
Fターム[4F213WA01]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468)
Fターム[4F213WA01]の下位に属するFターム
注型成形 (180)
型等の被覆による成形 (101)
圧縮成形 (231)
射出成形 (211)
押出成形 (199)
ブロー成形 (53)
熱成形 (100)
曲げ、直線化による成形 (43)
延伸成形 (74)
管端部の成形 (6)
表面成形 (101)
内部応力の解放による成形 (3)
ライニング、被覆 (134)
予備成形品の接合 (333)
強化プラスチック成形(FRP) (61)
発泡成形 (63)
凝集による成形 (178)
スクリーン成形
三次元成形 (625)
その他の特定の成形 (246)
成形方法が不特定 (170)
複数の成形技術の組合せ (353)
Fターム[4F213WA01]に分類される特許
1 - 3 / 3
摩擦伝動ベルト及びその製造方法
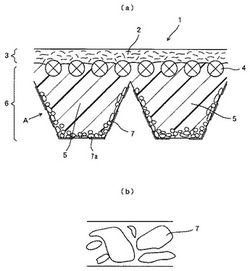
【課題】プーリ係合面の摩擦係数を小さくして、プーリのミスアライメントやスティックスリップによる騒音や異音を低減できる摩擦伝動ベルトを提供する。
【解決手段】摩擦伝動ベルト1において、プーリに係合又は接触するための圧縮ゴム層6の摩擦伝動面に、ポリエチレン系樹脂で形成された滑剤7を、前記摩擦伝動面の面積に対して20%以上(特に20〜80%)の面積割合で付着させる。前記滑剤7は、粒状滑剤及び/又は扁平状滑剤を含む。前記摩擦伝動ベルトは、摩擦伝動面の近傍に滑剤が埋設されていてもよい。前記圧縮ゴム層はエチレン−α−オレフィンエラストマーを含んでいてもよい。前記摩擦伝動ベルトは、バインダー成分を介在させることなく、滑剤が圧縮ゴム層に付着していてもよい。前記粒状滑剤は低密度ポリエチレンで形成されていてもよい。前記扁平状滑剤は、粒状滑剤が加硫成形工程で薄肉化した滑剤であってもよい。
(もっと読む)
三次元物体の製造方法
【課題】最初に製造される物体の品質を向上させることのできるラピッドプロトタイピングによる三次元物体製造方法を提供すること。
【解決手段】三次元物体3の断面に相当する層の各所においてガスレーザビーム7により造形材料を固化することにより該物体を一層ずつ固化する三次元物体製造方法であって、レーザ6のパワーを測定し、レーザのパワーを測定値に従って制御する方法において、パワーの変化する時間ウィンドウにおいて前記パワーの測定を行い、その測定値に従ってレーザの入力制御信号を制御する。  (もっと読む)
(もっと読む)
タイヤのシーリング・ポンプアップ装置

【課題】 パンクした空気入りタイヤに対する修理作業を簡略化し、かつ装置を傾けたままでも必要の量のシーリング剤を確実に空気入りタイヤに注入する。
【解決手段】 ポンプアップ装置30では、空気室54に加圧空気を供給すれば、空気室54の内圧が上昇するに従って内容積が膨張して液剤容器52の内容積を縮小させる。これにより、液剤容器52の内容積の縮小量に対応する量のシーリング剤100が吐出口64から強制的に押し出され、シーリング剤100をタイヤ90内へ注入できる。またポンプアップ装置30では、液剤容器52内から所定量のシーリング剤100が吐出されるまで空気室54が膨張すると、エア吐出口64が空気室54内へ面するように開口して空気室54をタイヤ90内へ連通させる。これにより、エア吐出口64を通して空気室54内の加圧空気をタイヤ90の内部へ供給できる。
(もっと読む)
1 - 3 / 3
[ Back to top ]