
Fターム[4F213AG17]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | ベルト状、バンド状体(←コンベアベルト) (302) | 異形断面ベルト(←有歯ベルト、Vベルト) (133)
Fターム[4F213AG17]に分類される特許
41 - 60 / 133
熱可塑性無端ベルトの製造装置、及び、熱可塑性無端ベルトの製造方法
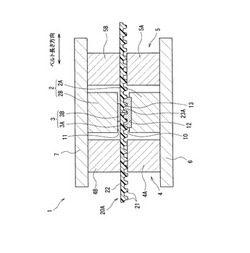
【課題】ベルト用基材をほぼ均一な加熱温度で加熱加圧することのできる熱可塑性無端ベルトの製造装置及び熱可塑性無端ベルトの製造方法を提供する。
【解決手段】熱可塑性無端ベルト製造装置1は、熱可塑性を有するベルト用基材のベルト長さ方向に関する両端部が突き合わされた無端ベルトを製造するための装置である。熱可塑性無端ベルト製造装置1は、相対向して配置され、ベルト用基材20Aの突き合わせ部23Aを加熱するための1対の熱盤2と、突き合わせ部23Aのベルト長さ方向に関する両側部分を冷却する冷却部4、5と、1対の熱盤2の対向面10、11にそれぞれ接するように配置され、突き合わせ部23Aを加熱しつつ挟持押圧する1対の金型3とを備えている。1対の金型3は、冷却部4、5には接していない。
(もっと読む)
歯付ベルトの製造装置及び歯付ベルトの製造方法

【課題】歯面側と背面側のエラストマー量を分別して突出させることで心線が背面から露出しなく、又、心線位置を正確に設定できる歯付ベルトの製造装置及び製造方法を提供する。
【解決手段】所定ピッチ間隔で歯が形成された外周面を有する一対の円筒からなる成形用モールドと、熱可塑性エラストマーを加熱溶融して、ダイス3から前記成形用モールドに向けて突出させる押し出し機と、所定の張力を付与した状態の心線を、前記成形用モールドに繰り出す繰り出し機と、前記熱可塑性エラストマーを、成形用モールドによって形成された歯溝に向かって押し付ける圧力付与手段とを備えた歯付ベルト製造装置において、前記ダイス3がエラストマー流路を分離して、前記心線9を成形用モールドに導く為の心線ガイド手段11を挟んだ状態に配置した歯付ベルト製造装置及びそれを使用した歯付ベルトの製造方法。
(もっと読む)
コグドVベルト及びその製造方法
【課題】コグドVベルトのコグ表面に帆布を積層した伝動ベルトの製造方法であって、詳しくは接着性に劣るエチレン・α−オレフィンゴム製のベルトの製造工程において作業性を改善した伝動ベルトの製造方法を提供する。
【解決手段】コグドVベルト1の製造方法において、帯状の凹凸部を交互に形成したコグC形状を有するモールドMの表面に、ベルト周長方向の糸として伸縮性を有する糸を用いた筒状帆布5を被せてからエチレン・α−オレフィンゴムからなるゴムシート2を積層し、加熱加圧することによってモールドMのコグC形状に沿わせて形付けするとともに加硫を行い、次いで心体をスパイラル状に巻きつけて、背面用の未加硫ゴムシートと少なくとも1枚の上布とを巻きつけて、これを外周面より加圧加熱して広幅の加硫コグ付ベルトスリーブを形成し、このスリーブを円周方向に沿って所定幅にカットすることを特徴とする。
(もっと読む)
心線入り無端ベルト及びその製造方法
【課題】全周にわたって心線が存在せず穴あけ加工などの容易な帯状領域を確保した心線入り無端ベルト10を提供する。
【解決手段】成形用金型ロール1,2に跨って、複数の心線12を、互いに軸方向に分離した複数の帯状領域内をそれぞれ軸方向所定ピッチPで螺旋状に延びるように巻き付け、両ロール1,2を同期回転させながら、成形用金型ロール1と、その外周の一部を覆うように設けられた外型との間に形成されるキャビティ1c内に、その上流側から成形用ゴム材料又は成形用樹脂材料を連続的に注入して架橋硬化させることにより、心線12と一体のベルト本体11を連続成形する。
(もっと読む)
歯付ベルト及びその製造方法
