
Fターム[4F213WA16]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | 強化プラスチック成形(FRP) (61)
Fターム[4F213WA16]の下位に属するFターム
ワインディング法によるもの (25)
Fターム[4F213WA16]に分類される特許
1 - 20 / 36
複数の樹脂部材を成形して接続する装置と方法

【課題】2以上の樹脂部材を成形し、さらにセルフピアスリベットで接続するに当たり、樹脂部材の接続箇所の反りや変形等を矯正する作業を不要とでき、もって、製造効率を高め、製造時間を短縮することのできる複数の樹脂部材を成形して接続する装置と方法を提供する。
【解決手段】上型1と下型2からなる成形型と、成形型内の中子3と、キャビティ内にセルフピアスリベット4を押し込む押し込み手段と備えた装置10であり、中子3と上型1の間の第1のキャビティ空間C1、中子3と下型2の間の第2のキャビティ空間C2に第1の溶融樹脂体J1’と第2の溶融樹脂体J2’が成形され、双方の溶融樹脂体J1’、J2’が硬化する前に中子3が取り外され、双方の溶融樹脂体J1’、J2’の重ね合わせ箇所J1’a、J2’aにセルフピアスリベット4が打ち込まれ、双方の溶融樹脂体J1’、J2’が硬化して複数の樹脂部材J1”、J2が成形され、リベット接続される。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置

【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
傾斜機能性複合材料の製造方法
【課題】製品構成の自由度が図れ、目的とする寸法形状や必要な強度を得ることが可能な傾斜機能性複合材料の製造方法を提供する。
【解決手段】円柱の半径方向の外側に材料11を、内側に材料12を、その間に傾斜機能材料13を、それぞれ同心円状に配置した傾斜機能性複合材料10の製造方法であり、傾斜機能材料13を、材料12の粉末に材料11の粉末を傾斜配合した積層体とし、しかもこの積層体を、材料11の粉末の配合割合ごとに圧縮成形した径の異なる円筒状圧粉体で構成し、材料11、積層体、及び材料12を、融点の高い側から低い側へかけて、順次、加圧加熱処理をすることで材料11、積層体、材料12、及びそれらの界面も結合する。
(もっと読む)
風力タービンブレードの製造方法
【課題】風力タービンブレードの製造方法を簡略化すること。
【解決手段】第1の金型部品の第1の金型表面に配置された第1の複合繊維層に、収縮された状態の袋体を配置するステップと、前記袋体と前記第1の複合繊維層とを前記第1の金型表面に固定するステップと、前記第1の金型表面と、第2の複合繊維層が配置された第2の金型部品の第2の金型表面とが中空部材の形状になるように、該第1の金型部品と該第2の金型部品とを結合させるステップと、前記第1の複合繊維層が前記第1の金型表面に押し付けられ、かつ前記第2の複合繊維層が前記第2の金型表面に押し付けられ、該第1の複合繊維層と該第2の複合繊維層とが結合されて前記中空部材の形状を成すように、前記袋体を膨張させるステップと、を有する方法。
(もっと読む)
フランジ付き複層管の製造方法及びフランジ付き複層管
【課題】 耐摩耗性を有する軟質合成樹脂層を内周面に備え、繊維強化樹脂層を外周面に備えて強度を高めたフランジ付き複層管を高い生産性のもと好適に製造する。
