
Fターム[4F213WA07]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | ブロー成形 (53)
Fターム[4F213WA07]に分類される特許
1 - 20 / 53
積層パネル
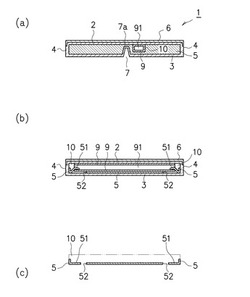
【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】高品位な電子写真用シームレスベルトを効率よく製造することができる方法の提供。
【解決手段】熱可塑性樹脂組成物を含む基層と表面層とを有している電子写真用シームレスベルトの製造方法であって、(1)熱可塑性樹脂を含む、試験管形状のプリフォームの外表面にガラス転移温度を有するエネルギー硬化性の被膜を形成し、次いで、該プリフォームをブロー成型してブローボトルを得る工程と、(2)該ブローボトルにエネルギー線を照射して該被膜を硬化させて表面層を形成する工程と、(3)工程(2)によって得た表面層を有するブローボトルからシームレスベルトを切り出す工程とを有する。
(もっと読む)
シームレスベルトの製造方法及び製造装置

【課題】樹脂組成物の酸化劣化を抑え、高品位なシームレスベルトを低コストで製造できる方法を提供する。
【解決手段】熱可塑性樹脂を含む樹脂組成物の熔融体を有する環状流路に樹脂組成物からなるペレットを投入し、押圧面が樹脂組成物の融点未満に温調されたピストンで、投入されたペレットを押圧面が熔融体と接するまで押圧し加圧熔融させる工程と、環状ダイから熔融体を放射方向に吐出させる工程と、吐出された熔融体を密着手段により筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程と、筒状金型及び密着手段と、環状ダイとを軸方向に相対移動させ筒状金型の内壁面に熔融体を塗布し筒状の層を形成する工程と、密着手段と筒状の層と環状ダイとで形成される空間内に気体を充填し、筒状の層を筒状金型の内壁面に密着させる工程と、筒状の層を固化させる工程とを含むシームレスベルトの製造方法。
(もっと読む)
コルゲートチューブ製造方法及びコルゲートチューブ
【課題】より軽量なコルゲートチューブ及び該コルゲートチューブの製造方法を提供する。
【解決手段】(a)一方向に交互に連続する環状の大径部12及び小径部18と、大径部12の外周面から外周側に突出する中空状の中空突部16とを有する筒状部材を成形する工程と、(b)前記筒状部材から、中空突部16を切り落とす工程とを備えるコルゲートチューブの製造方法。環状の大径部と小径部とが延在方向に交互に連続して設けられた略筒状に形成され、前記大径部の外周部には、内外方向に貫通する孔部が形成されているコルゲートチューブ。
(もっと読む)
液晶ポリマーを含有する押出シートから形成される複合ポリマー製品
【課題】少なくとも1種の充填剤および芳香族液晶ポリマーを含有する組成物から作製される成形された三次元製品を形成する方法を提供する。
【解決手段】一実施形態において、この方法には、押出工程によって、フィルム、シートまたはチューブなどの基材を形成する工程が含まれる。基材が一旦形成されると、次いで前記基材を加熱し、成形工程に供給する。この成形工程は、熱形成工程またはブロー成形工程を含み得る。かかる三次元製品を形成するために、前記芳香族液晶ポリマーは、高い結晶化熱、高い溶融温度および/または高い溶融粘度を有する。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
インナーリブを備えた樹脂積層板の製造方法
【課題】インナーリブを備えた樹脂積層板の提供。
【解決手段】スライドコア300を設けた一対の金型の間に、熱可塑性樹脂製シートP1、P2を位置決めする段階と、熱可塑性樹脂製シートP1と一方の金型のキャビティとの間に密閉空間を形成する段階と、密閉空間を吸引しつつ、他方の金型に向かってスライドコア300を突出させることにより、熱可塑性樹脂製シートP1を賦形するとともに、シートの一部を他方の金型に向かってU字状に突き出す段階と、熱可塑性樹脂製シートを他方の熱可塑性樹脂製シートに溶着させる段階と、熱可塑性樹脂製シートの周縁同士を溶着して、2枚の熱可塑性樹脂製シートの内部に密閉部280を形成する段階と、スライドコア300を引っ込めることにより、U字状に突き出された熱可塑性樹脂製シートの内面同士を互いに対向させる段階と、対向内面同士を溶着させて、インナーリブを形成する段階とを有する樹脂積層板の製造方法。
