
Fターム[4F213WC01]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 使用する型による区分 (144) | 閉鎖型 (93)
Fターム[4F213WC01]に分類される特許
1 - 20 / 93
多層シームレスベルトの製造方法
防振ゴム及びその製造方法
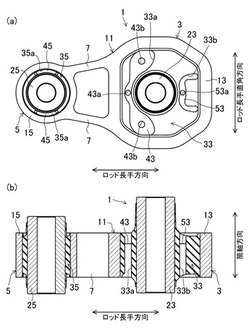
【課題】防振ゴムにおいて、空間部に不可避的に形成されるバリを破る工程を省略するとともに、防振ゴム本来の性能を維持しつつ、バリに起因する反転音の発生を抑制する。
【解決手段】第1パイプ部材23及び第1外筒体13と、筒軸方向と垂直な分割面61aを有する成形用金型61を用いて、第1パイプ部材23と第1外筒体13とを連結するように、これらの間に成形された第1ゴム弾性体33とを備え、第1ゴム弾性体33に、筒軸方向両外側に開口して筒軸方向に延びる第1及び第2すぐり孔33a,33bが形成された第1ゴムブッシュ3である。第1及び第2すぐり孔33a,33bは、成形用金型の分割面に不可避的に形成される第1及び第2バリ43,53によってそれぞれ筒軸方向に仕切られている。第1及び第2バリ43,53には、第1ゴム弾性体33と同時成形された貫通孔43a、43b,43b,53aが設けられている。
(もっと読む)
ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット

【課題】成形されたウェハレベルレンズアレイのレンズ部に損傷を与えることなく、成形型から滑らかに剥すことができるウェハレベルレンズアレイの製造方法及び製造装置、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】第1型と第2型で基板部1と複数のレンズ部10とを一体の成形物として成形する工程と、成形物を離型する工程と、を有し、成形物を離型する間又はその前に、第1型及び第2型のうち一方から突出部を突出させ、突出部をレンズ部10以外の基板部1のみに当接させつつ成形物を離型する側へ押圧する。
(もっと読む)
ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形されたウェハレベルレンズアレイのレンズ部に損傷を与えることなく、成形型から滑らかに剥すことができるウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部1に配列された複数のレンズ部10が形成されたウェハレベルレンズアレイの製造方法であって、第1型と第2型で基板部1と複数のレンズ部10とを一体の成形物として成形する工程と、成形物を離型する工程とを有し、成形物を離型する間又はその前に、第1型及び第2型のうち少なくとも一方を冷却する。
(もっと読む)
中空成形品の成形方法、中空成形品およびその製造装置
【課題】瞬時に接合端面の表面近傍のみを溶融することができ、それによって複雑な形状の中空成形品でも高い寸法精度で成形できると共に、充分な接合強度が得られる、中空成形品の製造方法を提供する。
【解決手段】移動型(3)と固定型(1)とを使用して第1、2の半成形品(A、B)を接合端面(a、b)を有するように成形する。第2の半成形品(B)が残った状態で移動型(3)をスライドさせて、それぞれの接合端面(a、b)を整合させ、その間にハロゲンヒータまたはカーボンヒータからなるヒータ(41)を挿入して、接合端面を溶融してからヒータを退避させ、そして型閉じして接合端面(a、b)を溶着する。
(もっと読む)
ローパスフィルタ及びその製造方法
【課題】光学性能を容易に且つ精度良く制御することができ、また、製造が容易で安価且つ安定した品質で製造することができる量産性に適したローパスフィルタを提供する。
【解決手段】基材11上に一方向に延びる断面凸状のレンズ体13が略一定のピッチPで配列された構造体10Aと、構造体10Aのレンズ体13間の溝14を埋めた状態で溝14に配置された中間体15と、を備えたローパスフィルタ10であって、レンズ体13は第1物質で形成され、中間体15は第2物質で形成され、溝14の深さをd(μm)とし、第1物質の屈折率n1と第2物質の屈折率n2とし、前記第1物質の屈折率と前記第2物質の屈折率との差をΔnとしたとき、d・Δn(μm)の値が0.028〜0.366の範囲であり、前記レンズ体のピッチが0.5μm〜100μmの範囲にあることを特徴とするローパスフィルタ。
(もっと読む)
歯付きベルト
【課題】歯付きベルトの屈曲性を維持しつつ、歯元部の耐久性を向上する。
【解決手段】歯付きベルト10は、歯ゴム層11と背ゴム層12を有する。歯ゴム層11には、歯部14および歯底部がベルトの長手方向に沿って交互に形成されている。歯ゴム層11は歯表面側に設けられる表面歯ゴム層16と、背ゴム層12側に設けられる接着ゴム層17とから成る。接着ゴム層17と背ゴム層12との間には、心線30が長手方向に延在し、かつ幅方向において離間して埋設される。接着ゴム層17の一部は、心線30の間から背ゴム層12側にはみ出すように形成され、はみ出し部18を構成する。