【解決手段】 一実施形態としての直管本体部11とフランジ部12とを備える複層管1の製造方法は、円柱状外周面を有する金型6の外周面に未硬化の軟質合成樹脂材料を吐出しつつ金型6の軸方向に移動して螺旋状に供給し、管状の軟質合成樹脂層2を形成する内層成形工程と、高強度繊維からなる織布又は平行に引き揃えた長繊維材料に熱硬化性樹脂を含浸させ、繊維強化樹脂層3を管状に積層成形する外層成形工程とを含み、前記外層成形工程では、金型6の両端部において長繊維材料を鍔返し状に積層し鍔状のフランジ部12を積層成形する。
(もっと読む)
繊維含有樹脂成形体
【課題】 従来、金属(鉄やアルミ等)で構成されていた大物部品に繊維強化樹脂、高剛性な繊維強化樹脂を採用することで軽量化し、摺動部と他部材を一体に成形することで低コスト化した繊維含有樹脂成形体を提供する。
【解決手段】 本発明の繊維含有樹脂成形体1は、摺動部20が一体成形され、摺動部20の摺動面21は、摺接部材が摺動する摺動方向に沿って凹凸形状となっており、繊維30が摺動方向と略平行に配向されている構成となっている。
(もっと読む)
繊維強化樹脂製歯車の製造方法
【課題】成形時間や機械加工時間の短縮によって、良好な生産性が確保できると共に、全ての歯部に均等、最適配置、かつ高繊維体積率で連続繊維を配向させることによって、歯部の強度、耐摩耗性、及び品質安定性に優れる繊維強化樹脂製歯車の製造方法を提供する。
【解決手段】連続繊維3に熱可塑性樹脂4を含浸させた帯状のプリプレグ9を、プリプレグ9の帯状に長く延びる方向の切断面の形状が直線歯形8となるように成形して帯状半成形品13を得る。その後、帯状半成形品13を、帯状半成形品13の歯部8a同士が複数回重なるように丸めて筒状半成形品14を得る。その後、筒状半成形品14の外面の凹凸形状と、射出成形型15の内面の凹凸形状とが噛み合うように、筒状半成形品14を射出成形型15の型内空間に挿入する。その後、筒状半成形品14よりも内側の型内空間に、短繊維強化熱可塑性樹脂からなる二次材料16を溶融状態で加圧充填することによって、筒状半成形品14を射出成形型15の内面に押し付ける。
(もっと読む)
繊維強化複合材料成形品の製造方法
【課題】繊維強化複合材料の板状体と熱可塑性樹脂とが良好に密着して一体化した繊維強化複合材料成形品を生産性よく製造する。
【解決手段】繊維強化複合材料からなり、少なくとも一方の面11aが凹凸状に形成された板状体11を成形する板状体成形工程と、凹凸状に形成された面11aに熱可塑性樹脂12を射出成形して、板状体11と熱可塑性樹脂12とを一体化させる射出成形工程とを有し、板状体成形工程では、板状体11の成形と凹凸状の形成とを一括に行う。
(もっと読む)
FRP被覆構造体の製造方法及びFRP被覆構造体
【課題】強化繊維基材に液状樹脂を注入した際に、樹脂発泡体からなるコアの内部に液状樹脂が含浸されるのを防止し、軽量性に優れたFRP被覆構造体の製造方法を提供する。
【解決手段】反応性組成物をモールド内で発泡させて樹脂発泡体を成形するモールド成形によって、高密度のスキン層と低密度の内部層を有するコア2を製造する。そして、そのコア2を強化繊維基材で被覆し、強化繊維基材に液状樹脂を注入して加熱硬化させることによってFRP皮膜4を形成する。従って、強化繊維基材に液状樹脂を注入する際に、高密度のスキン層によって、液状樹脂が低密度の内部層に含浸されるのを防ぐことができる。
(もっと読む)
第1のコンポーネントを第2のコンポーネントに取り合い突起の傾斜配向(INCLINEDORIENTATION:傾斜姿勢)を用いて接合する方法、及び上記2つのコンポーネントの組立体
