
Fターム[4F213WA08]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | 熱成形 (100)
Fターム[4F213WA08]に分類される特許
1 - 20 / 100
積層パネル
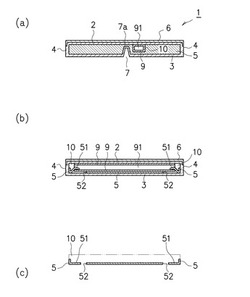
【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
樹脂製熱伝達ユニットの製造方法

【課題】効率的な熱交換を維持しつつ、効率的な製造を可能とする樹脂製熱伝達ユニットの製造方法の提供。
【解決手段】放熱用あるいは受熱用流体の内部流路を有する平板状の樹脂製熱伝達ユニットの製造方法であって、互いのキャビティを対向させて配置され、型締め位置と開放位置との間で相対移動可能な一対の分割金型32A、32Bを準備する段階と、表面に内部流路の一部を形成すべき溶融状態の熱可塑性樹脂製シートP1と、伝熱板を構成する熱可塑性樹脂製シートP2とを互いに間隔を隔てて、開放位置の分割金型の間に配置する段階と、熱可塑性樹脂製シートP1と金型32Aとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引して、内部流路と相補形状の第1凹溝を形成する段階と、前記一対の分割金型を型締め位置まで移動させて面溶着し、該第1凹溝を閉鎖することにより内部流路を形成する段階とを有する。
(もっと読む)
中空構造板の製造方法
【課題】しわの発生を抑制することができ、安定して連続生産することが可能なシングルコーン型中空構造板の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂シート20に中空錐台状の凸部2aを、所定の間隔を空けて複数形成した後、各凸部2aの先端部に第2の熱可塑性樹脂シート30を熱融着して、シングルコーン成形シート2の凸部2aの先端部に、中間シート3が熱融着された中間体4を得る。その後、中間体4の表面及び裏面に、中間シート3と共に表面材7を構成する表面材シート5と、それ自体が表面材8として機能する表面材シート6を熱融着して、中空構造板1とする。
(もっと読む)
表皮材の製造方法、及び車両用内装材の製造方法
【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
レンチキュラーシート及びレンチキュラーシートの製造方法
【課題】高い視覚効果を有するレンチキュラーシートを提供すること。
【解決手段】その表面から一部が突出する突出部12を有する基材21と、基材21の一方の主面に設けられたレンチキュラーレンズ22と、基材21の他方の主面に設けられ、レンチキュラーレンズ22を介して視認することで立体視又は可変視が可能な画像13を有する印刷層23と、を備える構成とする。
(もっと読む)
チューブ及びチューブの製造方法
【課題】成形型の作成費を抑制し製造コストを低減できるチューブ及びチューブの製造方法を得る。
【解決手段】第1チューブ10は長手軸心が三次元的に湾曲した形状となっており、長手方向の中間部が取付部22、24が一体成形された共通チューブ12となっている。また、第1チューブ10における長手方向の一方の端部は専用チューブ14となっており、第1チューブ10における長手方向の他方の端部は専用チューブ16となっている。一方、第2チューブも長手軸心は三次元的に湾曲した形状となっているが、第1チューブ10とは湾曲形状が異なっている。また、第2チューブは長手方向の中間部が共通チューブとなっており、この共通チューブが第1チューブ10の共通チューブ12と共通している。即ち、第1チューブ10の共通チューブ12と第2チューブの共通チューブとは同じチューブを使用している。
(もっと読む)
発泡ポリプロピレンの成形方法
【課題】真空熱成形(vacuum Thermoform)工程と組み合わせられた発泡ポリプロピレンの一次成形方法を提供する。
【解決手段】発泡ポリプロピレンの成形方法は、真空熱成形用シート上にスクリーン印刷を行うステップと、当該真空熱成形用シートに対し真空熱成形を行なって真空熱成形製品を得るステップ、及び発泡ポリプロピレンフォームと真空熱成形製品とを一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンの真空熱成形製品は、生産プロセスがより優れているだけでなく、耐衝撃性にも優れている。
(もっと読む)