(もっと読む)
気泡パック製造機
【課題】同調して空気吹き込み、空気封じと気泡成型を行うことができる気泡パック製造機の提供。
【解決手段】上下相対する位置をもって機台10に組み付けられる二つのフィードローラを備え、それにはそれぞれフィルムロール23,24が取り付けられ、その二つのフィルムロールはそれぞれ一枚のプラスチックフィルム231,241を提供して機台の前端へ延伸し、二つのロール成型ローラ33,73を通す前、空気吹き込み装置40を通じて二枚のプラスチックフィルムの間に圧力空気があるようになり、二つのロール成型ローラを通す時点で、二つのロール成型ローラ表面の凹溝と電熱線により、二枚のプラスチックフィルムの間に幾何形状の膨らんだ気泡が形成される。
(もっと読む)
消火器用容器及び消火器
【課題】軽量であり、耐圧性及び耐衝撃性に優れる消火器用容器及びそれを用いた消火器を提供すること。
【解決手段】本発明は、消火器に用いられる消火器用容器10において、非晶性樹脂からなる本体部1と、該本体部1の外周を被覆するシュリンクラベル2と、を備える消火器用容器10である。
(もっと読む)
ベルトの製造方法
【課題】延び難く周長の変化が少ないベルトの製造方法を提供する。
【解決手段】ベルトの製造方法が、結晶性熱可塑樹脂で形成された繋ぎ目の無いシームレス状の基体を、周方向にテンションが加わるように張架した状態で、式(1)に示す熱処理温度(Te1)で保持する熱処理工程を有する。
Tg≦Te1≦Ts (1)
(Tg:熱可塑性樹脂のガラス転移点、Te1:熱処理温度、Ts:熱可塑性樹脂の軟化点)
(もっと読む)
中空構造体形成用基板及び中空構造体
【課題】面積が大きく均一な中空構造体を作製することのできる中空構造体形成用基板を提供すること。
【解決手段】複数の凹部2からなるガス貯留空間部3を備えた基板1の表面に可塑性材料膜(G)を形成し、ガス貯留空間部3に閉じこめられたガスの膨張圧力により可塑性材料膜を延伸変形させて中空構造体5を作製するための中空構造体形成用基板であって、基板1の端部に平坦部4を備え、該平坦部4以外の基板1表面にガス貯留空間部3を配置した。
(もっと読む)
管継手及び管継手の製造方法,並びに管継手製造用の射出成形金型
【課題】内部に形成された連通路が曲折部乃至は合流部を備えた管継手において,前記曲折部乃至は合流部において前記連通路に内向きに突出する内側コーナー部を弧状に形成する。
【解決手段】管継手1を,管継手1の内部形状を成す内筒体2と,この内筒体2の外周に一体的に形成された外包体3によって形成する。前記内筒体2は,これをブロー成形によって前記連通路10に内向きに突出する内側コーナー部11が弧状となるように製造する。そして,この内筒体2に形成された流路10内にコアピン301a〜301cを挿入して射出成形金型のキャビティ23内に配置し,前記弧状に形成された内側コーナー部11を除き前記内筒体2を溶融温度に加熱した状態で前記キャビティ23内に外包体3と成る溶融樹脂を注入する。
(もっと読む)
電子写真用シームレスベルトの製造方法及び画像形成装置
【課題】転写ムラがなく、走行安定性が高く、巻き癖画像のない耐久性の高い電子写真用シームレスベルトの製造方法を提供すること。
【解決手段】(1)熱可塑性樹脂混合物を射出しプリフォームの成形工程、
(2)プリフォームを熱可塑性樹脂混合物の熱可塑性樹脂のTg以上に加熱工程、
(3)該熱可塑性樹脂のTg未満の円筒状金型(c)内で、ブローしボトル状成形物(d)を成形する延伸ブロー工程、
(4)ブロー成形されたボトル状成形物(d)を該熱可塑性樹脂のTg未満の円筒状金型(e)内に挿入工程、
(5)挿入したボトル状成形物(d)を大気圧以上に加圧工程、
(6)円筒状金型(e)を該熱可塑性樹脂のTg以上に加熱工程、
(7)円筒状金型(e)を該熱可塑性樹脂のTg以下に冷却工程、
(8)円筒状金型(e)からボトル状成形物(d)を取り出し、切断し、シームレスベルト状とする工程、
を有する電子写真用シームレスベルトの製造方法。
(もっと読む)
ソケットの製造方法
【課題】ソケットの所定の壁厚さに対する層の厚さと相対位置が、層の機能に関係なく、かなりの程度自由に選択できる方法を提供する。
