
Fターム[4F213WA05]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | 射出成形 (211)
Fターム[4F213WA05]に分類される特許
1 - 20 / 211
樹脂成形品製造方法及びフィルム
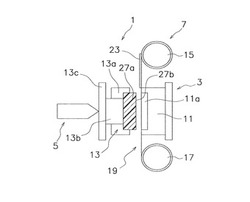
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
インモールドラベル容器およびその製造方法

【課題】とりわけ底部のガスバリア性に優れたインモールドラベル容器を提供する。
【解決手段】インモールドラベル容器10は、胴部11と底部12とを備えている。胴部11はラベル5と、ラベル5上の射出樹脂層8とを有している。底部12は射出樹脂層8と、射出樹脂層8上に親水性処理層12Aを介して形成されたガスバリアコート層12Bとを有している。
(もっと読む)
包装容器の製造法
【課題】容器内容物を外部から保護す酸素バリア性を有し、低コストで製造できる包装容器の製造法を提供する。
【解決手段】注出口栓は、液体用紙容器の注出孔に設けられた注出筒5及び、注出筒と一体化して注出孔外周辺の容器壁と接合する基部6を有するスパウト10と、スパウトを封止するように内蔵された破断可能なプルタブ8とからなる注出口栓であって、注出孔を容器内側から覆い、基部6及びプルタブ8に亘って射出成形により一体成形されたガスバリアフィルム13を有する。
(もっと読む)
キャップ付チューブ容器及びその製造方法
【課題】チューブノズル部の側面から侵入する湿気によって吐出口近傍及び径小吐出通路近傍において発生する湿気硬化型組成物の硬化を極力回避することができるようにしたキャップ付チューブ容器及びその製造方法を提供する。
【解決手段】チューブ胴部とチューブノズル部とからなるチューブ容器及びキャップを含むキャップ付チューブ容器であって、前記チューブノズル部が、内部に該チューブ胴部と連通する径大吐出通路を形成した径大接合部と、該径大接合部に連設されかつ内部に該径大吐出通路と連通する径中吐出通路を形成した径中接合部と、該径中接合部に連設されかつ内部に該径中吐出通路と連通する径小吐出通路を形成しその先端を吐出口としたノズル本体とからなり、前記キャップが、キャップ本体と、該キャップ本体の上壁内面に垂設されかつ該径大吐出通路に達する長さを有するヒートンとを具備するようにした。
(もっと読む)
皮膜を有する熱可塑性炭素繊維複合材料の製造方法
【課題】皮膜を有する熱可塑性炭素繊維複合材料を得る。
【解決手段】1)表面温度が120℃以上180℃以下である金型を用いて、熱可塑性炭素繊維複合材料からなる成形品を得る工程と、2)得られた成形品の表面に皮膜を形成する皮膜形成工程とを含む、皮膜を有する熱可塑性炭素繊維複合材料の製造方法であって、2)の皮膜形成工程において、140℃における半減期が1秒以上2000秒以下である開始剤を添加したインモールドコート用塗料を金型内に注入して硬化させる。
(もっと読む)
ゴムクローラの製造方法
【課題】ゴムクローラにバリが発生するのを抑制し、ゴムクローラの生産性を向上させる。
【解決手段】外型3と内型10の間に空間を形成する。内型10は、外周に環状のゴムクローラの成型部を備える。外型3は、内型10の周方向の一部に組み合わされる。外型3と内型10の間の空間に未加硫ゴムを射出して、未加硫ゴムクローラ90の一部を成型する。空間の形成と未加硫ゴムの射出を内型10の全周で繰り返して、未加硫ゴムクローラ90を成型する。内型10と未加硫ゴムクローラ90を加硫缶に入れて、未加硫ゴムクローラ90を加硫する。
(もっと読む)
プラスチック光学部材及びその製造方法
【課題】 デジタルカメラや複写機等の光学機器のコンパクト化に伴い、搭載される光学部材の小型化が求められている。しかし従来技術では、芯レンズの外径より大きなキャビティ空間を設け、そこに被覆プラスチックが芯レンズの表裏光学面に同時に流入する手法が取られている為、光学部材の小型化が阻害される要因となってしまう。
【解決手段】 芯レンズに被覆のための溶解プラスチックが分岐流動する凹形状部を設け、当該凹形状部を介して被覆プラスチックを芯レンズの表裏面に同時に流入させる。
(もっと読む)
レンズの製造方法