【課題】ベルト走行時に、歯部の根元部分において局所的に大きな応力が生じるのを防止することができ、高い耐久性を有する歯付ベルト及びその製造方法を提供する。
【解決手段】歯付ベルト1は、ベルト長手方向に沿って所定間隔で配置された複数の歯部2と、心線5が埋設された背部3と、歯部2と背部3との間に設けられた接着層4と、複数の歯部2を被覆する歯布6と、を備える。さらに、接着層4の歯部2と接する部分は、心線5に対して、背部3側に膨らんでいる。これにより、接着層4を心線5と平行に設けた場合に比べて、ベルト走行時に接着層4に生じる応力が低減される。従って、歯部2の根元部分に生じる応力集中が緩和される。そのため、歯部2と心線5との間での剥離が抑制され、それによる歯部2の根元部分における歯欠けの発生が抑制され、歯付ベルト1の耐久性が向上する。
(もっと読む)
伝動ベルト及びその製造方法
【課題】 比較的クラック寿命が長く、スリップ音も小さい伝動ベルト及び該伝動ベルトの製造方法を提供することを課題とする。
【解決手段】 本発明は、プーリーに巻き掛けられた際にプーリーと接触するプーリー接触表面部を有し、該プーリー接触表面部がゴム組成物で形成されてなる伝動ベルトであって、前記ゴム組成物として短繊維を含まないゴム組成物が用いられ、且つ、前記プーリー接触表面部には、部分的に露出するように低摩擦化用の微粒子が埋設されていることを特徴とする伝動ベルトを提供するものである。
(もっと読む)
ゴムクローラ用成形体の成形方法
【課題】高いユニフォーミティを有するゴムクローラの製造に適した成形体の成形方法を提案する。
【解決手段】円筒形ドラム1の外表面に、転輪の転動面を形成するインナーゴムシート2、少なくとも一層の補強層、さらに、接地面を形成するアウターゴムシート3を順次に巻き付けることによりゴムクローラ用の成形体を成形するに当たり、前記アウターゴムシート3として、円形形ドラム1に対する巻き始め領域L1及び巻き終わり領域L2のそれぞれ少なくとも一周分につき、相対する面を先端、後端にそれぞれ向けて漸次近接させて先細り形状としたゴムシートを用いる。
(もっと読む)
ベルト及びベルトの製造方法
【課題】光沢を有する立体的形状が背面に形成されたベルト及びベルトの製造方法を提供することを目的とする。
【解決手段】外周面に周方向に所定の間隔で配置された複数の溝部21が形成された内型20に、歯布7と心線6と未加硫ゴムシート10からなる未加硫ベルトスリーブ11を巻き付けた後、その外周面を樹脂フィルム23で覆う。そして、内周面に周方向に所定の間隔で配置された複数の溝部27が形成されたパターンスリーブ26をベルトスリーブ11の外側に設置し、その周囲をジャケット28で覆い、加硫する。同時に、ベルトスリーブ11の外周面に、樹脂フィルム23を介してパターンスリーブ26の溝部27に対応するコグ部5を形成するとともに、ベルトスリーブ11の内周面に、内型20の複数の溝部21に対応する複数の歯部2を形成する。そして、加硫されたベルトスリーブ11の外周面から樹脂フィルム23を剥離する。
(もっと読む)
ゴムクローラの製造装置
【課題】加硫後に、製造されたゴムクローラを両モールドから取り外す際に、加硫時にセグメントの周端面同士の間に入り込んだゴム材料が、この周端面に密着したまま残存するのを防ぐ。
【解決手段】駆動輪と従動輪との間に無端帯状に巻回されて用いられるゴムクローラを形成するゴムクローラの製造装置10であって、複数の内型セグメント14、および複数の外型セグメント13の少なくとも一方における各セグメント14、13の両周端面14a、13aに、内型セグメント14の内周面および外型セグメント13の外周面における各摩擦係数より低摩擦係数の皮膜16が形成されている。
(もっと読む)
ゴムクローラの製造装置およびゴムクローラの製造方法
【課題】ゴムクローラを製造する際に、モールド外周面の収納凹部に配置した予備成形体が落下するのを防ぐ。
