋状に巻き付ける。
(もっと読む)
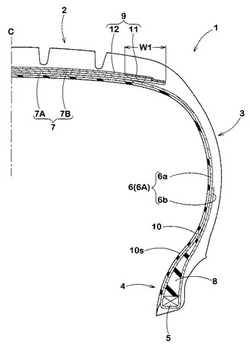
空気入りタイヤ
【課題】質量の増加を抑えつつ、乗り心地を損なうことなく操縦安定性の向上が達成された空気入りタイヤ2の提供。
【解決手段】このタイヤ2は、トロイダル状の中子の外面において組み立てられ、モールドとこの中子との間に形成されたキャビティ内で加圧及び加熱されることにより形成される。このタイヤ2は、トレッド4と、それぞれがトレッド4の端から半径方向略内向きに延びる一対のサイドウォール6と、それぞれがサイドウォール6よりも半径方向略内側に位置する一対のビード8と、一方のビード8と他方のビード8との間に架け渡されたカーカス10と、カーカス10の内側に位置するインナーライナー14と、カーカス10とインナーライナー14との間に位置する補強層16とを備える。補強層16は、短繊維を含むゴム組成物が架橋されたものからなる。
(もっと読む)
空気入りタイヤ
【課題】質量の増加を抑えつつ、耐カット性能が向上された空気入りタイヤ2の提供。
【解決手段】このタイヤ2は、トロイダル状の中子の外面において組み立てられ、モールドとこの中子との間に形成されたキャビティ内で加圧及び加熱されることにより形成される。このタイヤ2は、トレッド4と、それぞれがトレッド4の端26から半径方向略内向きに延びる一対のサイドウォール6と、それぞれがサイドウォール6よりも半径方向略内側に位置する一対のビード8と、一方のビード8と他方のビード8との間に架け渡されたカーカス10と、それぞれが軸方向においてカーカス10とサイドウォール6との間に位置する一対の補強層16とを備える。補強層16は、ビード8のコア30bからカーカス10に沿って半径方向外向きに延在する。補強層16は、基材ゴム及び短繊維を含むゴム組成物が架橋されたものからなる。
(もっと読む)
空気入りタイヤの製造方法、及び空気入りタイヤ
【課題】軽量としながらも、耐カット性及び操縦安定性を向上させる。
【解決手段】中子工法において、第1の短冊プライ片をタイヤ周方向に順次貼り付けて第1のカーカスプライ部を形成する第1ステップと、第2の短冊プライ片をタイヤ周方向に順次貼り付けて第2のカーカスプライ部を形成する第2ステップとからなるカーカス形成工程を含む。少なくともタイヤ上半分領域においては、周方向で隣り合う第1の短冊プライ片間、及び前記第2の短冊プライ片間に、第1、第2の間隙部が形成される。第2の短冊プライ片は、第1の間隙部を跨りその周方向側縁部が前記第1の短冊プライ片の周方向側縁部と重なり部を形成する。
(もっと読む)
空気入りタイヤ
【課題】高速耐久性及び静粛性に優れた空気入りタイヤ12の提供。
【解決手段】このタイヤ12は、トロイダル状の中子の外面において組み立てられ、モールドとこの中子との間に形成されたキャビティ内で加圧及び加熱されることにより形成される。このタイヤ12は、ベルト22、バンド24及び一対の補強層58を備える。バンド24は、螺旋状に巻かれたコード54を含んでいる。コード54は有機繊維からなり、その2%モジュラスは10000N/mm2以上である。ベルト22は、内側層48a及び外側層48bを備える。補強層58は、基材ゴム及び短繊維を含むゴム組成物が架橋されたものからなる。補強層58における短繊維の配合量は、基材ゴム100質量部に対して10質量部以上60質量部以下である。補強層58は、内側層48a又は外側層48bの半径方向外側において軸方向内向きに延びる外側片を備える。
(もっと読む)
タイヤの製造方法
【課題】中子本体を濡らすことなく該中子本体と加硫タイヤとを迅速に冷却する。
【解決手段】加硫金型から取り出された加硫タイヤ付きの剛性中子を冷却する冷却工程とを具える。この冷却工程は、水の微細ミストを、加硫タイヤの外表面に噴霧するタイヤ噴霧と、前記中子本体の露出面に噴霧する中子噴霧とからなる。
(もっと読む)
剛性中子、及びそれを用いたタイヤの製造方法
【課題】加硫時の熱膨張による中子本体の変形を抑えてタイヤのユニフォミティーを向上させる。
【解決手段】中子本体をなす複数の中子セグメントは、アルミニウム又はアルミニウム合金からなる熱膨張が大きい半径方向外側の外セグメント部と、ステンレス合金からなりかつ前記外セグメント部に取り付く熱膨張が小さい半径方向内側の内セグメント部とから形成される。加熱前の常温状態の中子本体において、周方向で隣り合う中子セグメント同士は、内セグメント部の周方向端面間では隙間がなく、かつ外セグメント部の周方向端面間では、熱膨張用の隙間Gを有する。