【課題】レンズの製造方法において、精度の高いレンズの作製と製造コストの低減とを可能にする。
【解決手段】本発明に係る製造方法は、ランナー50を介して複数のレンズ中間体51が互いに連結された構造物から、成型ユニットを用いてレンズを製造する方法である。ここで、成型ユニットにおいては、同軸配置された第1開口部31及び第2開口部32と、成型室33とが、保持部3に形成されており、第1開口部31及び第2開口部32にそれぞれ第1成形型1及び第2成形型2が挿入されている。又、保持部3には、成型室33へのレンズ中間体51の導入を可能にする通路35が形成されている。そして、本発明に係る製造方法においては、前記構造物を操作して、レンズ中間体51及びランナー50を通路53に沿って移動させることにより、レンズ中間体51を成型室33内の所定位置Qへ導く。その後、レンズ中間体51に対してプレス圧力を加えて成型する。
(もっと読む)
樹脂製品の製造システム
【課題】樹脂製品がより低コストに且つ効率的に製造可能な製造システムを提供する。
【解決手段】基材を成形する成形装置10a,10bと、そこから基材を取り出す基材取出し装置36、32と、基材の表面に金属薄膜を形成して、中間製品を得る金属薄膜形成装置12と、そこに基材を搬入する基材搬入装置152と、金属薄膜形成装置12から中間製品を取り出す中間製品取出し装置152と、中間製品に塗膜を形成して、樹脂成形品を得る塗膜形成装置14と、そこに中間製品を搬入する中間製品搬入装置239と、基材を移送する第一及び第二の移送装置16と、基材取出し装置36,32の作動を制御する第一の制御装置44と、中間製品取出し装置152及び金属薄膜形成装置12の作動を制御する第二の制御装置204と搬入装置239の作動を制御する第三の制御装置254とを含んで構成した。
(もっと読む)
対物レンズの製造方法
【課題】従来の成形方法では、微細な回折構造を有する対物レンズを安定して成形することができなかった。
【解決手段】青色レーザを用いた光ピックアップ装置に搭載され、表面に微細構造を有する対物レンズの製造方法であって、二酸化炭素の含浸率が0.5〜1.5wt%の樹脂材料を射出成形装置に供給する供給工程と、前記供給された樹脂材料を金型内に射出し、レンズ形状に成形する成形工程と、を備える。このような構成により、微細構造を有する対物レンズを安定して成形することができる。
(もっと読む)
ブレーキアセンブリのための断熱部品
【課題】油圧操作又は電動油圧操作のブレーキアセンブリのための断熱板を提供する
【解決手段】ブレーキアセンブリは二つの断熱部品も備え、該断熱部品は、平面の、又は、特定のニーズに応じて他のいかなる有効な形態も取り得る板状の形態をしており、そのそれぞれは、各パッドと前記パッドをディスクに押しつける油圧ピストンとの間に挿入される。本発明は、樹脂と基板の組み合わせに由来する単一層の形態を取ることを特徴とする。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
二つの物体を連結するための方法およびこの方法を使用したパネル
【課題】2つの物体を連結するための改良された方法を提供すること。
【解決手段】2つの物体を連結するための方法は、物体の少なくとも一方に対して、固まったときにフレキシブルなものとなるタイプの所定量の接着剤を塗布するステップと、その後、物体の他方を所定量の接着剤と接触するようもたらすステップとを含み、接着剤の塗布の前に、所定量の接着剤が塗布される物体から延在しかつ物体に取り付けられかつ完成された所定量の接着剤の高さよりも小さな高さを備える硬化手段を提供する付加的なステップを含み、付加的なステップの後に、所定量の接着剤が硬化手段の周囲に塗布される。
(もっと読む)
車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法、及び樹脂製ドアハンドル外観部品
【課題】 ドアハンドルを構成する樹脂製ドアハンドル外観部品に、劣化や剥離のしにくい金属調加飾を施すための製造方法、及び樹脂製ドアハンドル外観部品の提供である。
