
Fターム[4F213AH26]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 用途物品 (1,467) | 車両(←軽車両)部材 (443) | 車両用内装材、クッション(←座席) (44)
Fターム[4F213AH26]に分類される特許
1 - 20 / 44
表皮材の製造方法、及び車両用内装材の製造方法
【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
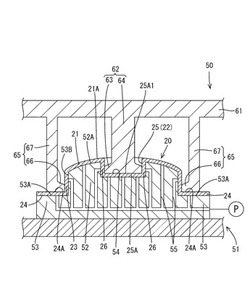
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
詰め物の一体発泡に用いる低通気シート・トリム・カバーの製造方法

【課題】表皮材とワディング材の2層構造を採り、そのワディング材のその表皮材のない表面に均一な低通気層を成形できて詰め物を一体発泡する際、そのワディング材にウレタン発泡原液の浸透を防いで部分的硬さのむらの発生を防止でき、触感を保ち、そして、成形品の表面に柔かい触感を確保でき、さらに、別工程で手間をかける必要もなく積層工程で同時に行なえ、バリア層に使う樹脂フィルムを省けて材料費も削減でき、そして、低コスト化を可能にする。
【解決手段】帯状ワディング材12を一方向に連続的に移動させながらその帯状ワディング材12の片面13を加熱して溶融させ、それに同時的に帯状表皮材15を一方向に連続的に移動させながらその帯状ワディング材12のその溶融片面13に連続的に重ね合わせ、接着させて積層し、次に、その帯状ワディング材12の他面14を加熱して溶融させ、溶融中にワディングのセル膜を潰しながら伸ばして均一な低通気層37を成形する
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
インナーリブを備えた樹脂積層板の製造方法
【課題】インナーリブを備えた樹脂積層板の提供。
【解決手段】スライドコア300を設けた一対の金型の間に、熱可塑性樹脂製シートP1、P2を位置決めする段階と、熱可塑性樹脂製シートP1と一方の金型のキャビティとの間に密閉空間を形成する段階と、密閉空間を吸引しつつ、他方の金型に向かってスライドコア300を突出させることにより、熱可塑性樹脂製シートP1を賦形するとともに、シートの一部を他方の金型に向かってU字状に突き出す段階と、熱可塑性樹脂製シートを他方の熱可塑性樹脂製シートに溶着させる段階と、熱可塑性樹脂製シートの周縁同士を溶着して、2枚の熱可塑性樹脂製シートの内部に密閉部280を形成する段階と、スライドコア300を引っ込めることにより、U字状に突き出された熱可塑性樹脂製シートの内面同士を互いに対向させる段階と、対向内面同士を溶着させて、インナーリブを形成する段階とを有する樹脂積層板の製造方法。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、車両用内装部品の縁部において表皮の端末処理を行う装置であって、狭いスペースにおいても使用が可能で、樹脂芯材の変形を防止できる車両用内装部品の製造装置を提供する。
【解決手段】 中央部に開口が開設された樹脂芯材の表面に、表皮を貼着した車両用内装部品の製造装置であって、表皮を貼着した樹脂芯材を載置する受け台2と、 樹脂芯材を押圧して前記受け台に仮固定する押え冶具8と、開口の縁部に沿って樹脂芯材の端末を加熱して軟化させる熱風ノズル5と、熱風ノズルにより加熱軟化された樹脂芯材の端末と表皮材の端末を、樹脂芯材の裏面側に折り曲げて巻き込み固定する巻き込み冶具15と、を備え、押え冶具8は、樹脂芯材の形状に適合して押圧を加える押圧部8と、押圧部を回動自在に支持する支持部11と、を備えることを特徴とする。
(もっと読む)
多色成形品の成形方法、および成形装置
【課題】多色成形品の軽量化と変形防止とを実現できる多色成形品の成形方法および成形装置の提供を図る。
【解決手段】補助キャビティ12Cはトリムアッパー2の成形後、可動分割型13を下動することにより該トリムアッパー2の端部下方に他方の分割キャビティ12Bと連通して形成される。補助キャビティ12Cに充填される溶融樹脂または該補助キャビティ12Cで成形されたジョイント部4は、可動分割型13に組込まれた超音波振動発生装置20の作動により該可動分割型13を介して超音波振動が付与され、以て、トリムアッパー2とジョイント部4とが超音波融着されて、2色の色違いのトリムアッパー2とトリムロア3とからなるドアトリム1が一体成形される。
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】繊維強化複合材料の板状体と熱可塑性樹脂とが良好に密着して一体化した繊維強化複合材料成形品を生産性よく製造する。
【解決手段】繊維強化複合材料からなり、少なくとも一方の面11aが凹凸状に形成された板状体11を成形する板状体成形工程と、凹凸状に形成された面11aに熱可塑性樹脂12を射出成形して、板状体11と熱可塑性樹脂12とを一体化させる射出成形工程とを有し、板状体成形工程では、板状体11の成形と凹凸状の形成とを一括に行う。