(もっと読む)
空気入りタイヤの成形方法および成形装置
【課題】剛性内型の外周面に設置されたタイヤ構成部材にサイド部材を貼り付ける際に、サイド部材の表面形状の変形を防止しつつ密着して貼り付けることができる空気入りタイヤの成形方法および成形装置を提供する。
【解決手段】製造されるタイヤの内周面のプロファイルとほぼ同じ形状である円筒状の剛性内型11の外周面に配置されているカーカス材17のタイヤサイド部に相当する範囲Tを、環状のホルダ2に形成された環状の凹部3を対向させて覆い、次いで、凹部3と凹部3に覆われたカーカス材17とのすき間Sの空気を吸引して減圧し、凹部3内に配置され、サイド部材20の表面形状と同じ形状の保持面5を有する保持部4によって表面を保持されているサイド部材20を、この減圧状態で、前記範囲Tに押圧して貼り付け、次いで、残りのタイヤ構成部材を貼り付けてグリーンタイヤGを成形する。
(もっと読む)
ストリップ、その製造方法および空気入りタイヤの製造方法
【課題】タイヤのユニフォミティとともにインナーライナーとカーカスプライの接着性を改善しタイヤ走行時の繰り返し屈曲変形にともなう亀裂成長を軽減する。
【解決手段】中子体の外周面の円周方向に巻きつけて、タイヤの仕上げ断面形状に近い形状のインナーライナーを形成するためのストリップであって、前記ストリップは、スチレン−イソブチレン−スチレンブロック共重合体に、少なくとも粘着付与剤、ブチル系ゴムおよび天然ゴムの1種を含む熱可塑性エラストマー組成物であり、前記ストリップは、厚さ(T1)が0.02〜1.0mmのストリップ本体と、該ストリップ本体の両側に形成され、前記厚さ(T1)より小さい厚さ(T2)で、幅(W2)が0.5mm〜5.0mmの耳部を有している。
(もっと読む)
空気入りラジアルタイヤの製造方法
【課題】操縦安定性能や耐久性能を確保しながら転がり抵抗を低減できる空気入りラジアルタイヤの製造方法を提供する。
【解決手段】有機繊維コードがタイヤ周方向に対して傾斜するように配置された内側ベルトプライ5を円筒状に成形し、その円筒状に成形した内側ベルトプライ5の径寸法を拡張する。続いて、カーカスプライ4を構成する一対の分割プライ片4a,4bを配設し、内側ベルトプライ5の両端領域を一対の分割プライ片4a,4bの端部で覆いつつ、内側ベルトプライ5の中央領域を開放する。次に、スチールコードがタイヤ周方向に対して傾斜するように且つ前記有機繊維コードとは逆向きに配置された外側ベルトプライ6を円筒状に成形し、分割プライ片4a,4bの端部を内側ベルトプライ5と外側ベルトプライ6とで挟み込む。
(もっと読む)
剛性中子の保持構造
【課題】 装置間での剛性中子の受け渡し作業を精度良くかつ効率良く行う。
【解決手段】 剛性中子を、第1の装置の保持軸部と第2の装置の保持軸部との間で受け渡し可能に保持させる。剛性中子は、タイヤ周方向に分割される複数の中子セグメントからなる前記中子本体と、中子本体の中心孔に内挿されて各中子セグメントの半径方向内側への移動を阻止する円筒状のコアと、前記中子本体の軸心方向両側に配され各中子セグメントの軸心方向への移動を阻止する一対の側板とを具える。各側板には、軸心方向外側に突出する支持軸部が設けられるとともに、前記支持軸部と前記保持軸部とを、ボールロック機構を有する連結手段により着脱自在とした。
(もっと読む)
空気入りタイヤ、及びその製造方法
【課題】中子工法のタイヤにおいて、耐腐食性や耐エアリーク性を確保しながらリム組み時のコア変形を防止する。
【解決手段】ビードコアは、タイヤ軸方向内外のコア片からなり、その間でカーカスプライの半径方向内端部を狭持している。内外のビード片は、ビードワイヤを半径方向内側から渦巻き状に巻き重ねた渦巻き体からなる。ビードワイヤはコア素線を撚り合わせたコア部と、シース素線を前記コア部の回りで撚り合わせたシース部とからなる。前記コア素線及び/又はシース素線は型付け素線を含む。前記コア素線の撚り方向及び撚りピッチPcを、前記シース素線の撚り方向及び撚りピッチPsと同一とした。
(もっと読む)
空気入りタイヤの製造方法
【課題】 剛性中子を用いた製造方法において、ユニフォミティーをさらに向上させる。
【解決手段】 ベルトプライ形成工程は、テープ巾10〜50mmの巾狭帯状のコード入りテープを、長さ方向に対して角度θで順次切断してテープ切断片を形成する切断ステップと、前記テープ切断片を、タイヤ周方向に対して前記角度θと実質的に等しい角度で傾けながら剛性中子のタイヤ形成面上にカーカスプライを介して順次貼り付けることにより、各テープ切断片がタイヤ周方向に並列されたベルトプライを形成する貼付けステップとを具える。タイヤ周方向で隣り合うテープ切断片の側縁同士を、ベルトプライ外端では互いに突き合わせ、かつトレッド中央側では間隔を有して離間させた。