第1のコンポーネントを第2のコンポーネントに接合する方法であって、この方法は、第1のコンポーネントをこのコンポーネントの結合面に細長い突起の配列を形成することにより作製するステップを含み、各突起は、中心線、先端、及び基部を有する。各突起の先端における中心線は、その基部における結合面に対する法線に対して傾いた向きにし、先端中心線の角度配向は、突起野配列にわたって変わる。次に、第1のコンポーネント及び柔軟層を、柔軟層の硬化前に突起を柔軟層に埋め込むように合わせて、第2のコンポーネントを形成する。また、こうして形成した継手。 (もっと読む)
適合させたパッチを用いた複合構造の予測可能な結合補修
複合構造の不整合領域の補修用のパッチは、複合積層パッチと、積層パッチを複合構造に結合する接着層とを含んでいる。積層パッチは、不整合領域周辺の歪みエネルギーをそれぞれ異なる速度で放出する少なくとも第1及び第2の領域を有している。 (もっと読む)
シェルボディの製造方法および関連するボディ
【解決手段】
本発明は、シェルボディ(19)の製造方法に関するものである。少なくとも2つのシェル部(20、22)は、コンポジットファイバー材料によってつくられており、塑性変形材料をからなる少なくとも1つの補正ボディ(32、34、36、38)は、少なくとも1つのシェル部(20、22)の少なくとも1つの境界エッジ(24、26、28、30)に固定されており、シェル部(20、22)は、平坦な継ぎ目(40、42)が形成されたシェルボディを形成するためにオーバーラップされており、少なくとも1つの補正ボディ(32、34、36、38)は、継ぎ目(40、42)の少なくとも1つに配置されている。それぞれオーバーラップ部における形状のずれを補正するために、対応する補正ボディの形状が変化し、シェル部(20、22)は、継ぎ目(40、42)において互いに結合される。 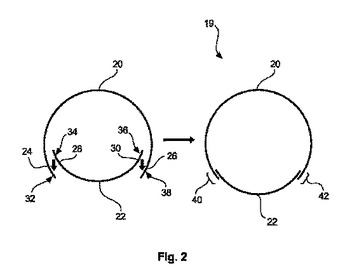 (もっと読む)
(もっと読む)
浴槽の製造方法および浴槽
【課題】 浴槽の溜湯面の裏面に断熱保温性を有する発泡層を備えた浴槽を、簡易に製造する製造方法および、その浴槽を提供する。
【解決手段】 成形金型2により浴槽1の浴槽本体11を形成する成形材料7と、浴槽本体11の裏面に発泡層81を形成する発泡性樹脂8と、による発泡層81を裏面に一体で設けた浴槽1の金型成形での製造方法であって、上記浴槽本体11形成後、上記発泡性樹脂8を注入する空間を形成するため、キャビティの密閉状態を保ちつつ型開きし、上記発泡性樹脂8を注入する。その後、キャビティの密閉状態を保ちつつ更に型開きし、注入した上記発泡性樹脂8を発泡させる発泡空間6を形成し、上記発泡空間6に上記発泡性樹脂8を発泡させることで、浴槽本体11裏面に密着した発泡層81を形成する。
(もっと読む)
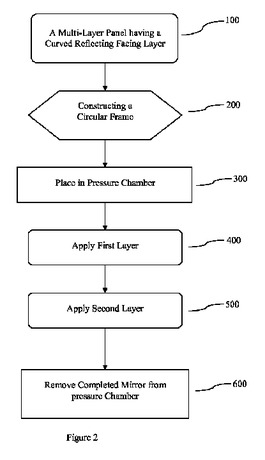
多層パネル及び当該パネルを製造する方法
湾曲した反射層や透過対向層からなる多層パネルを製造する方法であって、シンメンブレンの一側側の圧力を増加または減らしてシンメンブレンの厚み方向に圧力差を生じさせて、シンメンブレンを所望の形状に変形させる工程と、シンメンブレンを圧力の増減により所望の形状に維持しつつ、第1の材料層をシンメンブレンの外面に取り付ける工程と、第1の材料層を所定時間に亘り硬化させる工程とを有する方法。
 (もっと読む)
(もっと読む)
連続するファイバ合成部品をモールド成形する方法と装置。
【課題】連続ファイバ合成部品を製造する方法を提供する。