(もっと読む)
フッ素樹脂被覆ベルトおよびその製造方法、画像定着装置並びに画像形成装置
【課題】未定着画像を押圧した場合であっても梨地状欠陥の発生を好適に抑制したフッ素樹脂被覆ベルト、並びに、該フッ素樹脂被覆ベルトを容易に得ることができるフッ素樹脂被覆ベルトの製造方法を提供する。
【解決手段】基材と、弾性層と、フッ素樹脂製の環状体からなる離型層と、をこの順に設けてなり、前記離型層を形成した側の表面のダイナミック微小硬度が1.00以下であるフッ素樹脂被覆ベルト、並びに、基材の上に弾性層を形成する弾性層形成工程と、前記弾性層の上にフッ素樹脂製の環状体を被覆して離型層を形成するフッ素樹脂被覆工程と、前記離型層に延伸処理を施す延伸工程と、を有するフッ素樹脂被覆ベルトの製造方法。
(もっと読む)
成形品の製造方法
【課題】成形面と成形素材との間に形成される空気溜りの発生を防止してこの空気溜りが成形品に残らないようにする。
【解決手段】一対の上型12及び下型14間に成形素材21を配置し、加熱軟化させて押圧することにより成形品34(36)を得る際、成形素材21を加熱軟化させる。その後、この成形素材21の径rGよりも小さい孔(半径r1)から軟化させた成形素材21を押し出す。そして、成形素材21の押出し先端側の球部34aの曲率半径rgを、下型14の成形面14aの曲率半径rdよりも小さくして成形する。
(もっと読む)
ゴムクローラの製造装置
【課題】加硫後に、製造されたゴムクローラを両モールドから取り外す際に、加硫時にセグメントの周端面同士の間に入り込んだゴム材料が、この周端面に密着したまま残存するのを防ぐ。
【解決手段】駆動輪と従動輪との間に無端帯状に巻回されて用いられるゴムクローラを形成するゴムクローラの製造装置10であって、複数の内型セグメント14、および複数の外型セグメント13の少なくとも一方における各セグメント14、13の両周端面14a、13aに、内型セグメント14の内周面および外型セグメント13の外周面における各摩擦係数より低摩擦係数の皮膜16が形成されている。
(もっと読む)
マイクロレンズアレイの製造方法
【課題】高価な加工装置を必要とすることなく、簡単な方法で精度の高いマイクロレンズアレイを製造することが可能なマイクロレンズアレイの製造方法を提供すること。
【解決手段】基材11に複数の貫通孔12を形成する第1の工程と、複数の貫通孔12の一方の端部を蓋材13で塞ぐ第2の工程と、貫通孔12の一方の端部を蓋材13で塞いだ状態で、貫通孔12の他方の端部から貫通孔内に樹脂15を注入する第3の工程と、樹脂15を硬化させることにより、樹脂15に蓋材13の表面形状を転写した成形面17を形成する第4の工程と、樹脂15から蓋材13を除去することで、複数の貫通孔12の各々に形成された成形面17を有する基材11をマイクロレンズアレイの成形型18として作製する第5の工程と、成形型18を用いてマイクロレンズアレイを製造する第6の工程を含む。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂でなる表層部で覆われた内部の発泡樹脂の発泡の程度を高め、また一次中空成形体で構成される前記表層部の部分的な剛性低下を回避して、外観性、軽量性、剛性に優れた樹脂成形品の提供を課題とする。
【解決手段】樹脂成形品の成形方法は、ソリッド樹脂でパリソンを成形する工程と、成形したパリソンを成形型で挟み内部に気体を吹き込んで所定形状に賦形する工程と、得られた中空成形体を成形型内に残した状態で溶融状態の発泡性樹脂を中空成形体内に射出する工程と、射出後、成形型を所定量開きつつ発泡性樹脂を発泡させて該樹脂を中空成形体内に充填する工程と、前記工程において成形型を所定量開いたことにより中空成形体が延伸された部分Xの表面に、得られた樹脂成形品Aの内部側に没入する凹部Yを形成する工程とを含む。
(もっと読む)
蛇腹ゴムホースの成形方法及び加硫方法
【課題】蛇腹ゴムホースを真空引きして成形すると、内型や外型に形成した吸気口にゴムが侵入してホース表面に突起物が生成するが、この吸気口に特定の構造を施してこれを防止する。
【解決手段】中心に空洞孔を有して外周に蛇腹部とその両側に直筒部7が形成され、かつ、空洞孔と外部とを連通する通気部が形成された内型の外周に直管ゴムホースを緊嵌し、空洞孔から吸気して直管ゴムホースに蛇腹部を形成する蛇腹ゴムホースの成形方法において、通気部にゴムの侵入を阻止する通気性素材9を充填した蛇腹ゴムホースの成形方法。
(もっと読む)
未加硫ゴムベルトの加硫条件の設定方法
【課題】生産性を向上させるとともにコストを削減する。
【解決手段】未加硫ゴムベルトの加硫条件の設定方法は、まず、未加硫ゴムシートのゴム試料を種々の条件でプレス加硫し、その物性を評価して最適な加硫温度及び累積加硫度を設定する(S2〜S4)。次に、未加硫ゴムシートを含む積層体を所定時間ごとに測定する(S6)。次に、アーレニウスの反応式に、所定時間毎のゴム温度と、加硫温度とを代入して、所定時間毎の加硫度を算出するとともに、所定時間毎の累積加硫度を求める(S7)。そして、求められた所定時間毎の累積加硫度が設定された累積加硫度以上となる時間を決定する(S8)。