液晶ポリマーを含有する押出シートから形成される複合ポリマー製品
【課題】少なくとも1種の充填剤および芳香族液晶ポリマーを含有する組成物から作製される成形された三次元製品を形成する方法を提供する。
【解決手段】一実施形態において、この方法には、押出工程によって、フィルム、シートまたはチューブなどの基材を形成する工程が含まれる。基材が一旦形成されると、次いで前記基材を加熱し、成形工程に供給する。この成形工程は、熱形成工程またはブロー成形工程を含み得る。かかる三次元製品を形成するために、前記芳香族液晶ポリマーは、高い結晶化熱、高い溶融温度および/または高い溶融粘度を有する。
(もっと読む)
コルゲートチューブ製造方法及びコルゲートチューブ
【課題】より軽量なコルゲートチューブ及び該コルゲートチューブの製造方法を提供する。
【解決手段】(a)一方向に交互に連続する環状の大径部12及び小径部18と、大径部12の外周面から外周側に突出する中空状の中空突部16とを有する筒状部材を成形する工程と、(b)前記筒状部材から、中空突部16を切り落とす工程とを備えるコルゲートチューブの製造方法。環状の大径部と小径部とが延在方向に交互に連続して設けられた略筒状に形成され、前記大径部の外周部には、内外方向に貫通する孔部が形成されているコルゲートチューブ。
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
加飾シートの製造方法、加飾シート及びそれを用いてなる加飾成形品
【課題】高光沢及び低光沢のいずれの加飾シートにおいても、インサート成形、射出成形同時加飾等の3次元成形後も表面平滑性及び艶が保持され、意匠感が維持される加飾シートの製造方法を提供すること。
【解決手段】基材上に意匠層を形成する工程と、該意匠層表面を平滑面にする工程と、該意匠層の平滑面上に電離放射線硬化性樹脂組成物を積層する工程と、該電離放射線硬化性樹脂組成物を架橋硬化して表面保護層を形成する工程とを含む加飾シートの製造方法であって、さらに該加飾シートの裏面の十点平均粗さRzJISと基材の厚さTとが下記式(I)を満たし、かつ、算術平均粗さRaと基材の厚さTとが下記式(II)を満たすようにする粗面化処理工程を含むことを特徴とする加飾シートの製造方法である。
T×0.30>RzJIS (I)
T×0.20>Ra≧T×0.005 (II)
(もっと読む)
二重型チューブ容器及びその製造方法
【課題】容器の内部及び入口が分離板によって分割されたチューブの内容物の排出のための加圧力を低くし、製作時に接着剤を不要にし、製造工程を簡素化し、製造材料を節減して製造コストを節減する二重型チューブ容器及びその製造方法。
【解決手段】円筒状の容器本体11とネック部12とからなるチューブ容器であって、容器本体11を2領域に区画する本体分離板と;ネック部12を2領域に区画するネック分離板15と;を含んでなる。このチューブ容器の製造方法は、原材シートを切断する工程と;原材シートの中央部を断面S字形の本体分離板に成形する工程と;円筒状の容器本体11を形成する工程と;下部金型を嵌合する工程と;ネック部12、ネック分離板15、容器本体11及び本体分離板を一体型に成形する射出成形工程と;前記金型から成形されたチューブを取り出す工程と;溶融加圧成形して接合する工程と;を含んでなる。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
アクリル樹脂成形品の成形方法
【課題】大型のアクリル樹脂成形品であっても、樹脂型による常温成形が可能となって温度制御が容易となり成形が容易となるばかりか、大きな設備を必要としないことから設備コスト・製品コストも抑えられるアクリル樹脂成形品の成形方法を提供する。
【解決手段】アクリル樹脂板P1を用いて表面1aが成形しようとする成形品の表面と同じ形状をなす表側成形板1を成形する工程と、アクリル樹脂板P2を用いて裏面2bが成形しようとする成形品の裏面と同じ形状をなす裏側成形板2を成形する工程と、雄型G1内と雌型G2内にそれぞれ表側成形板1と裏側成形板2を配置し、雄型G1及び雌型G2を合致させ互いに合わさる表側成形板1と裏側成形板2とにより囲まれるように形成される隙間4にアクリル樹脂を注入し、これらを重合し一体化させる工程と、を備えてなる。
(もっと読む)
パーカッション楽器を製造するための方法
【課題】ポリ塩化ビニルの材料で製造されることができるパーカッション楽器を提供する。