【解決手段】流体管と熱可塑性合成材料から作られるコンテナ1を結合するソケットを製造する方法において、第1の材料構成6が第2の材料構成7より薄く、及び第1及び第2の材料構成6、7が両方とも、少なくとも大部分が熱可塑性材料で作られ及び溶融接合部を形成するために互いに融合し、第1の材料構成6が押し出し成形又は射出成形により平面のフィルム又はプレート又はホースに成形される。フィルム又はプレートは深絞りされ、又はホースは吹き込み成形されてソケットの外形を伴う第1のプレフォームに成形される。第2の材料構成7は射出成形、共射出成形又はモノサンドイッチ成形によりソケットの外形の第1のプレフォームの1つの側面上に印加される。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂からなる中空のブロー成形体の内部に発泡樹脂が充填され、外観性、軽量性、剛性に優れた樹脂成形品を成形型内での樹脂成形品の冷却遅延を抑制して効率よく生産する。
【解決手段】パリソンPを成形型20で挟んでブロー成形を行い中空のブロー成形体を形成するブロー成形手段、ブロー成形体を成形型20内に残した状態で溶融発泡性樹脂をブロー成形体内に射出する射出手段、発泡性樹脂の射出後、成形型20を所定量開きつつ発泡性樹脂を発泡させることによりブロー成形体の膨張と並行してブロー成形体内に発泡性樹脂を充填させる充填手段、及び、ブロー成形体の形成動作の終了時から成形型20の所定量の開き動作の終了時までの間に成形型20の開き動作により膨張するブロー成形体の延伸部分を除く非延伸部分を延伸部分と比べてより冷却する冷却手段を備える。
(もっと読む)
射出インサート成形品
【課題】 簡単な構成で、外面にウエルドラインやフローマークが露出しない、立体感に富んだ射出インサート成形品を提供する。
【解決手段】 ブロー成形により形成した外形部1と、該外形部1がセットされた射出成形金型2内に溶融合成樹脂を射出して外形部と射出樹脂よりなる芯材部3とを一体化して射出インサート成形品4が形成してある。
(もっと読む)
圧力容器および圧力容器の製造方法
【課題】圧力容器の耐久性を向上させる。
【解決手段】ライナ10と、ライナ10の外周部分を被覆する繊維強化樹脂層12と、を備え、ライナ10と、繊維強化樹脂層12との境界部分に、複数の樹脂溜り部18を有する。かかる圧力容器100は、面一形状の外側表面に複数の窪みを有するライナ10を作製し、FW法により製造することが可能であり、繊維強化樹脂層12の内側部分におけるVfの上昇を抑える。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂でなる表層部で覆われた内部の発泡樹脂の発泡の程度を高め、また一次中空成形体で構成される前記表層部の部分的な剛性低下を回避して、外観性、軽量性、剛性に優れた樹脂成形品の提供を課題とする。
【解決手段】樹脂成形品の成形方法は、ソリッド樹脂でパリソンを成形する工程と、成形したパリソンを成形型で挟み内部に気体を吹き込んで所定形状に賦形する工程と、得られた中空成形体を成形型内に残した状態で溶融状態の発泡性樹脂を中空成形体内に射出する工程と、射出後、成形型を所定量開きつつ発泡性樹脂を発泡させて該樹脂を中空成形体内に充填する工程と、前記工程において成形型を所定量開いたことにより中空成形体が延伸された部分Xの表面に、得られた樹脂成形品Aの内部側に没入する凹部Yを形成する工程とを含む。
(もっと読む)
表皮付ポリプロピレン系樹脂発泡成形体
【課題】表皮材の肉厚が薄く軽量性、機械的物性、表皮材と発泡粒子成形体との融着性および発泡粒子同士の融着性に優れた表皮付ポリプロピレン系樹脂発泡粒子成形体。
【解決手段】表皮付ポリプロピレン系樹脂発泡粒子成形体ブロー成形により得られた中空成形体10内にポリプロピレン系樹脂発泡粒子成形体20が位置してなる表皮付ポリプロピレン系樹脂発泡成形体であって、該表皮を形成している樹脂が、熱流束示差走査熱量測定における80〜140℃の部分融解熱量が15J/g以上、かつ部分融解熱量と全融解熱量との比が0.2以上であるポリプロピレン系樹脂であり、該表皮の厚みが0.3〜3.5mm、該発泡粒子成形体の見かけ密度が0.015〜0.15g/cm3であり、表皮の厚みが0.5〜3.5mmで、発泡粒子成形体の密度が0.02〜0.1g/cm3であることを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部を移動して前記ブロー成形体を膨張させた後に、前記成形型のキャビティの容積を縮小させるように前記成形型の前記コア部を所定量移動し、前記ブロー成形体を圧縮させることを特徴とする。
(もっと読む)
1 - 20 / 53
[ Back to top ]