(もっと読む)
成形品及びその製造方法
【課題】外観や強度に優れた曲げ加工時の応力に耐えうるハニカム構造を持つ成形品及びその製造方法を提供する。
【解決手段】成形品Aは、塑性を有する1枚のシートが所定の形状に成形されてなるシート材を、内部に多角柱状又は円柱状をなす複数のセルSが並設されるように折り畳み成形したコア層と、コア層の上下両面に配されるスキン層とを有する構造体に曲げ加工による曲げ部Mが形成されているためコア層に存在する接合部分がスキン層が存在することにより剥がれにくくなる。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】極めて高い耐摩耗性や耐擦傷性を有し、かつ、成形性が良好でクラック等が入らない表面保護層を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】基材11上に少なくとも表面保護層15を有する加飾シート10であって、表面保護層15が電離放射線硬化性樹脂とフェノキシ樹脂を90:10〜10:90の比率(質量比)で含む樹脂組成物を架橋硬化したものである加飾シート10である。
(もっと読む)
積層成形品の製造方法
【課題】ホットメルトを表皮側に設定して、表皮を加熱軟化処理した後、圧着金型で芯材と表皮とをプレス一体化する積層成形品の製造方法において、表皮の加熱工程時における表皮の熱的ダメージを抑え、かつ加熱時間を短縮化する。
【解決手段】表皮22にホットメルト22cをプレコート処理し、表皮22を加熱処理する際、熱電対46等の熱源を埋め込んだ加熱板44を表皮22のホットメルト22c面に接触加熱させることで、短時間で有効にホットメルト22cだけを加熱軟化させ、表皮22の加熱工程での熱的ダメージを最小限に抑え、かつ加熱時間を短縮化する。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品の全体、あるいは一部に採用される軽量型トリムの裏面に別物部品を簡単かつ廉価に取り付ける取付構造及び取付方法を提供する。
【解決手段】ドアトリム20におけるドアトリムアッパー・フロント(積層構造体)30は、軽量で保形性を有する発泡樹脂基材31と、その裏面に一体化される剛性を付与する樹脂リブ32との積層体から構成され、裏面側にウエストガーニッシュ(別物部品)50を取り付ける構造として、樹脂リブ32に一体化した溶着用ボス34によりウエストガーニッシュ50の一部を溶着一体化するとともに、ウエストガーニッシュ50のドアトリムアッパー・フロント30の端縁側に相当する箇所は、発泡樹脂基材31周縁の巻込みシロ35による既存の巻込み処理を利用し、ウエストガーニッシュ50の上側端末50aを巻込みシロ35により巻込み保持することでウエストガーニッシュ50の保持形態を簡素化する。
(もっと読む)
表皮材の製造方法
【課題】表皮材の構成を簡素化して貼合工程を減らすとともに、外観見栄えを向上させる。
【解決手段】本発明は、支持シート31と、反射層32が表面に形成された表面シート33とを備えた表皮材30の製造方法であって、赤外線透過顔料を含有した熱可塑性樹脂シートからなる表面シート33を成形する成形工程と、成形工程で成形された軟化状態の表面シート33を、反射層32を貼合面として表面シート33に貼り合わせる貼合工程とを備えた構成としたところに特徴を有する。
(もっと読む)
熱可塑性樹脂発泡成形品の製造方法
【課題】外観に優れた熱可塑性樹脂発泡成形品の製造方法を提供する。
【解決手段】部分的に熱可塑性樹脂製の機能性部材が融着されてなる熱可塑性樹脂発泡成形品の製造方法において、以下の工程を含む。
(1)原料熱可塑性樹脂発泡シートを加熱して軟化させる工程。
(2)熱可塑性樹脂発泡シートを賦形するための成形部を有し、該成形部に前記機能性部材の形状に対応する凹部を有する雌雄一対の金型間に、工程(1)で軟化させた熱可塑性樹脂発泡シートを供給する工程。
(3)金型クリアランスが所定形状厚みになるように型締めしたのち、または所定形状厚みになると同時に、
(4)前記凹部に通ずるように金型内に設けられた樹脂通路を通じて溶融状態の熱可塑性樹脂をインラインスクリュー式樹脂供給機のスクリューを前進させずに回転させることにより該凹部に供給する工程。
(5)工程(4)で成形された熱可塑性樹脂発泡成形品を冷却して、金型から取り出す工程。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、成形サイクルを短縮化し、かつ外観凹凸を解消することを課題とする。
【解決手段】ドアトリム10におけるドアトリム本体20は、軽量で保形性を有する発泡樹脂基材21と、その裏面側に一体化される樹脂リブ22と、発泡樹脂基材21の表面側に貼付される表皮23とから構成され、成形上下型41,42の型締めによる一次加圧処理により、加熱軟化処理した発泡樹脂シートSを所要形状に成形し、その後、一次加圧より高圧な二次加圧処理を成形上下型41,42で行ない、発泡樹脂基材21を圧縮した状態で成形下型42の溝部424内に溶融樹脂Mを射出充填する際、二次加圧時間と射出充填時間とを同一に設定し、その後、表皮23のクッション層23bが復元するだけの低圧プレス加工により、発泡樹脂基材21と樹脂リブ22との一体化を図る。