(もっと読む)
タイヤ成型方法及びタイヤ成型装置
【課題】複雑なステッチャー制御機構を要することなく、タイヤ内面形状に対応した曲面を有する成型ドラムの表面にストリップゴムを順次巻き付けて、容易にかつ精度よくタイヤを成型することができるタイヤ成型方法及びタイヤ成型装置を提供する。
【解決手段】タイヤ内面形状に対応した曲面を有する成型ドラム1の表面1bにストリップゴムSを順次巻き付けてタイヤを成型するタイヤ成型方法であって、ストリップゴムSは、丸形の断面形状を有する。
(もっと読む)
ストリップ、その製造方法および空気入りタイヤの製造方法
【課題】タイヤのユニフォミティとともにインナーライナーとカーカスプライの接着性を改善しタイヤ走行時の繰り返し屈曲変形にともなう亀裂成長を軽減するタイヤの製造方法を提供する。
【解決手段】中子体Nの外周面22の円周方向に巻きつけて、インナーライナーを形成するためのストリップ10であって、ストリップ10は、タイヤ最内層に配置される第1層を備える単層、もしくは第1層とカーカスプライに隣接して配置され、熱可塑性エラストマー組成物よりなる第2層の複合層よりなり、第1層は、スチレン−イソブチレン−スチレンブロック共重合体に、少なくとも粘着付与剤、ブチル系ゴムおよび天然ゴムの1種を含む熱可塑性エラストマー組成物であり、ストリップ10は、厚さT1が0.02〜1.0mmのストリップ本体と、ストリップ本体の両側に形成され、厚さT1より小さい厚さT2で、幅W2が0.5mm〜5.0mmの耳部を有している。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの生カバーを中子を用いて成形する工法において、ビードワイヤを中子上に直接渦巻き状に貼り付ける。
【解決手段】インナーライナー9のビード部4の外面、及び/又は、カーカスプライ6Aのビード部4の外面であるワイヤ貼付面Sに、ビードワイヤ10をタイヤ回転軸の回りに渦巻き状に貼り付けるビードワイヤ巻付け工程を含む空気入りタイヤ1を製造する方法である。前記ビードワイヤ巻付け工程は、ビードワイヤ10の巻付け始端10eを、前記ワイヤ貼付面Sに固着するワイヤ固着工程と、前記中子Nをタイヤ回転軸の回りに回転させることにより、押圧ローラ20による押圧位置Tでビードワイヤ10をタイヤ周方向に沿って前記ワイヤ貼付面Sに貼り付けるとともに、前記押圧位置Tが前記中子Nのタイヤ半径方向外側に移動するように、前記中子Nのタイヤ回転軸を傾けるワイヤ渦巻工程とを含む。
(もっと読む)
空気入りタイヤの製造方法
【課題】製造コストの増大を抑制しつつ、タイヤの耐久性を向上しうる。
【解決手段】トレッド部2からサイドウォール部3をへて両側のビード部4に至るとともに、カーカスコード11の配列体12をトッピングゴム13で被覆したカーカスプライ6Aからなるカーカス6を具えた空気入りタイヤの製造方法である。この製造方法では、環状をなす中子16を用いて未加硫の生タイヤ1Lを形成する生タイヤ成形工程と、該生タイヤ1Lを中子16とともに加硫する加硫工程とを含む。生タイヤ成形工程は、ポリエチレンテレフタレート又はポリエチレンナフタレートからなるカーカスコード11を未加硫の生トッピングゴム13Lで被覆して生カーカスプライ6Lを形成する工程を含む。カーカスコード11は、加硫工程前における180°Cでの乾熱収縮率が1〜3%であるとともに、生トッピングゴム13Lのムーニー粘度が35〜70(ML1+4、130℃)である。
(もっと読む)
ストリップ、その製造方法および空気入りタイヤの製造方法
【課題】インナーライナーに用いられるリボン状のストリップ及びその製造方法を提供する。
【解決手段】タイヤの成形ドラムまたは中子体の外周面に沿って巻き付けてインナーライナーを形成するためのストリップであって、該ストリップは、タイヤ内側に配置される内面層とタイヤ外側に配置される外面層を、それらの幅方向の端部が幅方向に0.5〜30mmずらして貼り合わされており、前記内面層の少なくとも1つの層は、スチレン−イソブチレン−スチレンブロック共重合体を含むエラストマー組成物で構成されており、前記外面層の少なくとも1つの層は、熱可塑性エラストマー組成物で構成されていることを特徴とする。
(もっと読む)
1 - 20 / 96
[ Back to top ]