【解決手段】 樹脂を射出成形してなる透光性のカバー体3(ドアハンドル外観部品)の外観面の裏面にエッチング加工を施し、この表面に微細な凹凸を形成する。次に、この表面に金属蒸着膜18を形成する。エッチングにより、カバー体3の裏面が改質され、金属蒸着膜18との密着性が良好になっていて、ベース塗装が不要である。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
繊維含有樹脂成形体
【課題】 従来、金属(鉄やアルミ等)で構成されていた大物部品に繊維強化樹脂、高剛性な繊維強化樹脂を採用することで軽量化し、摺動部と他部材を一体に成形することで低コスト化した繊維含有樹脂成形体を提供する。
【解決手段】 本発明の繊維含有樹脂成形体1は、摺動部20が一体成形され、摺動部20の摺動面21は、摺接部材が摺動する摺動方向に沿って凹凸形状となっており、繊維30が摺動方向と略平行に配向されている構成となっている。
(もっと読む)
二重型チューブ容器及びその製造方法
【課題】容器の内部及び入口が分離板によって分割されたチューブの内容物の排出のための加圧力を低くし、製作時に接着剤を不要にし、製造工程を簡素化し、製造材料を節減して製造コストを節減する二重型チューブ容器及びその製造方法。
【解決手段】円筒状の容器本体11とネック部12とからなるチューブ容器であって、容器本体11を2領域に区画する本体分離板と;ネック部12を2領域に区画するネック分離板15と;を含んでなる。このチューブ容器の製造方法は、原材シートを切断する工程と;原材シートの中央部を断面S字形の本体分離板に成形する工程と;円筒状の容器本体11を形成する工程と;下部金型を嵌合する工程と;ネック部12、ネック分離板15、容器本体11及び本体分離板を一体型に成形する射出成形工程と;前記金型から成形されたチューブを取り出す工程と;溶融加圧成形して接合する工程と;を含んでなる。
(もっと読む)
三次元成形加飾フィルム及びその製造方法並びにそれを用いた加飾成形品及びその製造方法
【課題】加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる加飾フィルムであって、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂を含有し、かつ保護層が架橋硬化されていても加飾樹脂成形品に良好に転写されると共に、装飾層の転移性を悪化させずに、装飾層と保護層との耐候密着性が良好な加飾フィルムを提供する。
【解決手段】基材11上に、離型層12、保護層13、プライマー層14、及び装飾層15をこの順で積層してなる、射出成形同時転写用の三次元成形加飾フィルム10であって、前記保護層13が、重合性(メタ)アクリレートオリゴマーを含む電離放射線硬化性樹脂組成物の硬化物からなり、かつ前記プライマー層14が、2液硬化型であり、そのガラス転移温度Tgが65℃以上であることを特徴とする三次元成形加飾フィルムである。
(もっと読む)
インサート成形品及びインサート成形品の製造方法
【課題】 金属材料の種類を問わずトリアジンジチオール誘導体の皮膜層の形成処理のみで樹脂材料との接合強度を向上させることができるようにし、製造効率の向上を図る。
【解決手段】 トリアジンジチオール誘導体の被膜層Fを表面に形成した金属材料Mに、樹脂材料Rをインサート成形により接合させたインサート成形品Sにおいて、金属材料Mが金属射出成形法で製造された焼結体である構成としている。金属射出成形法は、所謂「MIM(Metal Injection Molding)」法といわれ、金属粉末に樹脂やワックスなどの流動性を持たせる結合材を添加し、加熱・混練して可塑性を持たせ、プラスチックと同様に射出成形し、その後、脱脂し、焼結して所望の焼結体を得るという方法である。
(もっと読む)
定着部材およびその製造方法
【課題】搬送されるシートに圧接されて上記シートに画像を定着させる定着部材を作製する定着部材の製造方法であって、定着部材のゴム層から超微粒子が発生するのを抑制できるものを提供すること。
【解決手段】円筒状または環状の基材の外周面に、1次加硫としての射出成形によってゴム層を形成する(S1)。ゴム層にシートが圧接される領域の寸法を確保するための弾性をもたせるように、ゴム層に対する2次加硫を行う(S2)。その後、ゴム層の外周面に、シートの剥離を助けるための表層を設ける(S3,S4)。
(もっと読む)
1 - 20 / 211
[ Back to top ]