【解決手段】ドラム状のモールド11の外周面に周方向に一定の間隔をあけて複数の収納凹部15が形成され、これらの収納凹部15にそれぞれ、駆動突起形成用の予備成形体を各別に配置した後に、モールド11の外周面に全周にわたってゴムシート部材を巻き付け、その後、このゴムシート部材をその全周にわたって径方向外方から加圧し、前記ゴムシート部材の内周面を前記予備成形体に密接させた状態で加熱して、これらのゴムシート部材および予備成形体を加硫することにより、ゴムクローラを形成するゴムクローラの製造装置10であって、収納凹部15に前記予備成形体の落下防止部が設けられている。
(もっと読む)
歯付ベルト及び歯付ベルトの製造方法
【課題】歯付ベルトのピッチライン(心線中心)をプーリーのピッチライン(円)により近付けることにより、プーリーとの噛合いが良好で、心線の疲労が少ない歯付ベルトを提供する。
【解決手段】心線4を有する歯付ベルトにおいて、歯付ベルトの歯底8に、前記心線を支持するための凹み部6を複数個設けた。
(もっと読む)
寿命予知可能なタイミングベルト及びその製造方法
【課題】近い将来に破断することを、ユーザが予知できるタイミングベルト、及びタイミングベルトの製造方法を供給する。
【解決手段】タイミングベルト10に埋設された異音発生部材16は、歯布14の摩耗や、クラックの発生等によりベルト表面に露出すると、プーリ歯28と接触して異音が生じる。タイミングベルト10の表面の摩耗やクラックは、近い将来においてタイミングベルト10の歯欠けや切断等の故障を引き起す。従って、タイミングベルト10からの異音を検出してユーザに報知することにより、ユーザは、何らかの原因によるタイミングベルト10の故障を予知できる。
(もっと読む)
Vリブドベルト及びその製造方法
【課題】植毛層がリブ部表面層のみならず、リブゴム内側迄入り込み、短時間走行での摩耗では植毛層が消滅せず、長時間走行後においても発音が起こらないVリブドベルトとその製造方法を提供する。
【解決手段】内周部にベルト長手方向に延在スル複数のリブ部106を有する未研磨のゴムからなるVリブドベルト1において、当接部の表面が立毛し、さらにリブ部106内部に植毛が埋没して植毛ゴム層115となり、その層厚がリブ表面から35μm〜200μmの範囲内であるVリブドベルト。
(もっと読む)
両面歯付ベルトの製造方法
【課題】歯付ベルトやコグドベルト等のゴムからなるベルトを製造する際の成形加硫方法に係わり、プレス工程間のベルトスリーブの自動送りが可能で、しかも両面の歯部の位置が正確に一致した両面歯付ベルトの製造方法を提供する。
【解決手段】円筒状のベルトスリーブの一部を少なくとも上型110、中型109、下型111にて挟み込み、加熱加圧することによって成形加硫をおこない、加熱加圧する位置を順次移動させて最終的にベルトスリーブ全周を成形・加硫する工程を含む両面歯付ベルトの加硫方法であり、プレス前においてベルトスリーブと金型を緩衝しないように配置している。プレス金型への冷却なしで歯付ベルトを成形加硫することを特徴とする。
(もっと読む)
未加硫ゴムベルトの加硫条件の設定方法
【課題】生産性を向上させるとともにコストを削減する。
【解決手段】未加硫ゴムベルトの加硫条件の設定方法は、まず、未加硫ゴムシートのゴム試料を種々の条件でプレス加硫し、その物性を評価して最適な加硫温度及び累積加硫度を設定する(S2〜S4)。次に、未加硫ゴムシートを含む積層体を所定時間ごとに測定する(S6)。次に、アーレニウスの反応式に、所定時間毎のゴム温度と、加硫温度とを代入して、所定時間毎の加硫度を算出するとともに、所定時間毎の累積加硫度を求める(S7)。そして、求められた所定時間毎の累積加硫度が設定された累積加硫度以上となる時間を決定する(S8)。
(もっと読む)
伝動ベルトの製造方法
【課題】 ベルト種が変わっても植毛層のパイルの材質を容易に変更することができ、また短時間で成形ができる伝動ベルトの製造方法を提供することを目的とする。