(もっと読む)
自動車用内装部品
【課題】発泡樹脂基材と、その裏面側に一体化される樹脂リブとを備えた積層構造体を全体、あるいは一部に採用した自動車用内装部品において、製品表面にヒケ等の外観不良が生じることがなく、発泡樹脂基材と樹脂リブとの接着強度を強化して耐久性を高める。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、発泡樹脂基材21の裏面に一体化される所定パターン形状の樹脂リブ22との積層構造体から構成され、樹脂リブ22の根元両側にC面状(R状)の肉盛24を設けることで、樹脂リブ22が冷却固化する際の収縮応力を発泡樹脂基材21側に強く及ぼさないで表面ヒケを抑えるとともに、両者の接触面積を増大させて接着強度を強化する。
(もっと読む)
内装材の製造方法および製造装置
【課題】車両用の内装材において、効果的に切込みを形成する技術を提供する。
【解決手段】本発明は、エアバッグリッドを有する車両用の内装材の製造方法を提供する。この製造方法は、内装材が有する基材の表面形状に合わせて表皮材を成形する成形工程と、成形された表皮材に軟質材を貼り合わせる貼着工程と、成形状態を維持しつつ、エアバッグリッドを構成する切込みであるバーストラインを、表皮材と軟質材とに一度に形成するエアバッグリッド形成工程と、を備える。
(もっと読む)
ポリプロピレン系押出発泡成形体およびその製造方法
【課題】従来の押出発泡装置を用いて製造でき、高発泡倍率かつ表面外観の良好なポリプロピレン系押出発泡成形体およびその製造方法を提供する。
【解決手段】ポリプロピレン系樹脂と発泡材料とを含有する混合物を押出機内で溶融混練した後、ダイ150から押出発泡させた押出発泡体を、結晶化する前に金型成形して冷却固化し、所定の寸法のポリプロピレン系押出発泡成形体を得る。ポリプロピレン系樹脂は、以下のAおよびBを満たし、低圧領域に押出発泡した際、ダイ出口近傍でダイクリアランスが最小となる部位におけるダイ壁面の見かけの剪断速度が10s-1以上1000s-1以下であり、発泡倍率が3倍以上である。(A)測定温度210℃、剪断速度1216s-1の条件でのキャピラリーフローテストにおいて、バーグレー補正における圧力補正値が4MPa以上である。(B)メルトフローレート(MFR)が0.5g/10分以上である。
(もっと読む)
二三輪車用シート及びその製造方法
【課題】外観商品性を向上させ、表皮を接合した連続部での表皮破れに対して耐久性を向上させたバックレストを有する二三輪車用シートを提供する。
【解決手段】フロント表皮材と、バックレスト表皮材が連続して形成された表皮と、フロント表皮材とバックレスト表皮材の少なくとも境界領域に形成された吊り込み布と、ボトムプレート上に載置されたフロントクッション及びバックレストクッションと、ボトムプレートに形成された吊り込み用のスリットを備えたボトムプレートと、を備えた二三輪車用シートである。そして、吊り込み布が、ボトムプレートのスリットを介してボトムプレートの裏側で接合され、表皮のサイド側の連続する部分がボトムプレートのサイド側裏面に固定され、フロント表皮材によってフロントクッションが被覆され、バックレスト表皮材によってバックレストクッションが被覆されている。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供すること。
【解決手段】基材上に少なくとも表面保護層と該表面保護層上に部分的に設けられた透明樹脂層を有する加飾シートであって、表面保護層が硬化性樹脂組成物を硬化したものであり、透明樹脂層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜25:75の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品並びにその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の端末処理作業を簡素化する。
【解決手段】ドアトリム本体20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される補強機能を有する樹脂リブ22と、発泡樹脂基材21の表面に積層される加飾材23とから構成する。そして、発泡樹脂基材21と加飾材23を接着するためのホットメルトシート24を加飾材23側に予めラミネートしておき、成形上下型41,42の型締めにより、加熱軟化処理した発泡樹脂シートSを絞り成形して発泡樹脂基材21を所要形状に成形するとともに、加飾材23と一体化する。その後、ドアトリム本体20を脱型して、加飾材23の巻込みシロ26裏面側のホットメルトシート24Aを加熱溶融させて巻込みシロ26を発泡樹脂基材21の裏面側に巻込み処理することにより、端末処理作業を簡素化する。
(もっと読む)
1 - 20 / 44
[ Back to top ]