
Fターム[4F213WA41]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | 成形方法が不特定 (170)
Fターム[4F213WA41]に分類される特許
161 - 170 / 170
マイクロレンズおよびその製造方法

【課題】 作製が容易で、作製精度および位置精度の高いマイクロレンズ、およびその製造方法を提供する。
【解決手段】 低階調のグレースケールマスク3を用いて感光性樹脂2を露光し、頂上部に平坦部をもつ感光性樹脂層2aを形成する。その後、熱硬化樹脂5をスプレーコーティングし、加熱する。表面張力の効果により、頂上部において、熱硬化樹脂5は中央部が盛り上がって球面状に硬化し、球面状のマイクロレンズ10が形成される。低階調のグレースケールマスクを用いてマイクロレンズ10を形成できるので、マイクロレンズ作製コストを低減できる。
(もっと読む)
円筒状ゴム成形体の製造方法

【課題】外径によらず同じ製造装置を使用して低コストで補強コード層が形成でき、しかも異径部を有する成形体において大径部ではコード間隔が広く、小径部においてはコード間隔が狭い補強コード層が形成された円筒状ゴム成形体の製造方法を提供する。
【解決手段】内側ゴム層を形成する第1未加硫ゴム組成物を積層する第1未加硫ゴム層形成工程、トッピングコードのベルトを端部において折り返し部を形成しつつらせん状に少なくとも2層を、バイアス構造の補強コード層を構成するように供給する補強コード層形成工程、外側ゴム層形成用の第2未加硫ゴム層形成工程、及び加硫工程を有し、補強コード層形成工程は、コード間隔調整装置を使用し、大径部においてはコード間隔が広い状態でベルトを供給し、小径部においてはコード間隔が狭い状態で供給する工程である円筒状ゴム成形体の製造方法とする。
(もっと読む)
蛇腹ゴムホースの製造方法及び蛇腹ゴムホース
【課題】樹脂内管,その外側の中間ゴム層,耐圧性をもたせるための補強層及び外面ゴム層を有する蛇腹ゴムホースを連続的に製造することが可能であり、生産性が高くて製造コストも安価となし得る蛇腹ゴムホースの製造方法を提供する。
【解決手段】蛇腹ゴムホース10の製造方法を、樹脂内管16を予め蛇腹管に且つ連続した長尺管10Aに成形する工程と、その後に樹脂内管16を芯体としてその外周面に中間ゴム層18を蛇腹形状に連続被覆して長尺管10Bを成形する工程と、その後において長尺管10Bの外周面に補強糸を連続的に編組して蛇腹形状の補強層20を有する長尺管10Cを成形する工程と、その後において長尺管10Cの外周面に外面ゴム層22を連続形成して長尺管10Dを成形する工程と、これを連続加硫した後、個々の蛇腹ゴムホース10に自動切断する切断工程とを含むものとする。
(もっと読む)
高負荷用歯付ベルト及びその製造方法
【課題】歯部剛性の適正化と、歯布の耐摩耗性の向上とを図る。
【解決手段】歯部ゴム層2と歯布層3との間に接着性改善剤(N,N’−m−フェニレンジマレイミド)が添加された内側糊ゴム層5を、歯布層3の歯表面側に低摩擦剤(PTFE)が添加された外側糊ゴム層6をそれぞれ設ける。歯部ゴム層2と内側及び外側糊ゴム層5,6との糊ゴムは、水素化ニトリルゴムからなる第1のゴム成分と、水素化ニトリルゴムにメタクリル酸亜鉛を添加した第2のゴム成分(パーオキサイド架橋)とをブレンドしたものである。内側糊ゴム層5の糊ゴムは、外側糊ゴム層6のよりも第2のゴム成分の占める割合が大きい。
(もっと読む)
マイクロレンズアレイの製造方法
【課題】 開口部1aを適切に配置したフォトマスク1を用いることによって、マイクロレンズ2を高充填率で配置する。
【解決手段】 フォトマスク1として、形成するマイクロレンズ2の形状に対応する多角形状の開口部1aが、マイクロレンズ2の最密配置パターンに対応するパターンで配置されたものを用いる。より具体的には、フォトマスク1として、最密配置される多角形状(例えば正六角形状)のマイクロレンズ2を所定角度(中心角30度)だけ個々に回転させた形状で開口部1aが並ぶものを用いる。そして、そのフォトマスク1との間にギャップを設けてガラス基板上の光硬化性樹脂に光を照射する。これにより、そのフォトマスク1を用いて光硬化性樹脂に光を照射したときに、開口部1aの形状が所定角度(中心角−30度)だけ回転した形状のマイクロレンズ2がガラス基板上に形成される。
(もっと読む)
伝動ベルトの製造方法と伝動ベルト
【課題】 ベルト伝動面に短繊維を植毛して露出し、抜けにくくしてベルト走行時の騒音を軽減し、そしてベルト伸びを低減した伝動ベルトの製造方法と伝動ベルトを提供する。