【解決手段】基材56上に植毛層26を形成した後、基材56から剥離した植毛層26をゴムスリーブ24に巻き付けて作製した植毛層付きゴムスリーブ24を、可撓性ジャケット42を装着した内型41と、内周面に型部45を刻印した外型46との間に配置し、可撓性ジャケット42を膨張させてゴムスリーブ24を外型の刻印した型部45に密着するように予備成型体21を作製し、外型46から離脱した内型の可撓性ジャケット42面に少なくとも心線を巻き付けた別のスリーブ25を作製し、上記内型41を外型46内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫してベルトスリーブを作製する。
(もっと読む)
動力伝動用ベルト
【課題】ベルト製造時に発生する廃棄物をリサイクル材としてできるだけ多く使用したゴム組成物を用いて耐摩耗性を向上させ、コスト低減を図った動力伝動用ベルトを提供することを目的とする。
【解決手段】 ベルト長手方向に沿って心線を埋設し、圧縮ゴム層を配置した伝動ベルトであって、少なくとも圧縮ゴム層が新ゴム100重量部に対して、アラミド繊維を含む架橋ゴムを粉末化した粉末ゴムを30〜100重量部配合し、ベルト製造時に発生する廃棄物をリサイクル材として有効利用できる。
(もっと読む)
伝動ベルトの製造方法と伝動ベルト
【課題】 ベルト伝動面に短繊維を植毛して露出し、ベルト走行時の騒音を軽減し、そしてリブ表面を平坦に成形してベルト耐久性を向上させた伝動ベルトの製造方法と伝動ベルトを提供することを目的とする。
【解決手段】表面に植毛層26を被覆したゴムスリーブ24を、可撓性ジャケット42を装着した内型41と、内周面に型部45を刻印した外型46との間に配置し、可撓性ジャケット42を膨張させてゴムスリーブ24を外型の刻印した型部45に密着するように予備成型体21を作製し、外型46から離脱した内型の可撓性ジャケット42面に少なくとも心線を巻き付けた別のスリーブ25を作製し、上記内型41を外型46内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫し、通気性を保持した上記植毛層26を介して内在する空気を型外へ抜き出し、脱型して型付部を形成した加硫ベルトスリーブを作製する。
(もっと読む)
伝動ベルトとその製造方法
【課題】 ベルト走行時の騒音を軽減し、そして耐久性を向上させた伝動ベルトとその製造方法を提供する。
【解決手段】 未加硫ゴム表面に短繊維を固着させた第1植毛層26a、その表層に第2植毛層26bを形成した多層植毛層26で被覆したゴムスリーブ24を、可撓性ジャケット42を装着した内型41と外型46との間に配置し、可撓性ジャケット42を膨張させて外型の型部45に予備成型体21を作製する。外型46から離脱した内型41の可撓性ジャケット42面に別のスリーブ25を作製し、再度この内型41を外型46内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫する。通気性を保持した多層植毛層26から空気を型外へ抜き出し、平坦な型付部を形成し、上記ベルトスリーブ面に短繊維をゴム層に埋設した第1植毛層26aと、表層の第2植毛層26bからなる多層植毛層26を形成する。
(もっと読む)
伝動ベルトの製造方法
【課題】 ベルト種が変わっても植毛層のパイルの材質を容易に変更することができ、また短時間で成形ができる伝動ベルトの製造方法を提供することを目的とする。
【解決手段】基材56上に付着させた植毛層26をゴム面に転写した植毛層付きゴムスリーブ24を、可撓性ジャケット42を装着した内型41と、内周面に型部45を刻印した外型46との間に配置し、可撓性ジャケット42を膨張させてゴムスリーブ24を外型の刻印した型部45に密着するように予備成型体21を作製し、外型46から離脱した内型の可撓性ジャケット42面に少なくとも心線を巻き付けた別のスリーブ25を作製し、上記内型41を外型46内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫してベルトスリーブを作製する。
(もっと読む)
41 - 60 / 133
[ Back to top ]