【解決手段】パーカッション楽器を製造する方法は、第1の直径を有する第1の部材12を液体中に入れる工程を有する。第1の部材12は、第1の端部と第2の端部とを有する。この方法は、また、液体38を加熱する工程と、第1の部材12の第1の端部を第2の直径に延伸する工程とを有している。延伸された第1の端部を冷却する工程と、第1の端部に皮膜を装着する工程とを有する。
(もっと読む)
三次元成形加飾フィルム及びその製造方法並びにそれを用いた加飾成形品及びその製造方法
【課題】加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる加飾フィルムであって、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂を含有し、かつ保護層が架橋硬化されていても加飾樹脂成形品に良好に転写されると共に、装飾層の転移性を悪化させずに、装飾層と保護層との耐候密着性が良好な加飾フィルムを提供する。
【解決手段】基材11上に、離型層12、保護層13、プライマー層14、及び装飾層15をこの順で積層してなる、射出成形同時転写用の三次元成形加飾フィルム10であって、前記保護層13が、重合性(メタ)アクリレートオリゴマーを含む電離放射線硬化性樹脂組成物の硬化物からなり、かつ前記プライマー層14が、2液硬化型であり、そのガラス転移温度Tgが65℃以上であることを特徴とする三次元成形加飾フィルムである。
(もっと読む)
複合曲率を持つ立体視アイウェア
【解決手段】 複合曲率を持つ立体視アイウェアを用いて3次元コンテンツを見るとしてよい。当該アイウェアの製造は、第1の材料を熱成形する段階と、第2の材料を熱成形する段階とを実行することによって行われるとしてよい。第1の材料および第2の材料は、熱成形の前の時点において、巻いた状態であるとしてよく、第1の層は偏光子材料であるとしてよく、第2の層は位相差板材料であるとしてよい。第1の材料および第2の材料はそれぞれ、最適化された熱成形条件を利用して熱成形されるとしてよい。また、2つの熱成形ラインは、巻いた状態の第1の材料の曲面形状が、巻いた状態の第2の材料の曲面形状と略同期するように、タイミングを調整するとしてよい。これによって、巻いた状態の第1の材料および第2の材料それぞれの曲面形状を接合するとしてよい。 (もっと読む)
放射線硬化性複合シート又はフィルム
【課題】容易に加工されかつ成形品の被覆のために極めて簡単な方法で使用することができる放射線硬化性複合層シート又はフィルムを提供する
【解決手段】少なくとも1つの支持層及び被覆層からなる放射線硬化性複合シート又はフィルムに関し、該放射線硬化性複合シート又はフィルムは、被覆層が、40℃を上回るガラス転移温度を有する結合剤を含有する放射線硬化性材料からなる放射線硬化性複合シート又はフィルムによって解決される
(もっと読む)
3次元形状形成装置
【課題】小数のアクチュエータで、高速に3次元形状を形成する装置を得ること。
【解決手段】互いに平行に並べられた多数のピンをそれぞれ軸方向にスライドさせることによって3次元形状を形成する3次元形状形成装置において、多数のピンに対して同時にスライド方向の力を加えるピン駆動手段と、複数のピンの動きを同時に制動する制動手段を複数の系統備え、1本のピンに対して2系統以上の制動手段を作用させ、作用する全ての系統の制動手段がオフであるピンのみスライドする様にした。
(もっと読む)
繊維強化樹脂製歯車の製造方法
【課題】成形時間や機械加工時間の短縮によって、良好な生産性が確保できると共に、全ての歯部に均等、最適配置、かつ高繊維体積率で連続繊維を配向させることによって、歯部の強度、耐摩耗性、及び品質安定性に優れる繊維強化樹脂製歯車の製造方法を提供する。
【解決手段】連続繊維3に熱可塑性樹脂4を含浸させた帯状のプリプレグ9を、プリプレグ9の帯状に長く延びる方向の切断面の形状が直線歯形8となるように成形して帯状半成形品13を得る。その後、帯状半成形品13を、帯状半成形品13の歯部8a同士が複数回重なるように丸めて筒状半成形品14を得る。その後、筒状半成形品14の外面の凹凸形状と、射出成形型15の内面の凹凸形状とが噛み合うように、筒状半成形品14を射出成形型15の型内空間に挿入する。その後、筒状半成形品14よりも内側の型内空間に、短繊維強化熱可塑性樹脂からなる二次材料16を溶融状態で加圧充填することによって、筒状半成形品14を射出成形型15の内面に押し付ける。
(もっと読む)
1 - 20 / 100
[ Back to top ]