(もっと読む)
伝動ベルトの製造方法
【課題】 ベルト種が変わっても植毛層のパイルの材質を容易に変更することができ、また短時間で成形ができる伝動ベルトの製造方法を提供することを目的とする。
【解決手段】基材56上に植毛層26を形成した後、基材56から剥離した植毛層26をゴムスリーブ24に巻き付けて作製した植毛層付きゴムスリーブ24を、可撓性ジャケット42を装着した内型41と、内周面に型部45を刻印した外型46との間に配置し、可撓性ジャケット42を膨張させてゴムスリーブ24を外型の刻印した型部45に密着するように予備成型体21を作製し、外型46から離脱した内型の可撓性ジャケット42面に少なくとも心線を巻き付けた別のスリーブ25を作製し、上記内型41を外型46内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫してベルトスリーブを作製する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部を移動して前記ブロー成形体を膨張させた後に、前記成形型のキャビティの容積を縮小させるように前記成形型の前記コア部を所定量移動し、前記ブロー成形体を圧縮させることを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 成形型の型動作に基づくキャビティの増大による発泡性樹脂の発泡を図りつつ、成形型内壁に対するブロー成形体の追従性が低下することを防止する樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4の型動作に基づきキャビティ27を増大させて、溶融発泡性樹脂70による発泡に基づきブロー成形体41を膨張させる。この成形型4の型動作に基づいてキャビティ27を増大させる前までに、成形型4に基づき、ブロー成形体41のうち、キャビティ27を増大する側とは異なる側における一部領域をその同じ側における他部領域よりも該ブロー成形体41の内方側に引っ込ませた状態として、ブロー成形体41に引っ込み部分41aを形成する。そして、成形型4の型動作に基づいてキャビティ27を増大させるに際して、その引っ込み部分41aを、膨張させて、成形型4の内壁に的確に追従させる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部へ発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を型開き方向に所定量移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品24の成形において、前記コア部を移動して前記ブロー成形体を膨張させる際に、真空装置40を用いて前記コア部のキャビティ面13cに設けられた開口部15を通じて前記成形型のキャビティを減圧させることにより、前記ブロー成形体の膨張に伴って前記ブロー成形体の延伸される部分を、該ブロー成形体の延伸される部分に対向する前記コア部のキャビティ面に吸着させることを特徴とする。
(もっと読む)
導電性ゴムローラの製造方法、導電性ゴムローラ及び転写ローラ
【課題】周方向の硬度及び抵抗にムラがない電子写真装置等に有用な導電性ローラの製造方法を提供する。
【解決手段】導電性芯金上にゴム層が成形されている導電性ゴムローラの製造方法において、ゴム層が未加硫時には厚みが4mm以上13mm以下であり、該ゴム層を加硫する際の加熱が少なくとも熱風加熱と電磁波加熱であり、これらの加熱は加硫炉内で連続的又は同時に該ゴム層に施され、該加硫時のゴム層の未加硫時の厚みの1/2の深さにおける内部温度が、加硫炉内の温度に対して±10℃にあること。
(もっと読む)
伝動ベルトの製造方法と伝動ベルト
【課題】 ベルト伝動面に短繊維を植毛して露出し、ベルト走行時の騒音を軽減し、そしてリブ表面を平坦に成形してベルト耐久性を向上させた伝動ベルトの製造方法と伝動ベルトを提供することを目的とする。
【解決手段】表面に植毛層26を被覆したゴムスリーブ24を、可撓性ジャケット42を装着した内型41と、内周面に型部45を刻印した外型46との間に配置し、可撓性ジャケット42を膨張させてゴムスリーブ24を外型の刻印した型部45に密着するように予備成型体21を作製し、外型46から離脱した内型の可撓性ジャケット42面に少なくとも心線を巻き付けた別のスリーブ25を作製し、上記内型41を外型46内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫し、通気性を保持した上記植毛層26を介して内在する空気を型外へ抜き出し、脱型して型付部を形成した加硫ベルトスリーブを作製する。
(もっと読む)
1 - 20 / 93
[ Back to top ]