【解決手段】ゴムスリーブ24を焼付け処理して得られた表面層23に短繊維26を植毛する工程、ゴムスリーブ24を可撓性ジャケット42を装着した内型41と、内周面にリブ型からなる型部45を刻印した外型46との間に配置する工程、可撓性ジャケット42を膨張させてゴムスリーブ24を型部45に密着するように予備成型体21を作製する工程、外型46から離脱した内型41の可撓性ジャケット42面に少なくとも心線を巻き付けた別のスリーブ25を作製する工程、上記内型41を外型45内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫する工程、そして脱型して型付部を形成したベルトスリーブ51を作製する工程らなる。
(もっと読む)
伝動ベルトの製造方法
【課題】 ベルト伝動面に短繊維を均一に付着して表面に露出することでベルト走行時の騒音を軽減し、製造工数を低減した伝動ベルトの製造方法を提供する。
【解決手段】 ベルト長手方向に沿って心線を埋設したゴム層と、該ゴム層に隣接してベルトの長手方向に延びるリブ部もしくはベルト長手方向に所定間隔で設けたコグ部からなる型付部を有する圧縮ゴム層とを積層した伝動ベルトの製造方法である。その方法は内型41の可撓性ジャケット面42に少なくとも心線48を巻き付け、その上に焼付け処理した表面層23に短繊維26を植毛した未加硫のゴムスリーブ24を積層してベルト成形体25に仕上げる工程と、上記内型41を、内周面に型部45を刻印した外型46との間に配置し、可撓性ジャケット42を膨張させて上記ベルト成形体25を外型の刻印した型部に密着して加硫したベルトスリーブ51を作製する工程からなる。
(もっと読む)
コンタクトレンズの製造方法
【課題】 同時に複数のロット又は在庫管理単位を処理するコンタクトレンズ生産ラインの制御を改善すること。
【解決手段】 コンタクトレンズの製造及び/又は包装のための少なくとも2つのロットの同時製造工程による生産ラインの制御方法であり、コンタクトレンズが連続して通る生産ラインの少なくとも一部を一連のセルに分割する工程と、前記セルのそれぞれについての情報をそれぞれが含む少なくとも3つのシフトレジスターを有する制御システムを供給する工程とを有する方法であって、(a)セルが空かうまっているべきかを表示するロケーションシフトレジスターと、(b)2進でないシフトレジスターであって、セルにあるべきコンタクトレンズについての製造データ及び/又は処方データを含むロットデータシフトレジスターと、(c)セル内の製品の状態を表示するコンディションシフトレジスターとを有し、レンズが1つのセルからその隣のセルへ下流へと生産ラインを通る間に前記シフトレジスターの全てに同時にインデックスをつける工程とを有する。
 (もっと読む)
(もっと読む)
ゴムクロ−ラ用スチールベルトの製法
本発明は、ゴムクロ−ラ用スチールベルトの製法に関し、無端状のゴムクロ−ラ中に埋設されるスチ−ルベルトの無端化の技術を提供する。本発明のスチールベルトを用いたゴムクロ−ラは、振動が比較的少なく高速走行も可能であるため、農業用機械、建設用機械のみならず、RV車等にも装着可能である。つまり、その利用範囲が極めて広いものとなる。
【解決手段】複数のドラムを軸方向を同一とし同一周上に並べる工程と、各ドラムに巻き掛けされる周長を調整する工程と、ワイヤロ−プを巻き出し該ワイヤロ−プに未加硫ゴムを被覆する工程と、前記未加硫ゴムを被覆された前記ワイヤロ−プを前記ドラム上に一定ピッチをもって巻き付け、前記未加硫ゴムを接触させてスチ−ルベルトを形成する工程と、前記ドラムの周長を縮めて前記スチ−ルベルトを取り出す工程と、からなるゴムクロ−ラ用スチールベルトの製法。1、2‥ドラム、3、4‥ドラムの軸、5‥ワイヤロ−プ、6‥ゴム押出機、7‥未加硫ゴム、10‥スチ−ルベルト。
(もっと読む)
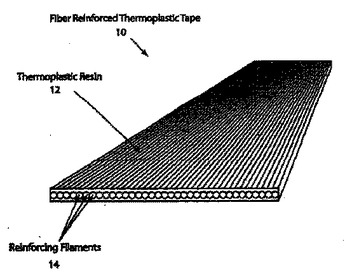
樹脂を含浸した繊維製の長いニッププレスベルト
本発明は、繊維マトリックスを取り巻く固形の熱可塑性樹脂製のテープを用いた抄紙機ベルト構造を製造する方法を提供する。この方法は、心棒の表面にテープに由来するCD層を適用し、CD層上にテープに由来するMD層を適用し、樹脂を溶融し繊維マトリックスを全体的に結合/カプセル化するようにCD層及びMD層を含有する心棒に圧力及び熱を適用することを必要とする。このようにして得たベルト構造は、その後、溝を付け、穿孔し、又は所望するその他の処理を施されてもよい。加えて、本発明による方法は、上述のMD層及びCD層の積層を逆に行ってもよい。また、全体的な樹脂の層を適用してもよく、好ましくは、MD層/CD層の積層の前、後又はその間に行ってもよい。また、1つ以上の層にゴムを有してもよい。
 (もっと読む)
(もっと読む)
161 - 170 / 170
[ Back to top ]