【解決手段】 本発明の方法は、(A)ファブリクをモールド領域に供給するステップと、前記ファブリクの連続性は、前記ファブリクの供給ポイントと供給されたファブリクの間で保持され、(B)供給された前記ファブリクにレジンを含浸させるステップと、(C)ワークピースを形成するために、前記レジンを硬化するステップと、(D)前記ワークピースを、前記モールド領域から取り出すステップとを有する。前記(D)ステップは前記ファイバの連続性によって可能であり、これにより更にファブリクが供給ポイントからモールド領域に供給される。
(もっと読む)
中空成形品および中空成形品の製造方法
【課題】他の部品との組立てが容易な中空成形品およびその製造方法を提供する。
【解決手段】中空成形品14は、繊維強化プラスチックからなる少なくとも2つの構成片20、30の一部を互いにオーバーラップさせて接合することによって中空断面を形成してなる。構成片のそれぞれは、他の構成片をオーバーラップさせる平坦な接合面23、24、25、26、33、34、35、36を有し、構成片のそれぞれの両面のうち少なくとも中空断面の外形形状を形成する側の一の面、および接合面が、型40により成形されていることを特徴とする。
(もっと読む)
複合材構造物の修理方法および複合材構造物
【課題】修理により十分な強度回復を図ることにより、複合材構造物の製品歩留まりを向上させることができる複合材構造物の修理方法を提供する。
【解決手段】少なくとも一方向に延びる繊維により強化された樹脂からなる母材における欠陥を削り取り、削除穴を形成する欠陥削除工程S1と、削除穴の周囲の母材を削り削除穴の開口部を広げ、かつ、繊維の延びる方向に基づいて開口部の拡大幅を変える拡大工程S2と、母材と同じ樹脂を含む補修部により削除穴を埋め、補修部の樹脂を硬化させる硬化工程S3と、を有することを特徴とする。
(もっと読む)
FRP部材の製造方法及びFRP部材
【課題】加工時間を短縮して生産性を向上させることができるインサート付FRP部材の製造方法を提供する。
【解決手段】まず最初に、インサート3にネジ穴11を形成する。そして、そのインサート3の少なくともネジ穴11をFRPからなる外皮4で閉塞したFRP部材2を成形する。それから、FRP部材2の外皮4を貫通してインサート3のネジ穴11に連通する座繰り穴31を形成して、インサート付FRP部品1を得る。これにより、ドライ加工が必須とされるFRP部材2の成形後の加工工程を、FRP部材2に座繰り穴31を形成する穴開け加工のみとし、加工時間の短縮を図り、生産性を向上させる。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
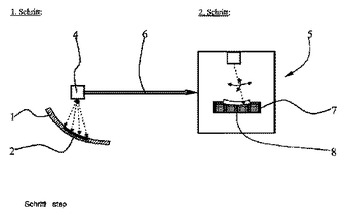
2つの繊維複合材料構成部品間の公差補償のための方法
本発明は、航空機用の2つの繊維複合材料構成部品(1、3)間の公差補償のための方法に関する。
結合される2つの繊維複合材料構成部品間の公差を簡単化された形で補償するために、本発明による方法は、
a)組立面(2)が公差偏差を有することができる、第1の繊維複合材料構成部品(1)を製造するステップと、
b)組立面(2)の面形状から成形用インサート(7)を製造するステップと、
c)第2の繊維複合材料構成部品(3)の接触面(9)の面形状が、組立面(2)の面形状と実質的に一致する、第2の繊維複合材料構成部品(3)を成形用インサート(7)によって製造するステップと、
d)組立面(2)および接触面(9)の領域中で第1の繊維複合材料構成部品(1)を第2の繊維複合材料構成部品(3)に結合するステップとを含む。
 (もっと読む)
(もっと読む)
1 - 20 / 36
[ Back to top ]